UO2-不銹鋼燃料棒的光纖激光切割研究
2021-08-02 03:33:00常尚文晏太紅鄭衛芳李高亮鄒樹梁王新林肖魏魏王湘江唐德文
原子能科學技術 2021年8期
關鍵詞:不銹鋼
常尚文,晏太紅,鄭衛芳,李高亮,鄒樹梁,王新林,肖魏魏,王湘江,唐德文
(1.中國原子能科學研究院 放射化學研究所,北京 102413; 2.南華大學 核設施應急安全技術與裝備湖南省重點實驗室,湖南 衡陽 421001)
乏燃料后處理是核燃料循環過程中重要的環節,其目的是分離和再回收利用乏燃料中未裂變的鈾和新產生的超鈾和裂變元素。而乏燃料組件解體及溶解是后處理中最關鍵的一個步驟。當前國際上通用的處理方法是先將乏燃料組件解體,再將乏燃料棒剪切成小段進行硝酸溶解,實現燃料芯塊和包殼材料的分離。機械-化學分離法(切斷-浸出法)適用于處理包殼材料不溶于硝酸的燃料元件,以及鋯及其合金包殼、不銹鋼包殼,是動力堆乏燃料元件典型的處理方法。其中剪切工藝及剪切設備性能是影響這一處理過程的關鍵因素。
機械剪切機是當前國際上應用最廣泛的一種乏燃料組件解體及剪切設備,是通過刀具直接作用于乏燃料組件實現解體和剪切,包括立式送料和臥式送料兩種方式。如法國的UP3后處理廠采用水平進料、整體切割的剪切機實現乏燃料組件的解體及燃料棒的剪切[1]。英國的THORP廠采用立式進料的剪切機,實現多種不同形式的乏燃料組件解體及剪切[2]。國內南華大學通過多年研究,設計了立式送料乏燃料剪切機,并對剪切裝置開展了風險評估[3]和故障診斷研究[4]。在采用機械剪切機進行乏燃料組件解體和乏燃料棒切割的過程中,剪切機的刀具會不斷磨損,乏燃料組件出現大變形,且剪切過程不可避免存在噪聲。除機械剪切機外,電化學法、磨料射流法等也被嘗試用于乏燃料組件的解體和切割。Wurm等[5]采用電化學方法切割乏燃料組件,這種方法將電極和待切割的乏燃料組件置于熔融氧化物鹽的電解液中,電流通過電解液在電極和乏燃料組件之間傳輸實現乏燃料組件的電化學切割。Abe等[6]采用磨料水射流切割工藝切割ZrO2模擬芯塊-鋯合金包殼管組成的模擬組件,并對切削效率和切削表面質量開展研究。Ladeinov等[7]設計制造了一種乏燃料組件的切割設備,該設備采用圓盤形切割機對插入式燃料組件進行遠程切割。
激光切割具有精度高、速度快、切縫小、切割工件無明顯機械變形、無刀具磨損、可在線控制等優點,已廣泛用于切割各種材料,包括鋁-氧化鋁金屬基復合材料[8]、硅片[9]、不銹鋼[10-11]、鎳基超級合金[12-13]、碳纖維增強聚合物[14-15]等。在核工業領域,激光切割技術近年來也得到大量應用。Baranov等[16]建議使用鎖模CO激光器對生產核燃料的鈾進行工業分離。Lopez等[17]采用光纖激光器對核工業的主要材料之一SS304L不銹鋼進行切割,并對切割過程中的二次排放進行了研究。Shin等應用激光切割技術拆除核設施,如厚鋼板和大型管道[18-19]及水下切割厚度為50 mm和60 mm不銹鋼板[20]。Keogh等[21]討論了使用激光加工連接和分離演示管道。Dodds等[22]利用摻鐿光纖激光器在模擬核退役場景下切割受污染的不銹鋼,并研究了切割過程中的放射性核素分布。
本研究擬設計一套光纖激光切割系統,對UO2芯塊-316Ti不銹鋼包殼的元件棒開展激光切割實驗,驗證激光切割元件棒的可行性。通過分析切斷面的形貌、結構及物相成分,研究UO2芯塊和激光的相互作用。
1 實驗
1.1 切割材料
本研究所用棒料為UO2芯塊-316Ti不銹鋼包殼的元件棒,其中UO2芯塊為核反應堆用的標準芯塊,其基本參數如下:直徑17.5 mm、單個芯塊長度22 mm、熔點2 800 ℃、密度10.96 g/cm3、硬度60 HRA。包殼管為316Ti不銹鋼管,外徑20 mm、壁厚0.5 mm。
1.2 UO2芯塊-316Ti不銹鋼包殼的光纖激光切割
激光切割系統由激光發生器、導光系統、激光切割頭、KUKA機器人、冷卻系統及物料回收裝置等組成。激光發生器為YLS-4000-SM IPG光纖激光器,為連續波單模激光器,1 075 nm波長下最大功率達4 kW。導光系統采用芯徑為50 μm的防輻射光纖。切割系統采用Precitec SolidCutter激光切割頭,支持的最大功率為3 kW。配套的噴嘴型號為Precitec DE YR30 2.0 F100,該型噴嘴的氣體出口直徑為2 mm。切割頭整體安裝在六軸的KUKA機器人上,由機器人控制機構控制切割頭的運動軌跡。物料回收裝置由固體物料回收筐和負壓系統組成,其中固體物料回收筐回收切割得到的芯塊和包殼,負壓系統收集切割過程中產生的煙霧氣體,負壓系統的通風風速為1.8 m/s。本研究分別采用O2和Ar作為切割輔助氣體,兩種輔助氣體的壓力均為1.4 MPa。激光切割過程的工藝參數列于表1。
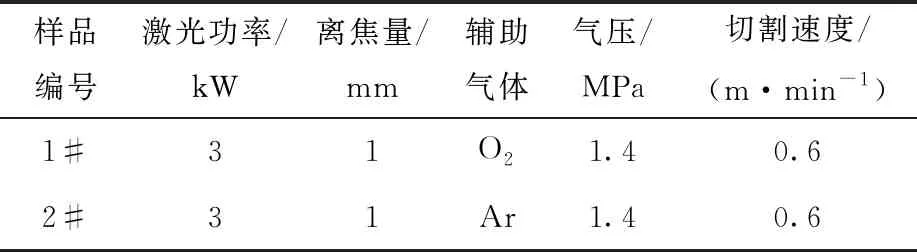
表1 激光切割工藝參數Table 1 Process parameter for laser cutting
UO2芯塊-316Ti不銹鋼包殼的切割方式如圖1所示。首先,激光在元件棒偏離直徑處打孔,打孔時間1.5 s,孔打穿后,激光沿厚邊方向進行掃描切割。切開厚邊后,關閉激光,激光切割頭沿設定路徑返回至打孔處,再打開激光,激光沿薄邊方向進行掃描切割,切斷元件棒。

圖1 UO2芯塊-316Ti不銹鋼包殼光纖激光切割示意圖Fig.1 Schematic diagram of fiber laser cutting process of pellet-cladding composite structure
1.3 性能測試及表征
采用TESCAN VEGA3掃描電子顯微鏡(SEM)觀察芯塊熱熔斷面處的晶體微觀結構及形貌特征變化,研究激光切割熱作用對切斷面的結構和形貌的影響。采用BRUKER XFlash Detector 6130 X射線能譜(EDS)對鈾芯塊切斷面元素分布進行能譜分析。
采用XD-3型粉末衍射儀對鈾芯塊切斷面的晶體結構及生成的物相進行X射線衍射(XRD)分析,對鈾芯塊切斷面在激光熱作用下的新生成物相進行定性和定量分析。分析條件如下:Cu靶作為陽極靶材、特征X射線為Cu Kα、波長為0.154 nm、掃描起始角為10°、終止角為70°,掃描步長為0.01°。
2 結果與討論
2.1 切斷性
采用前述的激光切割方式及工藝參數能實現UO2芯塊-316Ti不銹鋼包殼元件棒的切斷,且單棒每次切斷時間約為3 s。激光切割后的元件棒切斷面和激光切割后的鈾芯塊如圖2所示。由圖2a可見,切斷面非常粗糙,存在明顯的凸起條紋,斷面上有缺口,該缺口是由于激光切割過程的熱作用使芯塊開裂所致。由圖2b可見,激光切割后的芯塊形成的碎塊形狀為不規則的多面體。這說明激光具備切斷UO2芯塊-316Ti不銹鋼包殼這種復合結構元件棒的能力。

圖2 激光切斷后的鈾芯塊-不銹鋼包殼切斷面(a)和激光切割后的鈾芯塊(b)Fig.2 Cutting section of uranium pellet-stainless steel cladding after laser cutting (a) and uranium pellet after laser cutting (b)
2.2 切斷面形貌及微觀結構
UO2芯塊切割前后橫截面的SEM圖像示于圖3。由圖3a可見,切割前的芯塊橫截面相對較光滑,雖然沿著晶界分布著一定數量的微孔,但結構整體較為致密。晶體表現為不規則的多邊形,邊長在5~30 μm之間。
由圖3b、c可見,激光切割后的鈾芯塊表面出現了酥化現象,且表面較粗糙。兩個樣品切斷面均出現了大量微孔,這些微孔的原因可歸結為兩個方面:一是激光切割過程中整個截面不均勻的熱膨脹和收縮;二是鈾芯塊在激光熱作用下形成的碎塊在高壓輔助氣吹蝕下脫落。此外,兩個樣品切斷面均出現了較多的碎渣,尤其是1#樣品的切斷面上出現了兩個體積較大的碎渣。因此,由大量存在的微孔和碎渣造成了如圖3b所示的鈾芯塊在激光切割后切斷面較為粗糙的表面。

圖3 UO2芯塊激光切割前后橫截面的SEM圖像Fig.3 SEM image of cross-sectional surface for UO2 pellet before and after laser cutting
激光切割后UO2芯塊切斷面處的EDS測試結果示于圖4。由圖4a可見,1#樣品的U/O質量比為87.28∶11.86=7.36,U/O原子比為32.38∶65.48=0.49。2#樣品的U/O質量比為87.66∶11.72=7.48,U/O原子比為32.93∶65.51=0.50。兩樣品的U/O質量比或原子比非常接近,說明當輔助氣體為O2時,并不會在鈾芯塊切斷面增加O元素的含量。同時,由圖4也可見,兩樣品鈾芯塊切斷面的U/O質量比與UO2中的U/O質量比基本一致。

圖4 激光切割后UO2芯塊切斷面處的EDS譜Fig.4 EDS spectrum for cut-off surface of UO2 pellet after laser cutting
激光切割后UO2芯塊切斷面的XRD譜示于圖5。由圖5可見,兩樣品的XRD譜均存在6個較明顯的衍射峰。其中1#樣品在28.17°、32.76°、46.94°、55.62°、58.37°、68.53°處分別出現明顯的衍射峰,2#樣品在28.15°、32.74°、46.83°、55.64°、58.37°、68.54°處分別出現明顯的衍射峰。對比XRD衍射卡片41-1422可發現,1#樣品和2#樣品的6個衍射峰分別對應UO2的(111)、(200)、(220)、(311)、(222)和(400) 6個晶面。

圖5 激光切割后的UO2芯塊切斷面XRD譜Fig.5 XRD pattern for cut-off surface of UO2 pellet after laser cutting
由上述分析可知,激光切割的鈾芯塊切斷面表面出現酥化現象,且存在大量微孔和碎渣,造成切割表面粗糙度較大。輔助氣體無論是O2還是Ar,都不會造成鈾芯塊的相變,切斷面的XRD分析結果顯示激光切割后,UO2芯塊的主要成分仍為UO2。
3 結論
本文設計了一套用于UO2芯塊-316Ti不銹鋼包殼元件棒的光纖激光切割系統,對鈾芯塊切斷面的微觀結構、元素成分及物相進行表征與測試,得到以下結論。
1) 采用最大功率為4 kW的光纖激光切割系統,可用于外徑為20 mm的UO2芯塊-316Ti不銹鋼包殼元件棒的切割,單棒每次切斷時間約為3 s。
2) 經激光切割的鈾芯塊切斷面存在大量的微孔和碎渣,切割表面較粗糙。EDS結果顯示,切斷面U/O質量比與UO2基本一致。XRD結果顯示,經激光切割后的鈾芯塊沒有發生UO2的相變。
以上結果說明激光用于乏燃料組件解體和乏燃料棒切割具有可行性。后續將對激光切割系統開展抗輻照屏蔽研究,將激光切割用于后處理過程中的乏燃料解體。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16