高速鐵路42號無縫道岔溫度力分析與焊接順序優化研究
2021-08-05 01:58:42孫嘉雯楊榮山孫水泉
鐵道標準設計 2021年8期
孫嘉雯,楊榮山,孫水泉
(1.西南交通大學高速鐵路線路工程教育部重點實驗室,成都 610031; 2.中鐵濟南工程建設監理有限公司,濟南 250000)
近年來,我國高速鐵路得到迅猛發展,高速路網的連接日益緊密。為進一步提高列車側向過岔速度和行車安全[1],我國自主研發出雙肢彈性可彎心軌結構的42號側向高速道岔,并將其廣泛應用于既有客專[2]和新建高速鐵路線路[3]。相較其他小號碼道岔,大號碼道岔岔區內部鋼軌焊接接頭較多,無縫道岔的受力狀態及變形也較為復雜,國內學者提出的兩軌相互作用法[4-5]、當量阻力法[6-7]、廣義變分法和二次松弛遞推計算法[8]等計算方法,在我國跨區間無縫線路的設計、施工鋪設中均有所實踐。虛線框內鋼軌接頭為岔內接頭,如圖1所示。其中,大寫字母J、D、X分別表示基本軌、導軌與心軌軌段。

圖1 42號有砟道岔鋼軌接頭分布
高速道岔施工需要更高的標準和更好的工藝[9],不當的焊接溫度和焊接順序會導致道岔內部各軌條受力過大或卡阻,進而降低列車側向過岔舒適度[10],若不及時進行應力放散,無縫道岔焊接時的鎖定軌溫無法滿足設計要求,影響行車安全與穩定[11]。為確定適宜的道岔區鋼軌接頭的焊接順序和焊接作業溫度范圍,相關領域的學者進行了大量研究。文獻[12]按先固定轍叉,再進行尖軌及與區間線路焊接;文獻[13]認為18號道岔鋼軌焊接應先兩側后中間,若需接入2組道岔,在天窗時間限制下需分2天進行 焊接施工[14];文獻[15]雖然建議焊接岔內鋼軌接頭,即先直、曲基本軌,后里軌,最后與區間鋼軌焊聯;現有研究對岔區鋼軌接頭焊接順序有了一定的研究,但并未明確大號碼道岔中的基本軌、導軌和心軌各軌內部接頭焊接順序;同時文獻[16]要求岔區鋼軌焊接需在設計鎖定軌溫±2 ℃范圍內進行,這對施工隊伍的效率要求較高。
針對大號碼無縫道岔內部各軌接頭焊接順序不明的問題,以高速鐵路42號有砟軌道無縫道岔為研究對象,基于有限元理論,明確不同焊接順序下岔區軌條及岔枕的受力變形規律,給出最優的岔區鋼軌接頭焊接順序,并藉此探討容許焊接溫度余量,研究結果可為42號有砟軌道無縫道岔的焊接鋪設提供一定的理論基礎。
1 道岔焊接順序計算模型的建立
1.1 模型建立
利用有限元軟件建立高速鐵路42號有砟單開無縫道岔焊接計算模型,對不同焊接順序下的道岔區軌條及軌枕受力狀態進行分析。模型中,鋼軌采用桿模擬,軌枕采用彈性梁模擬;扣件、限位器、間隔鐵均采用非線性彈簧單元模擬,取值參考文獻[17]。由于道岔在焊接及后續應力調整過程中尖軌及岔心部分扣件不松開,轉轍器部分及護軌部分在施工過程中松彈條但不去除銷釘和彈片[18],采用生死單元和局部升溫模擬道岔區內鋼軌接頭焊接的先后順序問題。對岔枕端點施加橫向約束,對縱向可自由伸縮的尖軌和可動心軌,對其節點施加橫向約束。為更好的消除邊界效應,將道岔模型兩端各延伸45 m。由此建立的高速鐵路42號有砟軌道無縫道岔模型共計2 547個單元,4 524個節點,如圖2所示。

圖2 高速鐵路42號有砟無縫道岔有限元模型
1.2 計算參數和邊界條件
高速鐵路42號無縫道岔采用雙肢彈性可動心軌結構,使用彈條Ⅱ型扣件,尖軌跟端設置3組限位器實現尖軌與基本軌的聯結,限位器后第一個岔枕編號數分別為125、127和129;長短心軌跟端設有4組長大間隔鐵,位于第223號~225號岔枕以及226號~228號岔枕之間[19]。鋼軌在扣件即岔枕所在處分隔為節點。模型參數情況見表1。

表1 無縫道岔模型參數
文獻[16]對新鋪無縫道岔在設計直向最高行車時速超過200 km的道岔施工方面做出規定:岔內鋼軌接頭應在設計鎖定軌溫內焊接施工,焊接前需要讓尖軌以及轍叉部分處于自由伸縮狀態,釋放掉大部分應力。對于有砟軌道無縫道岔,其內部鋼軌焊接需在設計鎖定軌溫±2 ℃范圍內進行。一般情況下現場進行無縫道岔焊接施工時使用1支焊接隊伍,焊接1對鋼軌接頭需要35~40 min,故考慮最不利情況,本文荷載取相鄰軌節出現實際鎖定軌溫與施工鎖定軌溫的±2 ℃溫差,相當于對該軌段升溫4 ℃,其他軌段升溫0 ℃。
2 焊接順序對大號碼道岔的影響
高速鐵路42號無縫道岔岔內共有14個鋼軌接頭,焊接順序較多,岔區鋼軌的焊接順序在順焊、逆焊、跳焊的基礎上又分對稱焊和不對稱焊兩類。為明確不同焊接順序對結構受力的影響,本節對岔內軌條、基本軌以及導軌內部的接頭焊接順序進行討論,以給出道岔軌內及軌間最優焊接順序。
2.1 岔內軌條焊接順序確定
道岔區基本軌、導軌和心軌的焊接順序不同會影響道岔結構各部件的受力,進而影響道岔平順性,降低列車側向過岔速度。為明確大號碼道岔區內部基本軌、導軌及心軌的焊接先后順序,擬對道岔區軌段分別施加+4 ℃的溫度荷載,具體焊接情況參考表2。提取各工況模型中各軌條伸縮位移量,見圖3~圖5,本文X軸零點均為42號道岔模型起始點。

表2 分析工況情況

圖3 基本軌伸縮位移曲線
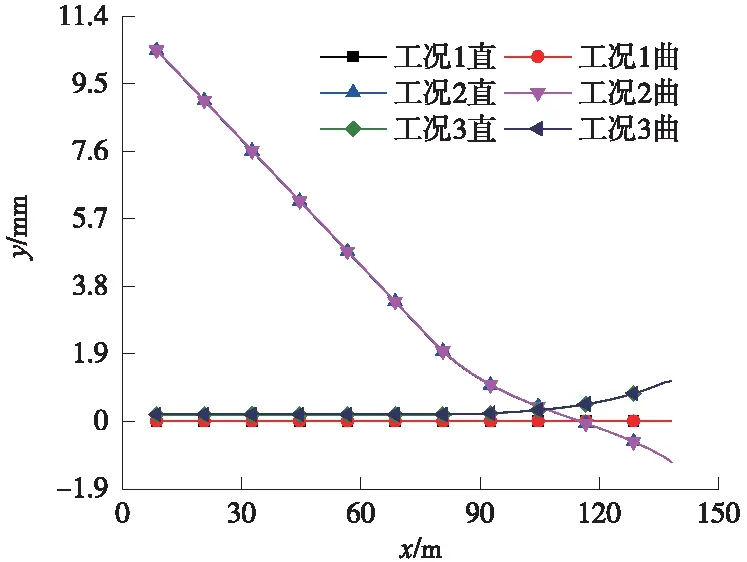
圖4 導軌伸縮位移曲線
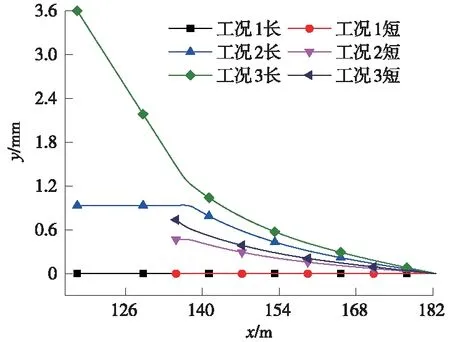
圖5 心軌伸縮位移曲線
對比3組位移變化圖可知,先焊接心軌段(工況3)對岔區的擾動最大,而先焊接基本軌(工況1)時,基本軌、導軌及心軌的位移接近0,對岔區受力及位移狀態幾乎無擾動。表明在道岔區整體框架未構建完整時,先固定外部大框架有利于維持和保障岔區的穩定性,可保證后續內部軌條的焊接鋪設工作得以順利進行。工況2中由于導軌先于心軌完成焊接,心軌跟端位移約為0.38 mm,此時尖軌跟端限位器子母塊還未貼靠傳力。可見導軌先于心軌焊接對道岔區各軌條的伸縮位移及岔區內岔枕受力情況影響更小。
綜上可知,道岔區進行焊接工作時先焊接基本軌,固定外部框架,再焊接導軌段,最后焊接心軌段,完成框架內部的固定工作有利于岔區內軌條溫度力的放散工作,可最大限度地減小由焊接所產生的溫度力對岔區鋼軌及岔枕穩定性及整體性的干擾和影響。故岔內鋼軌按照由外向內的順序進行焊接較為合理。與普通無縫道岔先焊接基本軌接頭后焊接導軌接頭的順序一致[20]。
2.2 基本軌內部的焊接順序確定
道岔內部單側軌段有4種焊接順序,分別為順焊、逆焊、跳焊,其中基本軌段由于鋼軌接頭較多,在該段的跳焊分為2種不同的焊接順序,以圖1直基本軌為例,跳焊1表示先焊接接頭J1,再焊接接頭J3,最后焊接接頭J5;跳焊2表示先焊接接頭J5,再焊接J3,最后焊接J1。同時由于存在兩側基本軌,故存在對稱焊和不對稱焊2種焊接順序,共計8種焊接工況,具體焊接順序可參考表3。 圖6~圖9分別為基本軌段采用對稱焊、不對稱焊時4種焊接順序的直、曲基本軌位移影響曲線。提取各工況下鋼軌及岔枕最大位移、曲尖軌跟端位移及該處岔枕受力以及長心軌跟端處的岔枕受力情況,得到不同焊接順序下基本軌段受力與變形情況對比,如表4所示。

表3 設計分析工況情況

圖6 基本軌段對稱焊時直基本軌位移變化曲線

圖7 基本軌段對稱焊時曲基本軌位移變化曲線

圖8 基本軌段不對稱焊時直基本軌位移變化曲線

圖9 基本軌段不對稱焊時曲基本軌位移變化曲線
道岔區內各鋼軌接頭的焊接先后順序不同,岔區內部鋼軌及軌枕的受力與位移影響也各不相同,同時由于岔內鋼軌連接不連貫,鋼軌位移在鋼軌接頭附近發生突變。
對比圖6~圖9及表4,采用跳焊1的對稱焊接順序焊接時,直曲基本軌最大位移量達1.07,1.44 mm,岔枕最大位移量達0.86 mm,可分別減小直曲基本軌67%和93.8%的最大位移量以及21%的岔枕最大位移量;同時尖軌跟端與心軌跟端處岔枕受力相對較小。采用不對稱焊接順序對岔枕和軌段影響普遍大于對稱焊接,如不對稱焊接時岔枕最大位移可達對稱焊接情況下的2倍;不對稱逆焊對岔枕位置的擾動最大,岔枕最大位移達1.74 mm,直曲鋼軌受力變形不一致,不利于大號碼有砟道岔的整體性與穩定性,需加大后期養護力度及維修頻率,焊接順序選擇不當會造成軌段位移變化過大,增大岔區焊接難度。由表4可知,在保證施工鎖定軌溫為實際鎖定軌溫±2 ℃范圍的前提下,岔枕位移最大僅為1.74 mm,滿足高速鐵路有砟道岔鋪設中要求岔枕位移不超過5 mm的相關要求。
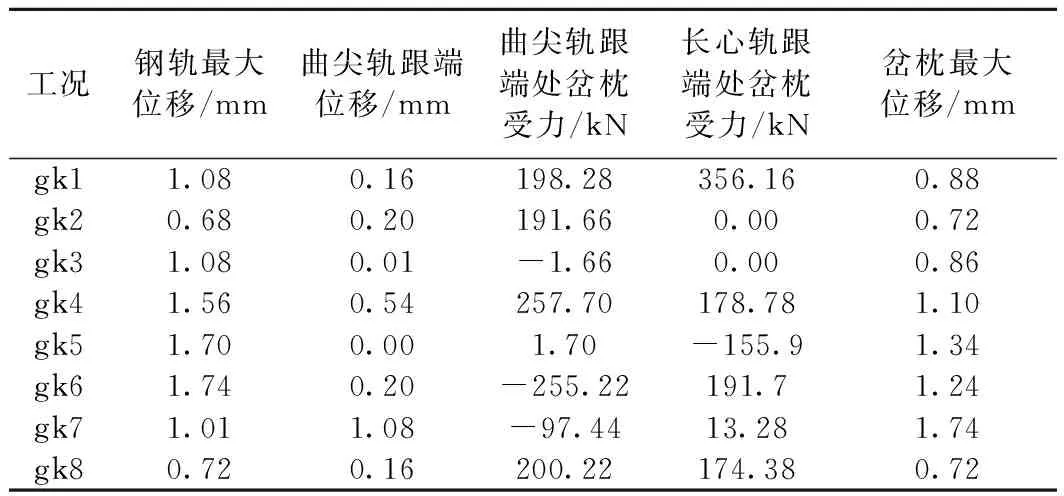
表4 基本軌段不同焊接順序對無縫道岔的影響比較
基本軌段按照中-后-前的順序對稱焊接鋼軌接頭是近似雙向對稱的焊接,從中間向兩側延伸焊接可以最大限度放散由于焊接產生的溫度力,減少對岔區鋼軌及岔枕受力與位移的影響,提高施工過程中大號碼道岔幾何形位的可調性,保證大號碼無縫道岔的鋪設精度,故建議后續焊接對稱進行。
2.3 導軌內部的焊接順序確定
由前節對基本軌內部焊接順序的討論知,相較不對稱焊,對稱焊對岔區鋼軌及岔枕的擾動最小,維持岔區穩定性的能力更強,故導軌段采取對稱焊接,現對焊接順序進行討論,工況見表5;以單側導軌段焊接順序為例,導軌段順焊表示為D11→D9→D7,逆焊表示為D7→D9→D11,跳焊1表示為D9→D7→D11,跳焊2表示為D11→D7→D9。導軌段焊接順序對導軌段位移擾動情況見圖10,導軌段采用逆焊時直曲導軌位移影響見圖11。

表5 設計分析工況情況

圖10 導軌段焊接順序對導軌位移的影響曲線
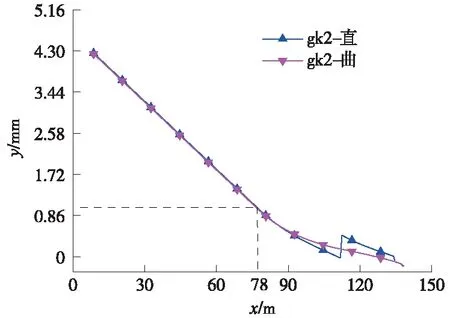
圖11 導軌段逆焊對直曲導軌位移的影響曲線
由圖10及表6可知,導軌段由于焊接順序不同造成的鎖定軌溫差對岔枕最大位移影響差別較小,在保證施工鎖定軌溫為實際鎖定軌溫±2 ℃范圍的前提下,在導軌段跳焊的最不利情況下,岔枕最大位移為1.06 mm,滿足高速鐵路有砟道岔鋪設中要求岔枕位移不超過5 mm的相關要求。由圖10可知,相比于順焊和跳焊,采用由后向前的順序對導軌段進行焊接,更有利于導軌軌條放散由于焊接鎖定溫差產生的溫度力,因此傳遞至基本軌后僅使基本軌發生0.2 mm的伸縮位移,同時減小尖軌跟端處岔枕23%的內力。如果導軌段未能采用合適的焊接順序進行焊連,導軌段產生的較大且無法有效放散的溫度力會進一步傳遞至基本軌,造成基本軌出現較大伸縮位移。因此,導軌段采用逆焊的焊接方式可以盡可能降低傳遞至基本軌的溫度力,同時可降低對基本軌擾動程度。

表6 導軌段不同焊接順序對無縫道岔的影響比較
同時,當溫度力對稱施加在道岔區鋼軌上時直曲股鋼軌的受力與變形基本協調一致,在圖11中體現為圖線重疊或相差很小,因此建議現場焊接直曲導軌的鋼軌接頭時成對進行施工,控制兩次焊接作業溫差不大于4 ℃。同時由于42號高速鐵路無縫道岔的直向過岔速度高于側向速度,為滿足直向的高速度要求以及提高道岔直向幾何形位的平順度,建議岔內導軌段按照先直后曲的順序焊接。
結合上述分析,建議大號碼無縫道岔的焊接順序如圖1所示,即在焊接作業時鋼軌接頭J1與J2,J3與J4等兩兩成對進行作業,參照圖1鋼軌接頭編號依次對岔內基本軌段、導軌段、心軌段進行焊接操作。
3 容許焊接溫度限值研究
一般情況下,道岔焊接施工分3~7 d完成,由于大號碼道岔對焊接鎖定溫度的控制更為嚴格,要求鋼軌焊接在設計鎖定軌溫±2 ℃的范圍內完成,現場施工作業中軌溫變化幅度在±(3~6) ℃甚至更大,由于可動心軌無縫道岔的傳力結構較為合理,更適宜在軌溫差較大的地區使用。為此,建立42號無縫道岔的容許焊接溫度模型,以檢驗采用本文推薦焊接順序焊接的大號碼道岔的岔枕及各軌段鋼軌伸縮位移是否超限,開展新工況下鋼軌及岔枕的溫度力與位移的分析討論。
圖12~圖14中“fw+數字”表示“容許焊接溫度范圍”,“zj,qj,zd”分別表示“直基本軌,曲基本軌,直導軌”,以下皆同。

圖12 范圍變化對直基本軌位移的影響曲線

圖13 范圍變化對曲基本軌位移的影響

圖14 范圍變化對直導軌位移的影響曲線

圖15 范圍變化對曲導軌位移的影響曲線
結合圖12~圖15可知,岔區內鋼軌鎖定軌溫范圍越大,基本軌、導軌位移及岔枕的最大位移均呈近似線性的趨勢增大。采用本文推薦的大號碼道岔焊接順序方案實現道岔區焊連后,容許焊接溫度范圍由2 ℃擴大至6 ℃,5 ℃時岔枕最大位移達1.70 mm,此時未超過規定限值2 mm[15],當鎖定軌溫范圍增大至6 ℃時,岔枕最大位移則達2.14 mm,仍在規定限值之內。同時發生道岔區最大位移的尖軌尖端所產生的位移量為15.42 mm,小于基于直尖軌工作邊直線度[15]算得的限值50 mm。因此,采用本文推薦焊接方案對42號有砟無縫道岔進行施工作業,有效放散了焊接形成的內力,可適當擴大道岔區鎖定軌溫范圍至5 ℃,在不良氣候環境條件下按此焊接方案進行大號碼道岔焊接,可降低道岔施工時對溫度控制的要求,降低大號碼高速道岔的施工難度,提高大號碼無縫道岔的施工性能。
4 結論
針對大號碼無縫道岔內部各軌接頭焊接順序不明的問題,基于有限元理論,建立了以客運專線42號有砟軌道無縫道岔計算模型,計算明確了不同焊接方案下道岔區軌條及岔枕的受力變形規律,而后給出了最優的大號碼無縫道岔岔區鋼軌接頭焊順序,并探討容許焊接溫度余量,主要結論如下。
(1)對于大號碼無縫道岔,在進行岔內鋼軌接頭的焊接時,建議按照基本軌—導軌—心軌的順序進行焊接,即先形成道岔整體,后與區間無縫線路焊連鎖定。
(2)在進行大號碼無縫道岔的岔內區域鋼軌接頭焊接作業時,建議基本軌段按照中—后—前、導軌段按先直后曲、由后至前的順序成對進行焊接。
(3)采用本文推薦的大號碼道岔焊接方案可有效放散鋼軌在焊連過程中形成的內力,避免尖軌跟端受力過大,同時便于施工中調整岔區內鋼軌的幾何形位,提高大號碼高速道岔鋪設精度。在環境溫差較大地區,可將大號碼有砟無縫道岔的容許焊接溫度限值擴大至5 ℃。