鋰電設備張力波動研究
2021-08-05 09:37:58陳哲王昆
探索科學(學術版) 2021年7期
關鍵詞:設備
陳 哲 王 昆
惠州市贏合科技股份有限公司 廣東 惠州 516025
1 張力控制的定義
張力控制是指能夠持久維持基材(極片)在設備上輸送,卷繞等工藝時所需張力的能力。在極片卷繞中,合理的張力能避免帶材因部分金屬延伸不均而造成波浪,并保證極片平整,同時還能減少單位軋制應力和帶材的寬展。另外,保持帶材所受張力的穩定,可避免因張力過大而導致極片產生塑性變形,張力太小而使卷材出現松弛的現象而影響繞卷的質量。因此,卷繞過程控制好張力對卷繞的順利進行,產品質量的保證具有關鍵的作用。
2 張力控制研究的目的
a)控制整個系統的穩定運行,即設備在啟動、停止、加速、減速和恒速運行過程中保證整個系統的張力穩定,保證繞卷的質量。
b)隨著極片(鋁箔,銅箔)的厚度越來越薄,設備在啟停,加減速階段以及卷繞設備的機械精度、材料的幾何缺陷工藝、工藝條件等因素的影響下均會產生張力波動,如果張力波動過大,則會更加容易導致極片發生塑形變形或者被拉斷的狀況,影響收卷的質量。
3 張力產生機理
設薄膜張力為T,薄膜從放卷端放卷的線速度V1,經對輥拖動后薄膜運行線速度為V2,料軸與對輥之間薄膜原長為L,如圖1.1所示。在放卷過程中,如果V2〉V1,薄膜內應力增大,將被拉伸;如果V2〈V1,薄膜內應力減小,產生收縮。只有V2=V1,薄膜內應力不發生改變,保持平穩狀態。
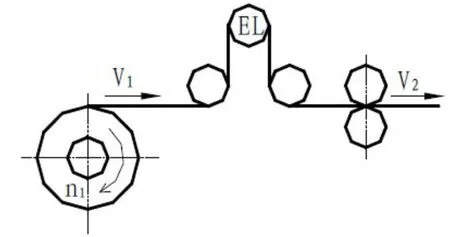
圖1.1 放卷系統簡圖
根據胡克定律有
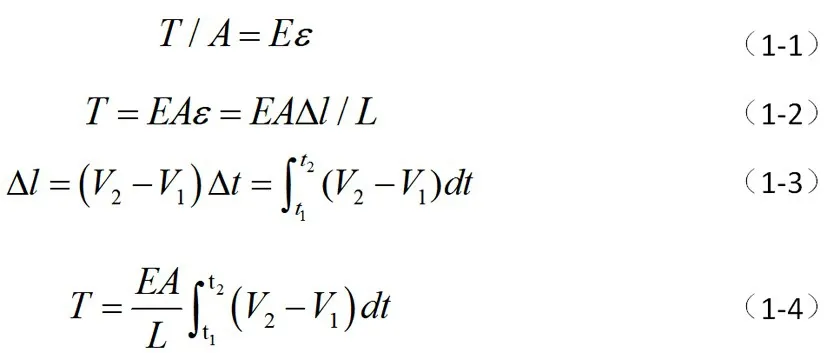
式中:E為彈性模量,ε為變形量,A為極片橫截面截面積,t1為薄膜從放卷端放出的時刻,t2為薄膜到達對輥的時刻。
張力產生原因是由于放卷端與對輥之間存在速度差(V2―V1),使薄膜發生彈性形變而產生對應的張力。若在放卷過程中,(V2―V1)的差值越來越大,則對應的的張力T會越來越大,則會導致極片的張力持續增大而導致極片斷裂。若(V2―V1)的差值越來越小,則對應的張力會越來越小,從而導致薄膜堆積發生皺褶,影響后續工序。因此,要保證放卷過程的張力恒定,需控制(V2―V1)的差值恒定(此過程假設極片的整個放卷過程中截面不發生形變或者形變量極小)。
4 加減速放卷數學建模
由于分切機在執行換卷,取卷以及啟停等操作時,設備在啟停階段的存在加減速過程,此過程將會產生張力波動,對卷繞過程造成影響,需要對加減速階段的張力進行研究,動態力矩平衡方程為:

轉動過程中的轉矩為:

對Jk關于時間t求導,得

式中,J1為料卷轉動慣量,隨時間t變化,J1=J0+Jk,Jk為卷材轉動慣量,J0為料軸轉動慣量且為常數。
當料卷卷徑很大時,在啟動的加減速階段卷徑變化很小,可近似認為dD1/dt=0,設牽引輥在啟動進給階段的進給加速度為a1,則有dJk/dt=0


式(3―4)代入式(2―14)中,可得
式(3―5)表明加減速階段張力同樣受到放卷速度V1、卷徑D1、磁粉輸出轉矩Md、料軸轉動慣量J0、料軸直徑d0、薄膜密度ρ、摩擦系數Bf等因素影響,此外還與加速度a1有關。
5 結束語
本文論述了卷對卷設備加減速過程的張力形成及張力波動的有關因素,對實際工程中張力的控制具有一定的參考價值。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年13期)2020-09-27 23:04:20
經濟技術協作信息(2018年22期)2019-01-19 03:00:18
電子制作(2018年11期)2018-08-04 03:26:08
電子制作(2018年10期)2018-08-04 03:24:48
家庭影院技術(2017年11期)2017-12-20 08:10:57
工業設計(2016年12期)2016-04-16 02:52:00
IT時代周刊(2015年8期)2015-11-11 05:50:37
汽車維修與保養(2015年1期)2015-04-17 03:25:28
設備管理與維修(2015年12期)2015-04-09 06:57:00
