鋁熱焊劑安全點火方式研究
2021-08-06 07:07:36王國章
中國金屬通報 2021年9期
關鍵詞:示意圖
王國章
(施密特鋼軌技術(昆山)有限公司,江蘇 蘇州 215300)
1 鋁熱焊簡介及其在鋼軌焊接中的應用
1895年,德國漢斯·高德斯密特教授(Dr.Hans Goldschmidt)應用氧化-還原反應的原理發明了鋁熱焊技術;1914年,鋁熱焊(Thermit Welding)首次用于柏林有軌電車焊接。從此以后,鋁熱焊在全球的鐵路系統鋼軌焊接作業中成為主要的焊接方法之一。1966年,中國開始從德國Halle(Saale)工廠引進施密特鋁熱焊焊接技術。
鋁熱焊,利用鋁粉與金屬氧化鐵的氧化-還原反應生成大量熱的同時,還原出鐵來熔化鋼軌,經過6s~18s的鎮靜過程(主要表現為鋼水下沉、氧化鋁等焊渣上浮),與母材鋼軌一起形成接頭的一種特種焊焊接工藝。其主要的鋁熱反應方程式如下:
2Al+Fe2O3→2Fe+Al2O3+850KJ
據測算,在鋁熱焊接過程中,鋼液的溫度可達2500℃~3500℃;通過加入適當的冷金屬添加劑,可以使鋼液溫度降至2000℃~2100℃左右。這樣,既能夠充分提高鋼的生成率,也能夠更好的控制焊縫及熱影響區的冶金反應及金屬結晶和組織相變,從而能夠獲得理想的珠光體加少量的鐵素體的金相組織,達到中國國家鐵路局對鋼軌鋁熱焊焊接接頭的全面質量要求。
2 SkV-Elite鋁熱焊工藝過程及焊接材料介紹
2002年,德國高德·斯密特集團在總結了過去一個世紀以來鋁熱焊經驗的基礎之上,優化了三注孔的SkV-F鋁熱焊工藝,從而推出了一款新的、短時間預熱的SkV-Elite鋁熱焊工藝方法,其完整的工藝流程圖如下。
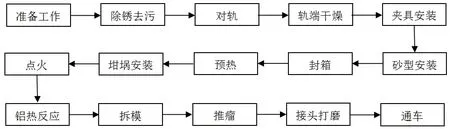
圖1 SkV-Elite鋁熱焊工藝過程
一次性使用的鋁熱焊主要焊接材料包括:①砂型,②分流塞,③一次性坩堝,④鋁熱焊劑,⑤點火器具(通常使用高溫火柴),⑥封箱砂等。
在點火→鋁熱反應的工藝過程中,引燃鋁熱焊劑并且使得鋁熱反應能夠持續、有效的進行是一個非常重要的環節,本文主要從鋁熱焊劑安全點火方式方面展開分析、討論和研究。
3 現行鋁熱焊劑點火方式簡介
目前,點燃鋁熱焊劑可以采用的方式、方法主要有如下:①盤狀鎢絲點火,②接觸電阻點火,③電弧點火,④微波點火,⑤沖擊載荷點火,⑥電火花點火,⑦化學點火,⑧激光點火,⑨高溫火柴點火,⑩預熱槍點火等十種。
一般情況下,在客戶軌道鋁熱焊焊接現場,采用得比較多的、并且為廣大鋁熱焊工普遍接受的主要點火方式為高溫火柴點火與預熱槍點火兩種,其點火方式示意圖分別如圖2、圖3。
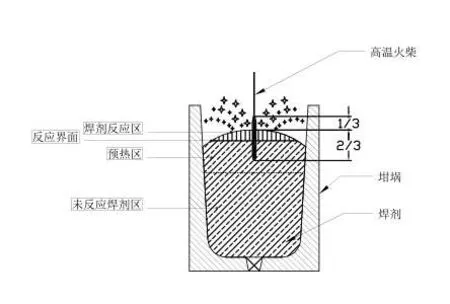
圖2 高溫火柴點火示意圖
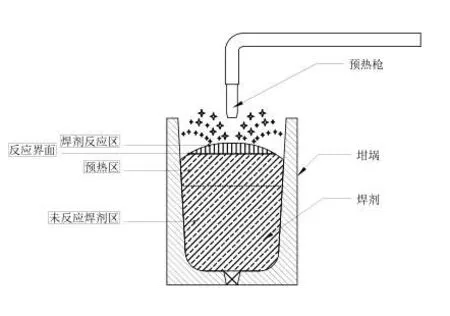
圖3 預熱槍點火示意圖
4 高溫火柴點火及預熱槍點火方式的優缺點分析
高溫火柴,包括了引燃層和油漆層兩層結構,主要由鋁粉、鎂粉、磷粉和適量的粘結劑組成,其燃燒溫度在1000℃以上。
預熱完成、將盛放了焊劑的一次性坩堝安裝在側模板上以后;在灼熱的砂型澆注棒孔內側擦燃高溫火柴;快速而平穩地將高溫火柴頭2/3長度插入到鋁熱焊劑錐形頂部,點燃焊劑。
預熱槍,是鋁熱焊接的主要的工具之一,其作用是用來對鋼軌、砂型、分流塞和灰渣盤進行焊前預熱。預熱完成后,鋼軌軌腰溫度可以達到950℃~1000℃,其顏色為亮黃色;與此同時,預熱槍也可以作為點燃鋁熱焊劑的點火器具使用。
預熱完成、將盛放了鋁熱焊劑的一次性坩堝安裝在側模板上后,快速的用預熱槍點燃焊劑。
高溫火柴點火、預熱槍點火兩種方式的優缺點比較如下表。
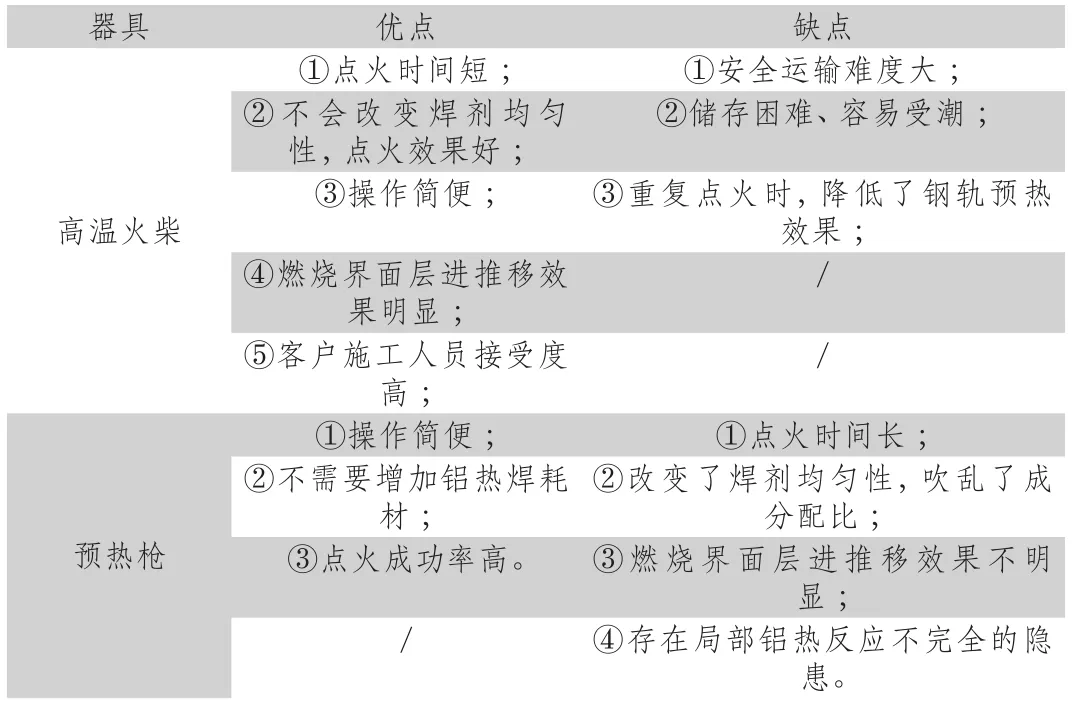
表1 高溫火柴點火和預熱槍點火分析
相對而言,高溫火柴點火方式比預熱槍點火方式要好一些,在客戶施工現場使用也多一些。但是,其局限性也是很明顯的,尤其是在當前國內安全、環保要求愈發趨緊的大環境下,從工廠運輸到客戶鋁熱焊現場就是一個十分難以解決的、非常棘手的安全問題。所以說,研究、開發出一種更加高效、安全性能更好的、方便儲存與運輸的新型鋁熱焊劑點火方式,就顯得十分的急迫和重要了。
5 熱焊劑安全點火方式研究的目標及其結果
綜合比較、分析了高溫火柴點火與預熱槍點火兩種方式的優缺點,從鋼軌鋁熱焊焊接技術不斷提高的情況來看,很有必要研究、開發出一種適合儲存運輸的、鋁熱焊劑燃燒界面層進推移效果好的、點火效率高的、不會影響到鋁熱焊接頭質量的、操作更加簡便的新型鋁熱焊劑安全點火方式。
經過與德國高德·斯密特集團內各分公司的全球鋁熱焊專家多次研討、反復論證,在中國公司研發小組成員的通力合作、不懈努力下,歷經上百次的反復試驗,不斷的總結、完善、提高后,終于開發出了能夠滿足上述要求的“安啟塞”點火方式(Safe Start Cap)。經過小批量試產、試用后,定型的最終產品順利的投入中國市場大量應用,全國各地的客戶鋁熱焊工通過三年多來的現場實際使用,普遍的反映安啟塞點火效果良好,是一種安全、可靠、高效、操作方便、易于掌握的鋁熱焊劑點火方式。其點火方式示意圖如圖5。
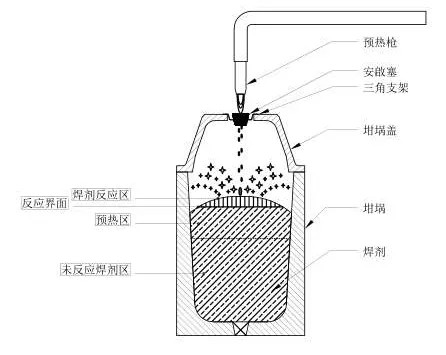
圖5 安啟塞點火示意圖
6 一種安全的、可靠的鋁熱焊劑安啟塞點火方式
安啟塞點火方式點燃鋁熱焊劑的作業過程:①預熱完成、將盛放了鋁熱焊劑的一次性坩堝安裝在砂型側模板上;②將安啟塞放置于三角支架上安裝在一次性坩堝蓋出塵口上方;③快速而準確的用預熱槍點燃安啟塞;④1s~2s內,安啟塞點燃,豎直向下滴落的鋼水在2s~3s內能夠在不改變鋁熱焊劑混合均勻性、不吹亂鋁熱焊劑主要成分配比的前提下,點燃焊劑。

圖4 焊劑安全檢驗示意圖
安啟塞點火方式的核心在于――成功的開發出了一顆與鋁熱焊劑原始成份相近的、冷熱金屬及金屬氧化物比例適當的、所用粘接劑不會產生額外的雜質及有害成份,從而影響到鋼軌鋁熱焊焊接接頭質量的圓錐臺形狀塞子。
圓錐臺形狀安啟塞的工廠內加工、制作流程圖如下。

圖6 圓錐臺形狀安啟塞的工藝流程
鋁熱焊劑安啟塞點火方式具有以下幾個方面的特點:
(1)適合儲存、運輸。安啟塞的主要成分優于鋁熱焊劑,能夠滿足TB/T 1632.3-2019《鋼軌焊接 第3部分:鋁熱焊接》800±10℃,30min不會反應的安全要求,不存在運輸風險。
(2)點火效率高。安啟塞點燃后的3s~5s內,都能夠100%成功地點燃鋁熱焊劑。
(3)鋁熱焊劑燃燒界面層進推移效果好。安啟塞點火時,不會吹亂鋁熱焊劑主要成分配比的均勻性,使得利用氧化-還原放熱自增殖過程而進行的鋁熱反應比較平穩、燃燒界面層進推移效果良好。
(4)不影響鋁熱焊焊接接頭質量。安啟塞的成分優于鋁熱焊劑,所使用的粘接劑優于砂型用料,并不會產生額外的雜質以及其他的有害成份從而導致鋁熱焊焊接接頭出現夾渣、氣孔、未焊合等質量缺陷。
(5)操作簡便、技術易于掌握。安啟塞點火方式綜合了高溫火柴點火及預熱槍點火的優點,經過施密特公司培訓合格后上崗的鋁熱焊工不需要再進行特別的專門培訓就可以很方便的高效完成客戶現場在線鋁熱焊作業。
7 小結
鋁熱焊劑的安啟塞點火方式自從進入海內、外市場以來,至今已在客戶施工現場成功的進行了二十萬次以上的鋁熱焊焊接作業,無一例失敗及不良反映。
實踐充分證明:鋁熱焊劑的安啟塞點火方式(Safe Start Cap)是一種非常安全的、可靠的、操作簡便的、易于掌握的新型鋁熱焊劑點火方式。
猜你喜歡
《學習方法報》歷史中考版(2023年21期)2023-11-09 07:40:38
數學小靈通(1-2年級)(2020年9期)2020-10-27 03:24:18
當代貴州(2019年41期)2019-12-13 09:28:56
娃娃樂園·3-7歲綜合智能(2016年1期)2016-10-25 09:32:48
中國共青團(2015年7期)2015-12-17 01:24:38
中學生數理化·八年級物理人教版(2014年1期)2015-01-09 08:50:45
中國扶貧(2014年8期)2014-06-27 15:33:39
中國扶貧(2014年8期)2014-06-27 04:09:02
中學生數理化·八年級物理人教版(2014年2期)2014-04-02 08:50:44
能源(2014年3期)2014-03-27 09:55:20