面向機器人笛卡爾空間的軌跡運動自適應抑振控制
2021-08-09 07:56:30李琳古智超張鐵
振動工程學報 2021年3期
李琳 古智超 張鐵

摘要: 工業機器人的柔性傳動部件導致機器人末端產生振動,嚴重降低笛卡爾運動精度,為此提出自適應輸入整形抑振控制策略。以“雙慣量模型+PD控制”建立關節伺服系統模型,分析振動特性。由于運動中的振動信號存在較大噪聲,無法準確辨識振動頻率和阻尼比,故采用基于遞推最小二乘法(Recursive Least Squares, RLS)的任意時延輸入整形器自適應設計方法。通過對笛卡爾軌跡規劃的歸一化插補函數輸入整形,提出笛卡爾軌跡輸入整形方法,實際表現為重新規劃笛卡爾速度大小而不改變運動方向。輸入整形抑振實驗中直線軌跡振動信號能量最大降低77.08%,圓弧軌跡振動信號能量最大降低31.07%,殘余振動信號能量降低80%以上,驗證了所述抑振控制策略能有效抑制機器人笛卡爾運動啟停時的振動。
關鍵詞: 工業機器人; 振動抑制; 柔性關節; 自適應輸入整形; 笛卡爾運動
中圖分類號: TP242.2; TB535? ? 文獻標志碼: A? ? 文章編號: 1004-4523(2021)03-0499-08
DOI:10.16385/j.cnki.issn.1004-4523.2021.03.007
引 言
工業機器人的柔性傳動部件(如諧波減速器、同步帶等)啟動和停止時導致機器人末端存在較大的振動,嚴重降低了運動精度[1]。在工業生產中,要求工業機器人具備高速、高精度的運動控制特點,故需要研究抑制末端振動的控制策略。柔性關節通常采用雙慣量模型描述,振動現象屬于伺服系統的機械諧振[2]。常用的伺服振動控制方法包括陷波濾波器[3?4]、狀態反饋法[5?6]、迭代學習控制[7] 、輸入整形器[8?9]等。
輸入整形器利用特定的脈沖序列與參考輸入進行卷積運算得到抑振控制輸入。與陷波濾波器和低通濾波器相比,輸入整形器的抑振效果更優且具有更短的濾波時間長度[10]。在相同的抑振評價標準下,與三角形速度、梯形速度等平滑化指令相比,輸入整形器具有更短的軌跡時長和更強的魯棒性[11]。典型的輸入整形器設計方法為利用振動信號辨識系統的振動頻率和阻尼比后計算脈沖幅值和作用時間,對于振動信號噪聲較大的系統,因難以準確辨識頻率和阻尼比而大大增加了設計難度,基于遞推最小二乘法的自適應設計方法則能很好地解決該問題[12?13]。
針對工業機器人振動問題,國內外學者提出了不少輸入整形方法。李琳等[14]針對工業機器人固定時長點到點運動的殘余振動問題,提出采用誤差補償的關節軌跡輸入整形方法。Kim等[15]在工業機器人上分別應用最優S型軌跡、魯棒ZV整形器和動態ZV整形器設計預整形軌跡,有效抑制圓弧運動的殘余振動,但是存在輪廓誤差問題。Zhao等[16]設計零時延輸入整形器對笛卡爾軌跡整形,減少了滯后時間和機器人的運動超調量。Aribowo等[17]建立并辨識工業機器人液體搬運任務的振動模型,設計ZV整形器對直線運動的加速度整形,有效抑制液體在運動過程中和停止后的振動。
6自由度機器人的笛卡爾運動由關節運動耦合產生,直接對笛卡爾運動的關節軌跡整形,會產生輪廓誤差。一方面考慮到運動過程的振動信號噪聲問題較嚴重,準確辨識模態參數的難度大;另一方面振動控制必須避免輪廓誤差問題。針對工業機器人笛卡爾空間中典型的直線和圓弧運動,本文基于遞推最小二乘法設計任意時延輸入整形器,采用笛卡爾軌跡規劃與輸入整形相結合的方法,實現自適應抑振控制。
1 工業機器人末端振動現象
1.1 柔性關節伺服系統
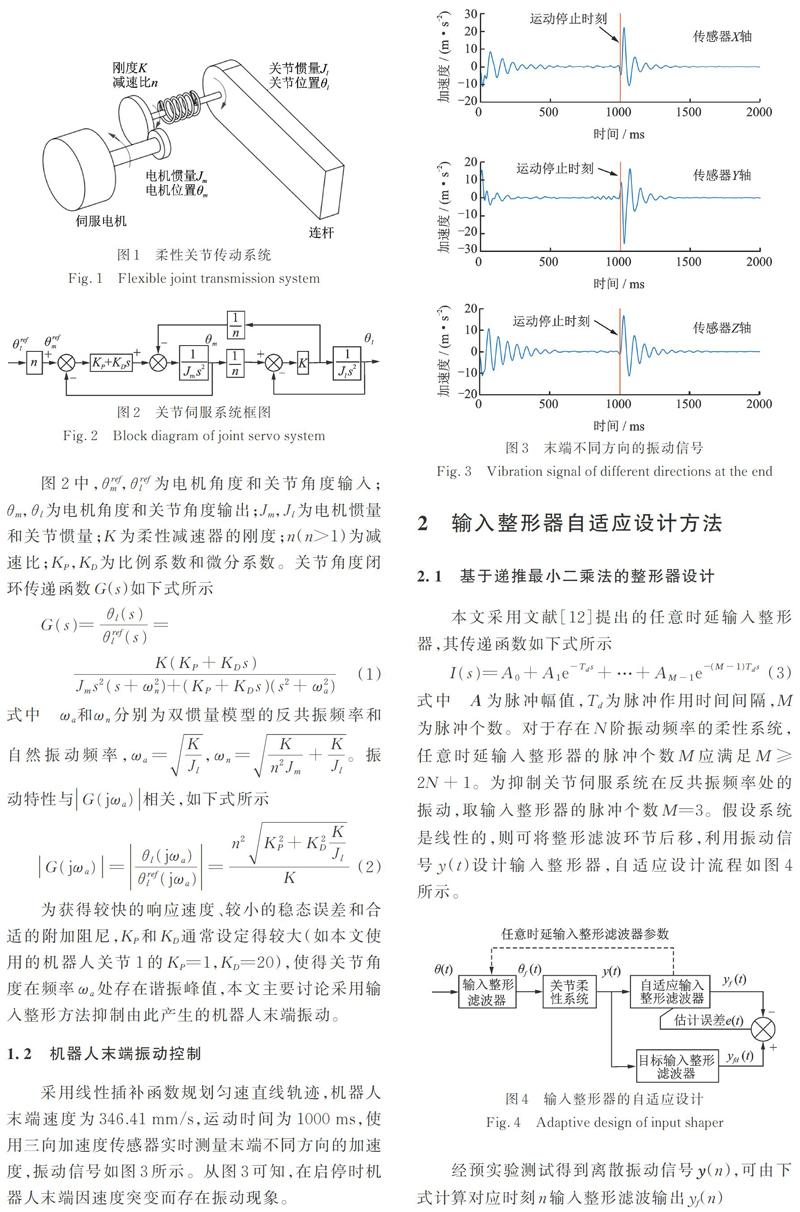
目前大部分商用工業機器人采用各關節獨立PID控制方式,將柔性傳動部件等效為扭轉彈簧,電機軸和關節負載等效為兩個慣量進行建模,忽略阻尼的柔性關節傳動系統如圖1所示,采用PD控制的關節伺服系統框圖如圖2所示。
圖2中,為電機角度和關節角度輸入;為電機角度和關節角度輸出;為電機慣量和關節慣量;K為柔性減速器的剛度;n(n>1)為減速比;KP,KD為比例系數和微分系數。關節角度閉環傳遞函數G(s)如下式所示
為獲得較快的響應速度、較小的穩態誤差和合適的附加阻尼,KP和KD通常設定得較大(如本文使用的機器人關節1的KP=1,KD=20),使得關節角度在頻率處存在諧振峰值,本文主要討論采用輸入整形方法抑制由此產生的機器人末端振動。
1.2 機器人末端振動控制
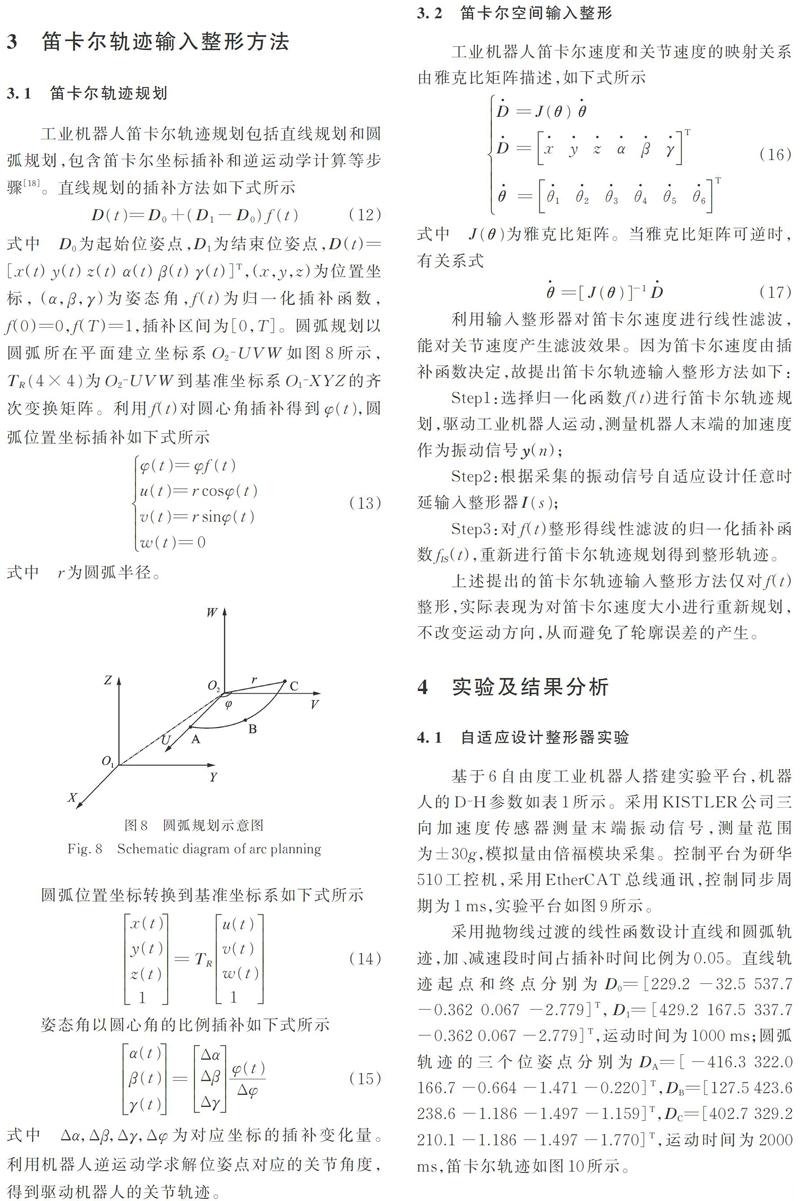
采用線性插補函數規劃勻速直線軌跡,機器人末端速度為346.41 mm/s,運動時間為1000 ms,使用三向加速度傳感器實時測量末端不同方向的加速度,振動信號如圖3所示。從圖3可知,在啟停時機器人末端因速度突變而存在振動現象。
2 輸入整形器自適應設計方法
2.1 基于遞推最小二乘法的整形器設計
本文采用文獻[12]提出的任意時延輸入整形器,其傳遞函數如下式所示
式中 A為脈沖幅值,Td為脈沖作用時間間隔,M為脈沖個數。對于存在N階振動頻率的柔性系統,任意時延輸入整形器的脈沖個數M應滿足。為抑制關節伺服系統在反共振頻率處的振動,取輸入整形器的脈沖個數M=3。假設系統是線性的,則可將整形濾波環節后移,利用振動信號y(t)設計輸入整形器,自適應設計流程如圖4所示。
經預實驗測試得到離散振動信號y(n),可由下式計算對應時刻n輸入整形濾波輸出yf(n)
以零振動為約束條件,即目標輸出yfd(n)=0,估計誤差為yfd(n)-yf(n)。選擇遞推最小二乘法為自適應算法,迭代方程如下所示:
2.2 任意時延整形器設計分析
RLS方法存在“數據飽和”問題,隨著迭代次數增加,和的元素將趨于0,對脈沖幅值的修正作用減弱。為增加新輸入數據的權重,引入遺忘因子對式(5),(6)修正后如下式所示
時與2.1節RLS方法一致。在實際應用中,遺忘因子取值范圍通常為0.9?1,取值過小會加劇噪聲干擾。下式為二階系統的自由振動響應
式中 ζ為阻尼比;ωd為阻尼振動頻率;φ為相位角。為驗證設計方法的可行性,以式(11)設計的自由振動信號如圖5所示。0?300 ms段頻率為15 Hz,300?600 ms段頻率為20 Hz,阻尼比均為0.1,幅值均為1,采樣周期為1 ms。取Td=25 ms,自適應設計整形器的脈沖幅值和估計誤差如圖6所示。在15 Hz信號段,設計的任意時延整形器和典型的ZVD整形器的幅頻特性圖如7所示。
從圖6可知,在15 Hz信號段,兩種方法的脈沖幅值均能收斂到滿足“零振動”要求的目標值;在20 Hz信號段,2.1節介紹的RLS方法無法較快調節脈沖幅值,遺忘因子RLS方法仍能調節脈沖幅值到目標值。因此采用RLS方法設計整形器時,需要依據振動頻率變化和信號噪聲情況合理設置遺忘因子數值。從圖7可知,任意時延整形器和ZVD整形器的中心頻率均為15 Hz,在Td=25 ms情況下,前者的抑振深度和抑振頻率范圍小于后者。前者時延為50 ms,后者時延為67 ms,前者時延不依賴于振動頻率而便于實際應用。
3 笛卡爾軌跡輸入整形方法
3.1 笛卡爾軌跡規劃
工業機器人笛卡爾軌跡規劃包括直線規劃和圓弧規劃,包含笛卡爾坐標插補和逆運動學計算等步驟[18]。直線規劃的插補方法如下式所示
式中 D0為起始位姿點,D1為結束位姿點,D(t)=[x(t) y(t) z(t) α(t) β(t) γ(t)]T,(x,y,z)為位置坐標, (α,β,γ)為姿態角,f(t)為歸一化插補函數,f(0)=0,f(T)=1,插補區間為[0,T]。圓弧規劃以圓弧所在平面建立坐標系O2?UVW如圖8所示,為O2?UVW到基準坐標系O1?XYZ的齊次變換矩陣。利用f(t)對圓心角插補得到,圓弧位置坐標插補如下式所示
式中 為對應坐標的插補變化量。利用機器人逆運動學求解位姿點對應的關節角度,得到驅動機器人的關節軌跡。
3.2 笛卡爾空間輸入整形
工業機器人笛卡爾速度和關節速度的映射關系由雅克比矩陣描述,如下式所示
式中 為雅克比矩陣。當雅克比矩陣可逆時,有關系式
利用輸入整形器對笛卡爾速度進行線性濾波,能對關節速度產生濾波效果。因為笛卡爾速度由插補函數決定,故提出笛卡爾軌跡輸入整形方法如下:
Step1:選擇歸一化函數f(t)進行笛卡爾軌跡規劃,驅動工業機器人運動,測量機器人末端的加速度作為振動信號y(n);
Step2:根據采集的振動信號自適應設計任意時延輸入整形器;
Step3:對f(t)整形得線性濾波的歸一化插補函數fIS(t),重新進行笛卡爾軌跡規劃得到整形軌跡。
上述提出的笛卡爾軌跡輸入整形方法僅對f(t)整形,實際表現為對笛卡爾速度大小進行重新規劃,不改變運動方向,從而避免了輪廓誤差的產生。
4 實驗及結果分析
4.1 自適應設計整形器實驗
基于6自由度工業機器人搭建實驗平臺,機器人的D?H參數如表1所示。采用KISTLER公司三向加速度傳感器測量末端振動信號,測量范圍為±30g,模擬量由倍福模塊采集。控制平臺為研華510工控機,采用EtherCAT總線通訊,控制同步周期為1 ms,實驗平臺如圖9所示。
采用拋物線過渡的線性函數設計直線和圓弧軌跡,加、減速段時間占插補時間比例為0.05。直線軌跡起點和終點分別為D0=[229.2 -32.5 537.7 -0.362 0.067 -2.779] T,D1=[429.2 167.5 337.7 -0.362 0.067 -2.779] T,運動時間為1000 ms;圓弧軌跡的三個位姿點分別為DA=[-416.3 322.0 166.7 -0.664 -1.471 -0.220] T,DB=[127.5 423.6 238.6 -1.186 -1.497 -1.159] T,DC=[402.7 329.2 210.1 -1.186 -1.497 -1.770] T,運動時間為2000 ms,笛卡爾軌跡如圖10所示。
因加速度信號存在衰減的情況,以振動幅值較大、振動較明顯的加速度方向為參考振動方向,截取0?550 ms加速度信號進行零均值化得到離散振動信號,離散傅里葉變換(Discrete Fourier Transform, DFT)后得到頻譜圖,直線和圓弧軌跡的振動信號和頻譜圖如圖11所示。考慮到振動信號僅存在單個峰值頻率且圓弧軌跡的振動信號噪聲較大,取遺忘因子λ=1。設定脈沖作用時間間隔Td=25 ms,自適應設計整形器的脈沖幅值、估計誤差和幅頻特性圖如圖12所示,輸入整形器參數如表2所示。
從圖12可知,脈沖幅值收斂較快,估計誤差在迭代200次后能收斂在±0.5 m/s2內,說明基于遞推最小二乘法的自適應方法在振動信號存在一定噪聲時仍可滿足實際應用要求。在抑振魯棒性方面,以-14 dB為目標抑振深度,直線軌跡的整形器中心頻率為13.94 Hz,抑振頻率范圍為11.72?17.02 Hz;圓弧軌跡的整形器中心頻率為13.6 Hz,抑振頻率范圍為12.64?14.66 Hz。兩組振動信號的DFT峰值頻率為14.5 Hz,說明設計的輸入整形器能有效減弱輸入信號的共振成分且具有一定魯棒性,滿足各關節振動頻率不完全相同的應用場景。
4.2 輪廓誤差分析
為定量研究輪廓誤差,直線輪廓誤差定義為直線插補點到名義直線軌跡的垂直距離;圓弧輪廓誤差定義為圓弧插補點到圓心的距離與名義圓弧半徑之差。對插補函數整形后進行笛卡爾軌跡規劃,圓弧軌跡的插補位置、插補速度和插補加速度如圖13所示,輪廓誤差對比如圖14所示。
關節軌跡整形中直線和圓弧的最大輪廓誤差分別為0.1312 mm和0.0388 mm。笛卡爾軌跡整形僅對插補函數整形,理論上不產生輪廓誤差,實際中出現的小偏差是基于雅克比矩陣的逆運動學計算造成的。綜上,直接對笛卡爾運動的關節軌跡整形會引入輪廓誤差,而笛卡爾軌跡整形則避免輪廓誤差問題。
4.3 抑振效果分析
笛卡爾軌跡整形的直線軌跡和圓弧軌跡抑振效果對比分別如圖15和16所示,笛卡爾整形軌跡在啟動和停止時振動幅值遠小于未整形軌跡。采用下式計算振動信號能量
以運動中的振動信號計算過程振動信號能量,以停止后500 ms振動信號計算殘余振動信號能量,結果如表3所示。
在直線運動中,與未整形濾波比較,笛卡爾軌跡整形的加速度傳感器X,Y,Z軸振動信號能量分別降低58.37%,42.81%,77.08%,殘余振動信號能量分別降低98.15%,98.55%,80.60%。在圓弧運動中,與未整形濾波比較,笛卡爾軌跡整形的加速度傳感器X,Y,Z軸振動信號能量分別降低31.07%,10.78%,29.70%,殘余振動信號能量分別降低98.45%,95.25%,99.39%。抑振實驗驗證本文提出的笛卡爾軌跡輸入整形方法能有效抑制工業機器人笛卡爾運動啟動和停止時的末端振動,從而提高笛卡爾運動的穩定性。
5 結 論
本文針對6自由度工業機器人笛卡爾運動的振動問題,提出基于遞推最小二乘法設計任意時延輸入整形器的抑振控制策略,實驗結果驗證方法的可行性和有效性,得到結論如下:
(1)在振動信號存在較大噪聲時,準確辨識振動頻率和阻尼比難度較大,基于遞推最小二乘法設計的輸入整形器能有效減弱輸入信號的共振成分且具有一定魯棒性,能滿足應用需求。
(2)對笛卡爾軌跡規劃的插補函數進行輸入整形,表現為重新規劃笛卡爾速度大小而不改變運動方向,解決了直接對笛卡爾運動的關節軌跡輸入整形的輪廓誤差問題;笛卡爾軌跡輸入整形的直線振動信號能量最大降低達77.08%,圓弧振動信號能量最大降低達31.07%,殘余振動信號降低80%以上,表明所述方法能有效抑制工業機器人笛卡爾運動啟停時的振動。
參考文獻:
[1] Dwivedy S K. Dynamic analysis of flexible manipulators, a literature review[J]. Mechanism and Machine Theory, 2006, 41(7):749-777.
[2] Ghorbel F, Hung J Y, Spong M W. Adaptive control of flexible joint manipulators[C]. Proceedings,1989 International Conference on Robotics and Automation, Scottsdale, AZ, USA,1989:1188-1193.
[3] Wiersma R D, Wen Z, Sadinski M, et al. Robust position servo system based on vibration suppression control for industrial robotics[C]. The 2010 International Power Electronics Conference-ECCE ASIA,Sapporo, Japan,2010:2230-2237.
[4] Chen Y, Yang M, Long J, et al. Analysis of oscillation frequency deviation in elastic coupling digital drive system and robust notch filter strategy[J]. IEEE Transactions on Industrial Electronics, 2018,66(1):90-101.
[5] Takesue N, Furusho J, Fujinaga K. Control using joint torque sensor of robot arm with two‐inertia resonance: Comparison with control using state‐estimation observer[J]. Electrical Engineering in Japan, 2006, 156(2):75-84.
[6] Spong M W. On the force control problem for flexible joint manipulators[J]. IEEE Transactions on Automatic Control, 1989, 34(1):107-111.
[7] Lange F, Hirzinger G. Learning accurate path control of industrial robots with joint elasticity[C]. Proceedings 1999 IEEE International Conference on Robotics and Automation, Detroit, MI, USA, 1999:2084-2089.
[8] Singhose W. Command shaping for flexible systems: A review of the first 50 years[J]. International Journal of Precision Engineering and Manufacturing, 2009, 10(4):153-168.
[9] Hekman K, Singhose W, Lawrence J. Input shaping with Coulomb friction compensation on a solder cell machine[C]. Proceedings of the 2004 American Control Conference, Boston, USA,2004:728-733.
[10] Singhose W, Vaughan J. Reducing vibration by digital filtering and input shaping[J]. IEEE Transactions on Control Systems Technology, 2011, 19(6):1410-1420.
[11] Singhose W, Eloundou R, Lawrence J. Command generation for flexible systems by input shaping and command smoothing[J]. Journal of Guidance, Control, and Dynamics, 2010, 33(6):1697-1707.
[12] Rhim S, Book W J. Adaptive time-delay command shaping filter for flexible manipulator control[J]. IEEE/ASME Transactions on Mechatronics, 2004, 9(4):619-626.
[13] Chu Z Y, Hu J. An improved recursive least square?based adaptive input shaping for zero residual vibration control of flexible system[J]. Advances in Mechanical Engineering, 2016, 8(4):1-14.
[14] 李? 琳, 胡錫欽, 鄒焱飚, 等. 采用誤差補償輸入整形技術的振動控制[J].振動工程學報,2019,32(6):996-1002.
Li Lin,Hu Xiqin,Zou Yanbiao,et al. Reducing vibration by error compensation input shaping technique[J]. Journal of Vibration Engineering, 2019,32(6):996-1002.
[15] Kim J, Croft E A. Preshaping input trajectories of industrial robots for vibration suppression[J]. Robotics and Computer Integrated Manufacturing, 2018, 54:35-44.
[16] Zhao Y, Chen W, Tang T, et al. Zero time delay input shaping for smooth settling of industrial robots[C].2016 IEEE International Conference on Automation Science? ?and Engineering (CASE), Fort Worth, TX, USA,2016:620-625.
[17] Aribowo W, Yamashita T, Terashima K, et al. Input shaping control to suppress sloshing on liquid container transfer using multi-joint robot arm[C]. 2010 IEEE/RSJ International Conference on Intelligent Robots and Systems, 2010:3489-3494.
[18] 陳偉華.工業機器人笛卡爾空間軌跡規劃的研究[D].廣州:華南理工大學,2010.
作者簡介: 李 琳(1962?),女,博士,教授。電話: (020)87114635; E-mail:linli@scut.edu.cn
通訊作者: 張? 鐵(1968?),男,博士,教授,博士生導師。電話:13660733192;E-mail:merobot@scut.edu.cn
