車門內板質量控制研究
2021-08-12 08:42:46孟宇軒王運生
模具制造 2021年5期
關鍵詞:質量
高 健,孟宇軒,王運生,馮 波
(吉利汽車研究院(寧波)有限公司,浙江寧波 315300)
1 引言
白車身沖壓件數量眾多,從車身結構上可分為上車身、下車身及開閉件;從沖壓件在車身位置及功能上可分為覆蓋件、結構件、加強件及一般沖壓件。覆蓋件是整車質量的關鍵部分,沖壓件的表面質量及尺寸決定整車的外觀及匹配間隙面差,車門內板是汽車車身的關鍵制件之一。本文主要針對試制階段車門內板拉伸缺陷、回彈、切邊線精度、單件測量、制件包裝等方面試制過程進行闡述,從而對影響車門內板質量因素控制進行研究。
2 制件模型
圖1所示為某車型左側前后車門內板三維模型,制件尺寸1,085×810×160mm,料厚0.7mm,在試制階段前后車門內板模具設計可以單件制作或左右件合模(左右前車門內板貨左右后車門內板)制造,一般由拉伸和整形二道工序完成(不含激光切割工序)。
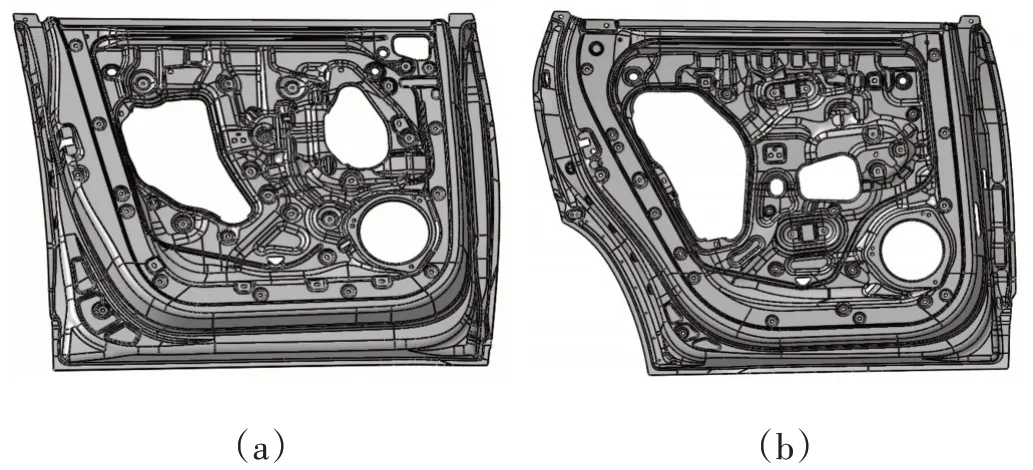
圖1 左右前后車門內板
3 影響車門內板質量因素分析
車門內板屬于深拉伸件,結構較復雜,成形難度大,在試制階段開閉件要進行碰撞、耐腐蝕性、升降系統等試驗驗證,車門內板需要具有足夠的剛度和強度,并要求滿足定位、焊接、包邊及鉸鏈安裝等尺寸精度。
3.1 車門內板的拉伸缺陷
(1)成形不充分。車門內板拉伸深度大,并存在一定深度的反拉伸,所以在拉伸工序中,會存在壓機臺面不平整壓機未完全閉合、壓機壓力和拉伸筋設置等因素都會導致成形不充分,拉伸深度不夠,這將會導致后續鎖孔等錯位(見圖2),影響最終車門總成的裝調。
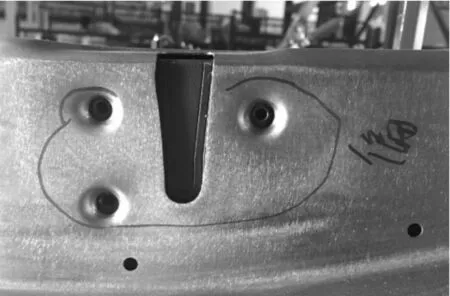
圖2 鎖孔錯位示意圖
(2)起皺現象。制件起皺雖不會削弱制件的剛度度和強度,但降低了制件的表面質量,如圖3所示,常用消除起皺的方法有:對起皺部位進行預壓;減少壓邊圈與凹模的間隙;提高壓邊力等[1]。

圖3 車門內板起皺示意圖
除此以外,車門內板的拉伸還可能存在開裂、沖擊線、滑移線等缺陷,需合理進行工藝設計結合加工、調試的環節避免拉伸缺陷的存在,在此環節嚴格控制制件型面質量至關重要。
3.2 車門內板回彈現象
回彈是導致車門內板尺寸合格率降低的主要因素之一。車門內板制件拉伸過程中,制件無法全部達到塑性變形,修邊后應力釋放,鉸鏈安裝面及鎖孔安裝面所在的兩側壁面和包邊法蘭面將整體形狀改變產生回彈。
包邊時車門外板將跟隨車門內板法蘭面,圖4所示存在回彈的制件包邊后會與胎膜產生間隙,鉸鏈安裝面與鉸鏈有較大間隙,從而影響門總成裝調時與側圍、翼子板之間的間隙與面差。

圖4 車門內板回彈包邊效果
為保證制件質量,需通過整形工序或增加手工校正進行有效的減小回彈,保證最終制件的符合設計定義,滿足功能及尺寸要求,如圖5所示。

圖5 返修后制件包邊效果
3.3 定位孔及切邊線精度
試制階段車門內板上的孔和邊都是由激光切割完成的,精度需滿足GD&T圖紙要求,部分單件如圖6所示。
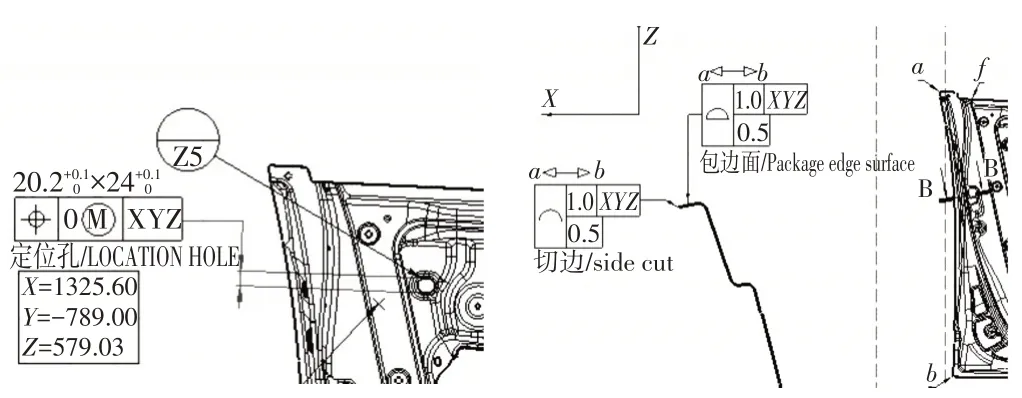
圖6 GD&T圖紙局部截圖
其中對車門總成質量影響較大的因素有:
(1)定位孔:車門內板總成夾具及包邊模共用車門內板上的定位孔,其孔徑及位置度精度決定總成焊接精度及車門內外板包邊時在胎膜上的定位精度。
(2)切邊線:車門內板的切邊線是影響內外板匹配和包邊質量的重要因素。切邊線的精度取決于切割支架定位制件的可靠性及包邊展開的準確性,呈現多料和少料兩種情況。多料需打磨料邊至設計值,少料則出現包邊缺陷,嚴重時制件做報廢處理。圖7所示為切邊線精度導致的少料及多料現象。
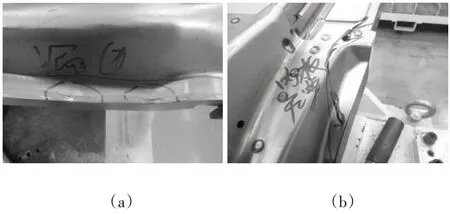
圖7 切邊線
在激光切割孔及切邊線時,需經過調試切割幾件,待切割狀態穩定并符合要求時才能批量切割,避免大批量的報廢。值得注意的是要確認制件回彈是否已校正,回彈將會導致車門內板出現切邊線少料或者多料情況。
3.4 單件測量
車門內板單件檢測一般以檢具為基礎(少數對制件質量要求不高時可采用以模代檢),檢具制造完成后需對其自身的精度進行標定,如圖8所示。
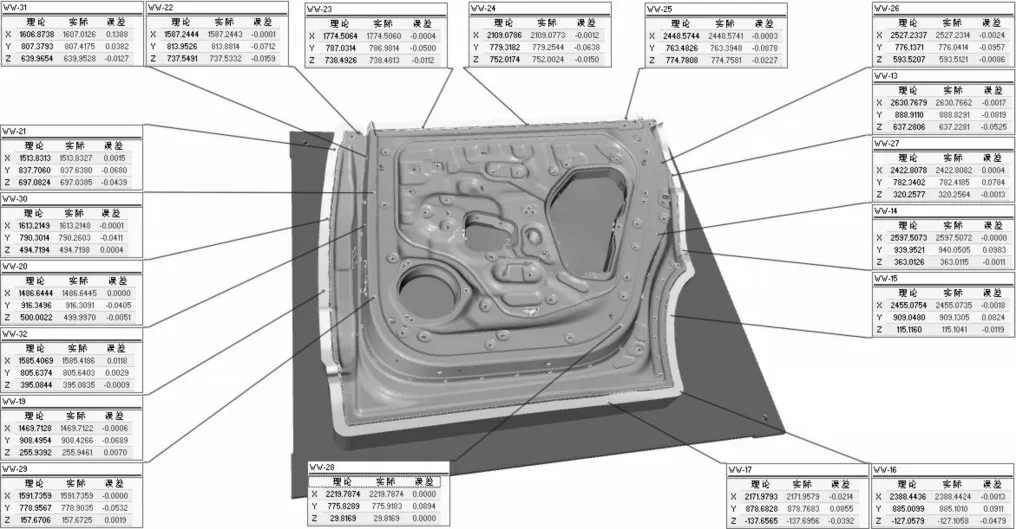
圖8 某車門內板檢具標定圖
此外還需確認檢具是否符合GD&T尺寸、公差&檢測需求。
制件在檢具上通過目測、百分表、間隙尺等方式對制件型面、孔位及周邊進行檢查。對于制件上重要的功能性尺,需對置于檢具上的制件進行三坐標測量或白光(藍光)掃描獲得精度的結果[2],出具檢測報告,圖9所示為檢測結果首頁。
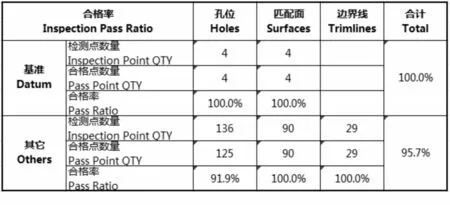
圖9 某車門內板檢測報告首頁
3.5 制件包裝
制件的包裝方案也是影響制件最終質量因素之一。車門內板因自身結構特點且單件重量偏大,所以包裝時需將制件站立放置并制作專用物料架以免制件在存放及運輸過程中變形(平疊放置,制件兩次會再次產生回彈),包裝方式如圖10所示。
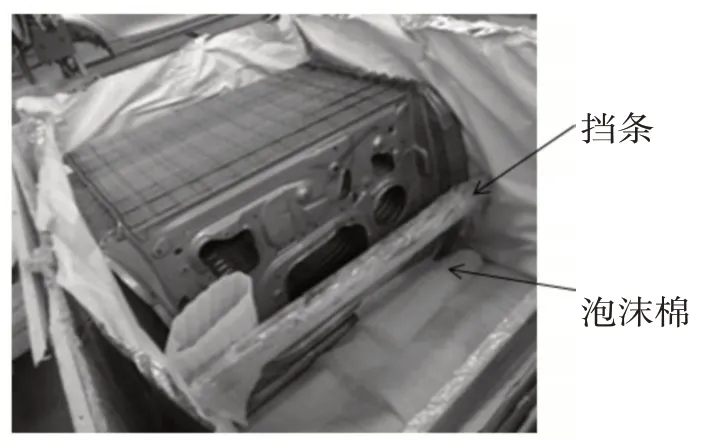
圖10 某車門內板包裝方式
此外制件的防銹問題也很重要,目前試制階段常見的手段是在制件上涂防銹油,但在使用前需要清洗出油,國外已開始采用氣相防銹技術的無油防銹包裝[3]。
4 結論
影響車門內板質量的因素很多,有不同的解決措施,需具體問題具體分析。在車門內板試制過程中,需控制好上述每一個制造環節,不僅可以提高車門內板質量,也可用于指導生產[4],為試制階段提供合格的制件。
猜你喜歡
中學生數理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(2018年6期)2018-04-22 03:16:54
產品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
