基于復雜抽芯的金屬粉末注射模設計*
2021-08-12 08:42:46張維合成永濤胥永林
模具制造 2021年5期
張維合,成永濤,胥永林
(廣東科技學院,廣東東莞 523083)
1 引言
金屬粉末注射模簡稱MIM,即Metal Powder Injection Molding。它是一種用注射成型的方法制造復雜、精密合金零件的跨學科先進技術。它使用特制的金屬粉末(微米級)與高品質的高分子塑料聚合物混合形成的MIM喂料,這種喂料能提供注射時的良好流動性,通過注射模成型坯件。坯件經高效的脫脂和燒結,合金零件密度可達到理論密度的99%。金屬粉末注射成型制品密度均勻、光潔度好,一般無需后續加工,原料利用率接近100%,是21世紀最具革命意義的一種近凈成型技術[1]。圖1所示制品為醫療設備牙矯型架內的一個加鎳不銹鋼金屬零件,制品批量較大,結構復雜,表面粗糙度值要求達到Ra0.80μm,尺寸精度要求達到IT5(GB/T1800.1-2009),由于采用普通的機械制造方法加工難度大,效率低,且材料浪費多,為節省成本,采用金屬粉末注射成型技術。

圖1 制品結構圖
2 制品結構分析
金屬粉末注射成型制品重量一般不超過250g[2],但該制品尺寸較大,重量約350g,最大外形尺寸:171.00×67×34.50mm,平均壁厚為2.2mm,制品重量是MIM注射模結構設計需面對的難點之一。另外,制品結構復雜,有4個地方需要側向抽芯,而且都在定模側,定模側向抽芯是模具設計需面對的難點之二。
3 樹脂和喂料配比及收縮率確定
加鎳不銹鋼金屬粉末顆粒尺寸為0.2μm,有機膠粘劑采用尼龍PA12,它是金屬粉末的載體,作用是粘接金屬粉末顆粒,使喂料在注射機料筒中加熱后具有流變性和潤滑性。尼龍的優點是用量少,和金屬不會起化學反應,脫脂時易去除[3]。參考國外經驗,及過往本院的實驗結果,加鎳不銹鋼和PA粘接劑混合體積比例采用8:2。在脫脂的過程中,零部件的體積不會在脫脂過程中發生改變,但在燒結時零部件會發生13%~18%的收縮。因此收縮率比單純的PA注射模大很多,根據喂料配比,模具成型尺寸采用15%收縮率。
4 模具結構設計
為了解決成型坯件重量較大得問題,模具采用4個點澆口從型腔內均衡進料的澆注系統。模架規格為龍記簡化細水口模坯3045-FCH-A130-B90-400,采用內置式定距分型機構。如圖2所示,鎖模扣47是防止模具在運輸過程打開,造成安全事故,生產時要將鎖模扣拆除。
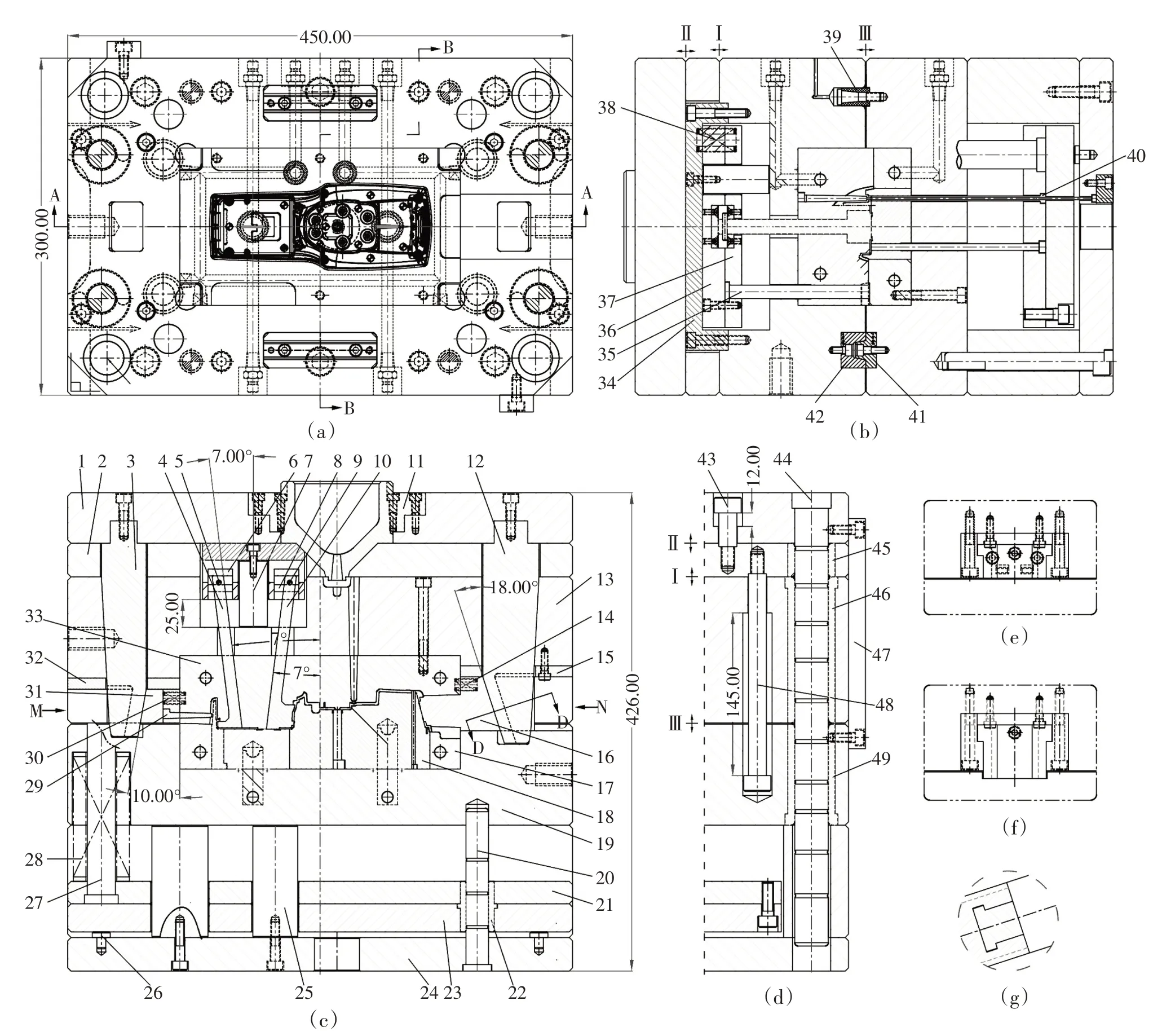
圖2 注射模結構圖
兩處外側倒扣也由定模成型,為保證外觀質量,均采用定模側向抽芯,如圖2c、圖2b、圖2e、圖2f、圖2g所示。該機構的核心零件是定模滑塊16、定模滑塊31、T形扣鎖緊塊3和T形扣鎖緊塊12,其中T形扣鎖緊塊3和12既是驅動零件,又是鎖緊零件,鎖緊角度取18°。在抽芯過程中,鎖緊塊始終在滑塊的T形槽內,故無須再設計滑塊定位零件。
4.1 成型零件設計
“加鎳不銹鋼+尼龍PA12”喂料對間隙很敏感,很容易產生飛邊。塑料零件產生飛邊很容易清除掉,但金屬零件飛邊就會如刀鋒那樣造成安全問題。所以MIM注射模成型零件設計和制造要求特別高,尺寸精度和配合精度必須達到IT5以上[4]。模具成型零件采用鑲拼結構,由動模鑲件17、動模型芯18、定模鑲件33和4個側抽芯組成,為提高模具的剛性和強度,確保成型制品尺寸精度,鑲件的分型面設計了4個定位角,如圖3所示。“加鎳不銹鋼+PA”喂料與單一PA塑料熔體相比還有一個特點是對模具型腔摩擦力較大,對成型零件鋼材和型腔表面粗糙度要求很高,模具成型零件必須采用耐磨性更好的鋼材,本模具采用模具鋼S136H,熱處理硬度30~35HRC,型腔表面拋光至Ra0.4μm,以改善喂料的流動性,提高模具壽命。很高的尺寸精度、無飛邊、超高的表面質量,所有這些要求都是MIM注射模必須滿足的。

圖3 模具成型零件立體圖
4.2 側向抽芯機構設計
成型坯件既有兩處外側倒扣,又有兩處內側倒扣,均需設計側向抽芯抽芯機構。兩個內側抽芯距離均為1.7mm,由于抽芯距離較短且內側空間較小,模具只能采用斜頂側向抽芯抽芯機構,如圖2c中A-A剖視圖所示。又因為內側倒扣位置由定模成型,故只能采用定模斜頂,這是模具設計的難點和重點。斜頂10固定在定模內的斜頂固定板37和斜頂底板36上,如圖2b中B-B剖視圖所示。因為定模側沒有注塑機頂棍的推力,定模斜頂固定板只能采用彈簧38推出,并采用復位桿35復位,數量均為4根[5]。斜頂側向抽芯抽芯機構除斜頂4和10、驅動零件彈簧38和復位桿35外,還包括斜頂固定板37,斜頂底板36。斜頂固定板的推動距離要嚴格控制在25mm內,防止兩斜推桿推出時互相干涉。兩斜頂的傾斜角度不宜太大,本模取7°。
4.3 定距分型機構設計
模具采用點澆口澆注系統,模具必須采用三板模模架,開模時共有3個分模面,其中定模側有兩個。為了保證流道凝料能夠自動脫模以及定模側向抽芯機構在動、定模打開之前完成抽芯,模具3個分模面的打開順序及打開距離應受到嚴格控制,所以模具必須設計定距分型機構。該模具采用內置式定距分型機構,由小拉桿48、限位釘43和尼龍塞39組成,詳細結構如圖2b和圖2d所示。其中尼龍塞39保證定模板13和動模板19最后打開,小拉桿48保證定模板13和脫料板2開模距離為145mm,這個距離可以使流道凝料順利脫落,同時使斜頂4、斜頂10和定模滑塊16、定模滑塊31順利完成側向抽芯。限位釘43保證脫料板2和定模座板1的打開距離為12mm,這個距離可以保證拉料銷脫離流道凝料。
4.4 溫度控制系統設計
由于金屬粉末比熱較大,模具在成型過程中吸收的熱量比普通的尼龍注射模更多,因此溫度控制系統設計難度更大[6]。根據制品形狀,定模采用1股直通式冷卻水道,動模采用3股冷卻水道,其中1股為直通式冷卻水道,2股為“直通式水管+隔片式水井”冷卻水道,水道直徑取φ12mm,水井直徑取φ20mm,圖4是模具溫度控制系統的示意圖。

圖4 模具溫度控制系統示意圖
4.5 脫模機構設計
在金屬粉末注射模中,脫模和冷卻都是關鍵問題[7]。完成側向抽芯之后,成型坯件最后由推桿和推管推離動模,其中直徑φ6mm的推桿3支,直徑φ4mm的推桿8支,直徑φ3mm的推桿4支,直徑φ2mm的推桿4支。推管的規格有兩種,包括2支φ3.5×φ5.5×160mm和4支φ2.2×φ4.5×160mm。如圖5所示,圖5中除了推管其它都是推桿。這種組合脫模機構充分且有效,保證了坯件脫模時安全平穩不變形[8]。

圖5 模具脫模系統位置圖
4.6 排氣系統設計
MIM注射模在排氣槽深度方面與普通注射模有很大的不同。普通注射模根據其成型塑料的不同,排氣槽深度一般取0.02~0.06mm,而MIM注射模的排氣槽深度一般在0.0025~0.005mm之間,大過這個深度就會產生飛邊[9]。好的喂料在之后的凝固過程中,收縮率極低。為了盡量加強成型制品形狀保持力度,可以大量使用金屬粉末填充劑,其用量往往接近體積的70%。為了能夠獲得高填充喂料的良好流動性,采用了低分子量的塑料PA,使MIM喂料具有很高的飛邊靈敏度,類似于許多填充尼龍材料所顯示的特性。
5 模具工作過程
(1)混料。將加鎳不銹鋼金屬粉末和尼龍PA12按體積8:2均勻混合,得到喂料。
(2)注射成型。將喂料放入注塑機料筒里加熱至150℃,變成一種黏稠的槳狀物質,在高壓下通過點澆口澆注系統注入模具型腔。控制注射溫度、模具溫度、注射壓力、保壓時間等成型參數對獲得穩定的生坯品質至關重要。
(3)冷卻固化。喂料注滿型腔后,經保壓和冷卻,固化為坯件后,模具在注塑機拉動下開模。
(4)開模。在定距分型機構的作用下,模具依次從分型面I、分型面II和分型面III處打開。分型面I打開時模具完成3項任務:①澆注系統凝料和塑件分離;②T型扣壓塊3和12帶動定模滑塊16和31進行定模外側抽芯;③彈簧38推動定模斜頂固定板37,進而推動斜頂4和斜頂10完成定模內側抽芯。分型面I的開模距離為145mm,由小拉桿48控制。分型面II處打開時,模具完成外側抽芯,同時脫料板2將流道凝料推離模具推離模具,實現模具自動脫澆。分型面II的開模距離為12mm,由限位釘43控制。分型面III打開時,動模板19、定模板13分離,成型坯件脫離定模型腔。完成開模行程后推桿將推桿將成型坯件推出模具,完成一次注射成型。
6 結語
(1)相對于其它金屬成型方式,金屬粉末注射成型能制造形狀更為復雜的制品,且效率高,沒有材料浪費,是典型的精密制造和綠色制造技術。但制品大小受到一定的限制,一般不超過250g。本次成型的制品重達350g,對金屬粉末注射成型是一次突破和成功的嘗試。
(2)“鎳基不銹鋼+PA”喂料與純尼龍PA相比塑性較差,模具采用定模內、外側同時抽芯風險很大,本次成功也是模具結構大膽創新的一次較大突破。
(3)模具結構先進合理,試模一次成功,模具投產后運行安全平穩,成型周期28s,每日產量可達2,300件。成型坯件經脫脂燒結后尺寸精度達到了IT5(GB/T1800.1-2009),表面粗糙度值達到了Ra0.8μm,均達到了設計要求。
