注射模彈簧式子母滑塊設(shè)計方案
2021-08-12 08:42:50陳智明
模具制造 2021年5期
關(guān)鍵詞:水平
陳智明
(國光電器股份有限公司,廣東廣州 510000)
1 引言
在注射模設(shè)計中,對于一些有特殊要求的塑件,因為附設(shè)在其上面的障礙體[1],常常會用到在滑塊上再滑塊的結(jié)構(gòu)設(shè)計作為解決方案,簡稱滑塊的二次抽芯機構(gòu),通常這種機構(gòu)是由一大一小的兩個滑塊組成,小滑塊依附在大滑塊上做脫模動作,在此稱之為子母滑塊。
滑塊上的二次抽芯歸納起來可謂種類繁多,各施各法,個中巧妙,很難一語道盡。但是說到其應(yīng)用的場合,一般來說,就是抽芯機構(gòu)的垂直方向有障礙體(倒扣),不能直接一次性抽芯脫模,而需要預(yù)先完成抽芯機構(gòu)上障礙體的抽芯。此外,對于一些包緊力較大的抽芯機構(gòu),由于拔脫力過大,一次抽芯不能順利脫模,需分開區(qū)域?qū)嵤┫群蟪樾尽?/p>
所謂滑塊上的二次抽芯設(shè)計的滑塊延遲,實際上是小滑塊預(yù)先完成第一次抽芯之后,再跟大滑塊一起運動完成整個抽芯過程,常用的方法大致可歸納為以下4類:①彈簧延遲;②斜楔延遲;③擋塊延遲;④油缸延遲。
若干種的設(shè)計方法中,彈簧延遲雖然談不上是十分完美的方案,但其設(shè)計巧妙而且結(jié)構(gòu)簡單,制造成本低,被廣泛應(yīng)用。但是,彈簧是有一定的疲勞強度的,在使用到一定的周期后會降低性能,有失效的風險,需要實施定期檢查彈簧的使用狀況,在必要時進行替換。
2 二次抽芯滑塊運動過程
滑塊上的二次抽芯實際上是垂直方向與水平方向抽芯延時機構(gòu),子滑塊先垂直運動,后水平運動的兩段式抽芯。第一段運動是母滑塊水平運動帶動子滑塊垂直運動:利用母滑塊與子滑塊的斜導(dǎo)軌作用,當母滑塊水平方向運動時,子滑塊保持垂直方向的運動把水平方向的障礙抽芯脫出后,子滑塊垂直距離由H降低到H1,母滑塊水平行走距離為L1;第二段遠動是子母滑塊同步水平運動:子滑塊停留在母滑塊上,垂直距離H1不變,然后依附在母滑塊上一起繼續(xù)向水平方向整體運動,水平行走距離為L2,至此,子母滑塊抽芯全部脫出垂直方向的障礙。所以說參與這二段運動的滑塊的延遲動作的位置必須界限清晰,才能安全可靠,不然就會拉傷產(chǎn)品,甚至毀壞模具,如圖1所示。
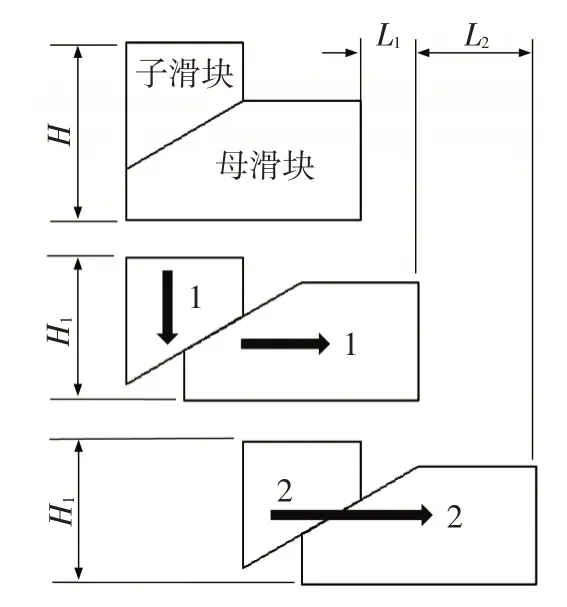
圖1 子母滑塊運動過程位置簡圖
3 塑件障礙體分析
如圖2所示,這個塑件的長邊中段存在一個區(qū)域的障礙體,具體情況如圖2中的截面圖,在同一個側(cè)凹空間存在兩個方向的障礙體:水平障礙體與垂直障礙體。
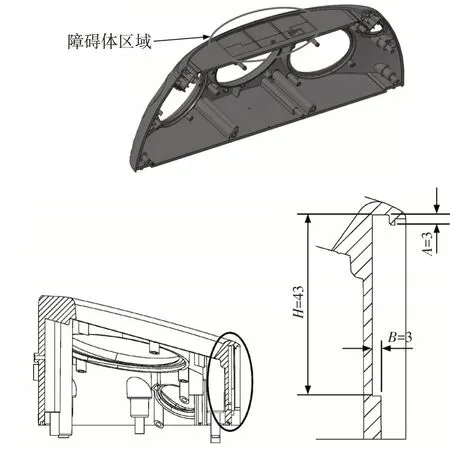
圖2 塑件障礙體
很顯然,諸如此類的塑件所要求的側(cè)凹結(jié)構(gòu),要想通過一次性的抽芯機構(gòu)來完成障礙體的脫模是不可能達到目的的,必須另辟蹊徑,采用一些可行的措施才能解決。也就是要利用子母滑塊來設(shè)計具體的抽芯機構(gòu)。
4 子母滑塊結(jié)構(gòu)介紹
子母滑塊的組件分解如圖3所示。子滑塊1、子滑塊拉桿2和子滑塊彈簧3組合為子滑塊組;母滑塊4與母滑塊座5由螺釘固定組合為一體,作為母滑塊組。實際上是組成了子母滑塊的兩大組合件來完成整個二次抽芯過程。子滑塊組通過子滑塊拉桿2連接在母滑塊相對應(yīng)的導(dǎo)向孔里,由子滑塊彈簧3提供滑出動力,讓子滑塊組沿著母滑塊的導(dǎo)軌斜向滑運動,如圖4所示。
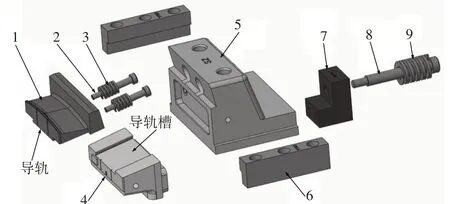
圖3 滑塊組件分解詳圖
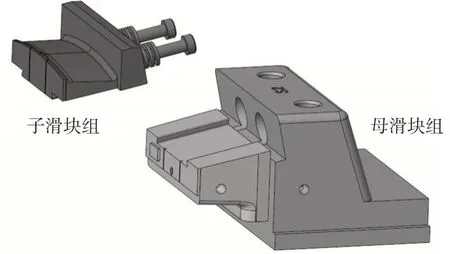
圖4 子滑塊組與母滑塊組
5 子母滑塊開模順序
如圖5所示,合模狀態(tài)下子母滑塊機構(gòu)所在的位置,在側(cè)凹區(qū)域顯然是存在水平障礙和垂直障礙,這兩個不同方向的障礙體是無法一次抽芯完成的。
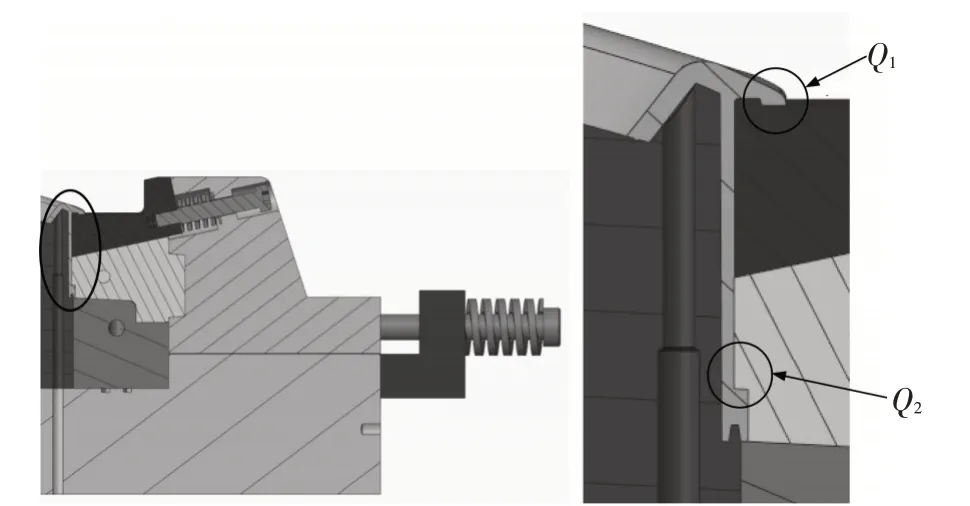
圖5 合模狀態(tài)下的子母滑塊
型腔在注射成型完成后開模時,母滑塊組在斜導(dǎo)柱驅(qū)動下向外運動,子滑塊組在拉桿上的彈簧力作用下向前彈出,但由于子滑塊的前端被模芯的限位止動不能向前,實際上只有母滑塊向右的水平運動,而子滑塊只能在母滑塊的燕尾導(dǎo)軌作用下沿著前端的限位作垂直方向的運動,先把水平障礙Q1脫開。當母滑塊向外水平滑動距離到L1時,子滑塊向下垂直滑動直到子滑塊拉桿被母滑塊的限位止動(子滑塊與母滑塊拉開的最大距離為M),子滑塊再也不能向下垂直滑動了,如圖6所示。注意,此時子滑塊垂直向下的滑動距離必須保證A1>A+(2~3mm),才能保證塑件的抽芯安全。
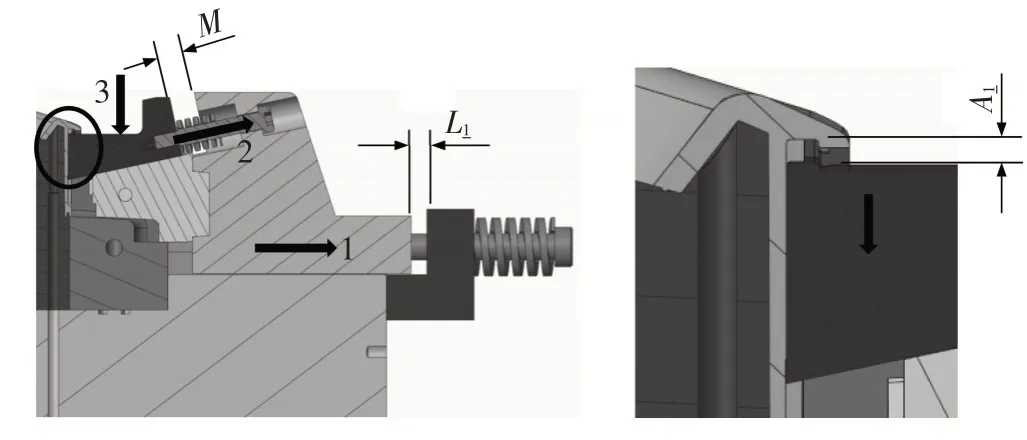
圖6 開模時子母滑塊滑動距離為L1狀態(tài)圖
此時子滑塊就只能跟著母滑塊一起向外水平運動,與此同時,母滑塊也完成了垂直方向的障礙Q2的脫模。直至向外水平滑動距離到L2時,由母滑塊擋塊限位制動而終止,完成整個塑件側(cè)凹的脫模過程。如圖7所示。
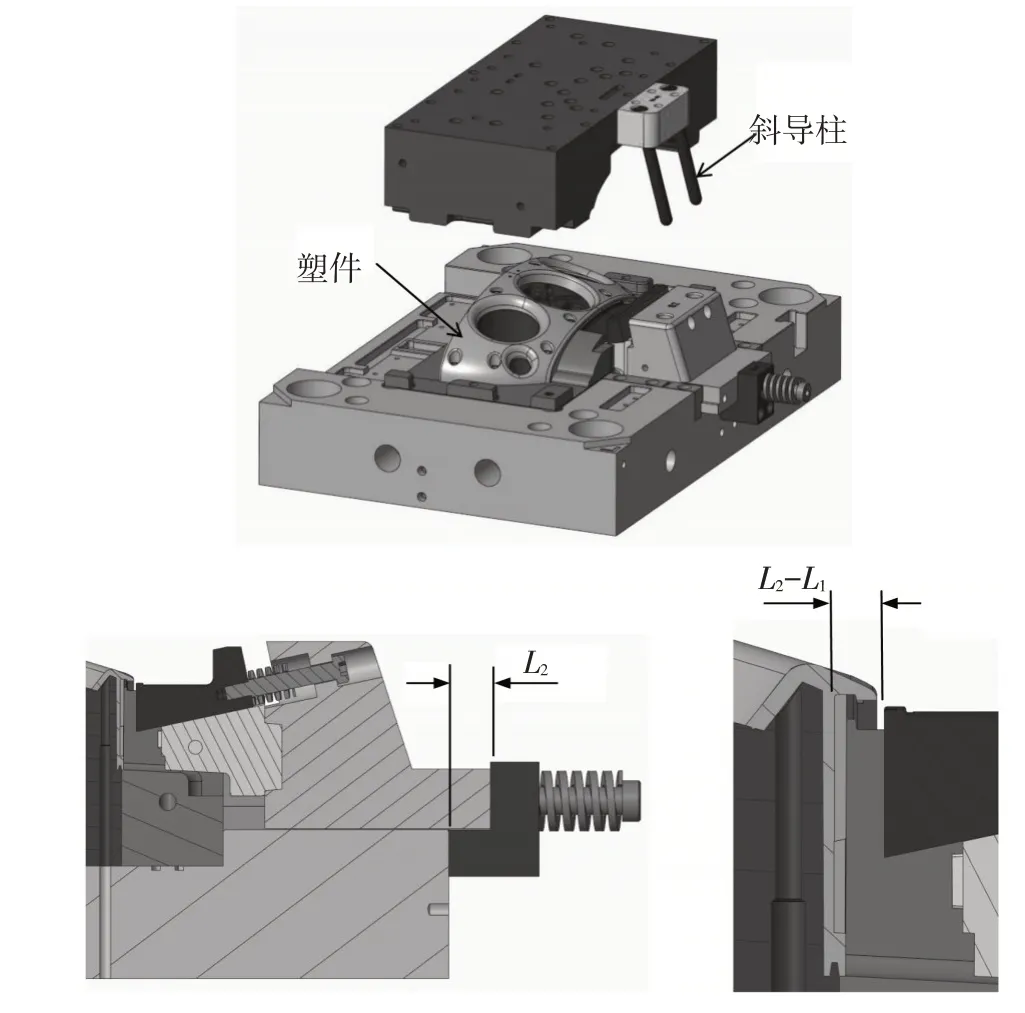
圖7 模具完全打開狀態(tài)的子母滑塊位置(已隱去部分部件)
6 子母滑塊合模順序
如圖8所示,子母滑塊合模順序:合模時,應(yīng)該是開模動作的逆向運動。斜導(dǎo)柱先推動母滑塊組與子滑塊組一起向前,當子滑塊限位面與模芯限位面嚙合時,子滑塊組就完全復(fù)位并停止向前運動,母滑塊組繼續(xù)向前運動,同時帶動子滑塊組沿著限位面向上滑動復(fù)位,直至母滑塊回復(fù)到原位,子母滑塊同時停止運動,完成整個合模過程。
7 子母滑塊設(shè)計的關(guān)鍵點
7.1 滑塊空間距離要足夠
側(cè)凹障礙體所處在的空間距離(H)要足夠,不但要滿足子母滑塊的抽芯行程不受干涉,而且還要保證子母滑塊零件的足夠強度。如圖9所示,在滿足設(shè)計強度的前提下,母滑塊的D尺寸要保證子滑塊S安全滑動的距離超過障礙體A,亦即要滿足D>A+安全距離。圖9中的尺寸為本案例所選用的設(shè)計參數(shù),僅供參考。
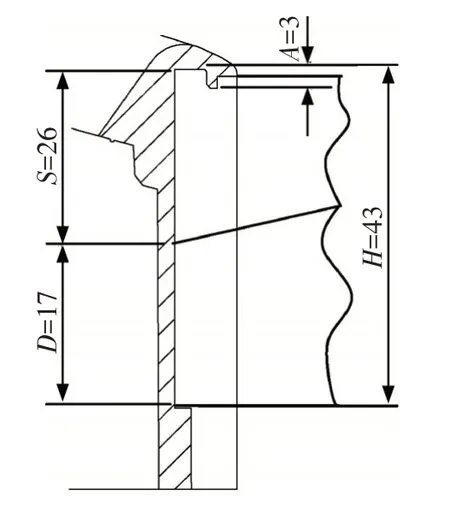
圖9 側(cè)凹障礙體尺寸示意圖
7.2 限位平面
開模時在子母滑塊組的第一段運動中,子滑塊之所以能夠確保在固定位置上下垂直滑動,其關(guān)鍵點是在子滑塊與模芯之間有一處嚙合的限位平面結(jié)構(gòu),是子母滑塊組在開模與合模過程中的安全保障,如圖10所示。開模時,子滑塊通過限位拉桿上的彈簧的彈力,在母滑塊水平后退時,子滑塊就被保持壓貼在這個限位平面上,而且子滑塊還能在這個平面上垂直向下滑動,直到子滑塊上的限位拉桿被母滑塊拉動而分開。圖11所示為開模過程中子母滑塊在限位平面的運動順序。
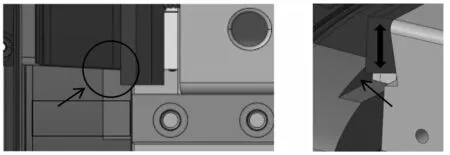
圖10 子滑塊與模芯嚙合限位平面

圖11 開模時子滑塊與模芯限位面的運動分解
同理,合模過程中這個限位平面在子母滑塊的運動中所起的作用也是極其重要的。合模時子滑塊在彈簧的壓力被保持在離母滑塊的限位距離(M)上,隨著母滑塊向左水平滑動,子滑塊的限位平面首先碰擦在模芯的嚙合平面上,做向上垂直滑動(而不會繼續(xù)向前運動碰壞其它模具零件)。直到母滑塊水平滑動回歸原位,同時子滑塊也停止向上滑動而固定在原位。
由此可見,這個限位的嚙合平面結(jié)構(gòu)不但是保證開模時子滑塊從垂直滑動轉(zhuǎn)換到水平運動的過程中不損壞塑件的重要部件,同時也是保證合模時子滑塊從水平運動轉(zhuǎn)換為垂直滑動而安全歸位的重要部件。
這種所謂彈簧式二次抽芯機構(gòu)在一定程度上是可以當作為一組橫置的斜頂機構(gòu),相對于注射模的結(jié)構(gòu),用相對運動的概念來比較的話,如果把母滑塊看作模具的模芯,把子滑塊看作斜頂時,就會有等同于母滑塊不動作,只是子滑塊在母滑塊的導(dǎo)軌上做斜向頂出的動作,退出倒扣所造成的障礙,從而使得塑件能夠得以順利抽芯。
8 結(jié)束語
彈簧式子母滑塊就只是眾多的二次抽芯滑塊機構(gòu)中的一種而已,本人只是試圖用簡單的圖文解析來文中所述的抽芯原理。誠然,一個抽芯機構(gòu)的可行性必須要全面考慮其在整個生產(chǎn)周期中的可靠性,也就是要保證子母滑塊在開模與合模的整個過程中的各個零部件運動與配合的可靠性、行程定位的準確性。
從這整套子母滑塊的組成部件來看,主要是分為兩大部分:子滑塊組和母滑塊組,運動界限清晰,零件數(shù)量比較少。
該彈簧式二次抽芯機構(gòu)的特點:子滑塊是分為兩段是的運動,由斜導(dǎo)柱驅(qū)動母滑塊水平滑動,帶動子滑塊先后做垂直和水平兩段運動,通過限位平面的嚙合,巧妙地把子滑塊的垂直滑動和水平運動安全而又順暢的轉(zhuǎn)換,模具開合自如,機構(gòu)簡潔而又安全,方便制造,利于保養(yǎng)維護。
猜你喜歡
美與時代·美術(shù)學刊(2022年3期)2022-04-27 01:18:15
火花(2019年12期)2019-12-26 01:00:28
人大建設(shè)(2019年6期)2019-10-08 08:55:48
人大建設(shè)(2019年12期)2019-05-21 02:55:32
雜文月刊(2018年21期)2019-01-05 05:55:28
人大建設(shè)(2017年6期)2017-09-26 11:50:44
學苑創(chuàng)造·A版(2015年11期)2016-01-14 09:03:27
俄羅斯問題研究(2012年1期)2012-03-25 09:54:45
中國火炬(2010年12期)2010-07-25 13:26:22
中國火炬(2010年8期)2010-07-25 11:34:30
