三維螺紋測量機接觸式測頭的優化設計
2021-08-16 08:27:26楊艷玲林希萌蔡晉輝
中國機械工程 2021年15期
關鍵詞:測量
楊艷玲 禹 靜 林希萌 蔡晉輝
中國計量大學計量與測試工程學院,杭州,310018
0 引言
螺紋參數的精確測量將直接影響設備的裝配性能和使用安全性[1-4]。傳統的螺紋測量方法只能進行二維掃描,無法呈現螺紋三維形貌進而難以準確獲取相關參數信息[5],因此,研究螺紋三維測量技術,開發具有自主知識產權的高精度三維螺紋測量機是當前的研究重點和難點。
測頭作為三維螺紋測量機的重要部件,同時起到瞄準和測量的功能,其精度是影響三維螺紋測量機的關鍵因素。傳統的三坐標測量(CMM)測頭的研究機構主要有英國的雷尼紹(Renishow)、迪爾卡姆(Delcam)、瑞典的海克斯康(Hexagon)等,國內有中圖儀器科技有限公司、航天部303所、北京機床研究所等[6]。LIU等[7]提出了一種基于FBG的動態納米CMM探頭,開發了具有多個FBG傳感器的特定機械結構來提供探針對所有方向的負載敏感。CUI等[8]提出了一種3D光纖探頭,用于高縱橫比微型零件的精密測量。范光照等[9]設計了基于簧線和簧片的測頭彈性機構,建立了彈性機構的剛度模型,對測頭的性能進行了試驗驗證與測試。
測頭包含接觸式機械測頭和非接觸式光學測頭,接觸式機械測頭因穩定性好、精度高等優點而廣泛應用于精密測量領域。測頭結構參數極大影響著測頭的線性度和穩定性,而有效的標定方法能夠快速補償測頭的系統誤差。在測頭結構尺寸優化方面,蔡春梅[10]利用有限元仿真和正交試驗對微納米測頭孔間薄壁高度、圓環高度、弧長比和測桿長進行了最優選擇;劉向陽等[11]通過正交試驗優化了一種基于懸絲約束支撐的變剛度微納測頭的各項結構參數。由于測頭的各向異性以及機器坐標系與測頭坐標系的不一致[12-14],張白等[15]設計了一種最小二乘迭代算法及迭代數據篩選算法,實現了三維掃描測頭高精度高效率的標定;萬鵬等[16]提出了一種基于多區域變參數系數矩陣的正交三維掃描測頭標定方法;WEN等[17]通過開發校準體模提出了一種新穎的探針空間標定方法。
綜上,國內外研究人員對測頭進行了相關研究,然而本文中的微測力接觸式測頭采用平行簧片運動機構,其結構穩定性好、導向精度高,目前國內外學者均未對平行簧片式測頭進行尺寸優化設計及標定方法開展研究。本文基于微測力接觸式測頭的原理,對測頭結構尺寸進行優化設計,建立測頭標定原理模型并進行優化仿真試驗,通過試驗驗證尺寸優化的正確性和標定方法的有效性。
1 微力接觸式測頭原理
接觸式測頭的整體結構如圖1所示,測頭由微動機構、測桿和測球組成。微動機構為平行簧片式彈性導軌,主要包括4個部件:平行簧片、固定板、平動板和光柵位移傳感器,平行簧片如圖2所示,簧片中間利用夾板增加剛性,這種導軌的優點是結構簡單、無磨損、無導向間隙、導向精度高[18],兩組平行簧片呈現一體緊湊型,使得測頭輕量化。

圖1 測頭整體結構

圖2 平行簧片結構
圖3為三維螺紋測量機的結構示意圖,其測量原理是:測量機R軸驅動測頭運動至工件測量起點,以指定的微接觸力接觸工件并處于平衡狀態,然后Z軸開始恒速運動,此時由于被測螺紋表面輪廓的起伏,位移傳感器產生零位偏移信號,計算機依據微力控制原理驅動R軸和Z軸運動,同時R軸、Z軸和測頭微動機構上的光柵位移傳感器讀取數據。

圖3 三維螺紋測量機結構
2 測頭結構參數優化
測頭標定能夠補償測頭因安裝、制造產生的誤差,而測頭本身的結構參數對測量精度的影響也極大,主要影響的結構參數有測針半徑、測桿延長桿長度和平行簧片夾板-簧片比。
正交試驗設計安排多因素試驗、尋求最優水平組合,是十分有效的試驗設計方法,故利用正交試驗確定測頭最優結構。首先對各結構尺寸進行選擇,測針選擇的半徑分別為0.01 mm、0.02 mm和0.03 mm。經過大量仿真發現,測桿的長度與撓度成正比,但實際測量中短桿會限制測量范圍,由此延長桿的長度分別為100 mm、125 mm和150 mm。考慮到平行簧片的剛度會增大夾板長度[19],但減小簧片有效長度會縮小測量范圍,由此選擇夾板-簧片比為32∶2、27∶4和23∶6。
綜上,正交試驗為三水平三因素的試驗,選用的正交表為L9(33),其中3個主要因素分別為測桿長度A、測針半徑B、平行簧片比C,其因素水平見表1。

表1 正交試驗因素水平
利用COMSOL軟件對測頭線性度進行仿真分析。仿真前對模型進行材料選擇,測針材料選用碳化鎢,測桿材料選用碳纖維,平行簧片選用鈹銅,中間體、固定板、平動板選用鋁合金。在測針右側加載0.1 N橫向負載,固定固定板,由COMSOL軟件仿真分析得到不同尺寸下的測頭線性度Δxi,見表2。

表2 正交試驗計算結果
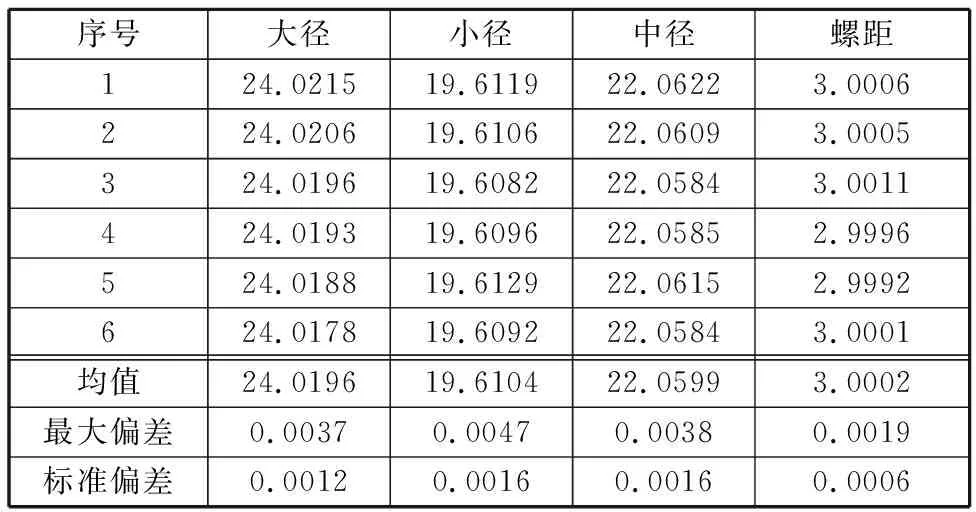
由于FA>FC>FB,因子A測桿長度對測頭線性度的影響最顯著,而K11 由正交試驗結果分析可知測桿長度對測頭精度的影響最顯著,因此,分析測桿長度分別為100 mm、125 mm和150 mm的測頭位移仿真結果,仿真圖見圖4。 (a)測桿長度100 mm (b)測桿長度125 mm (c)測桿長度150 mm 由圖4可知,在0.1 N橫向負載下,測針、測桿和平動板均發生平動,平行簧片發生彈性變形,而對比不同測桿長度下的仿真位移,測針位移隨測桿的加長而增大,平動板的位移變化不大,其原因是測桿長度與剛度成反比,與撓度誤差成正比,長測桿易發生彎曲,導致長測桿的測頭線性度差。 在實際測量中,由于制造工藝和安裝技術的局限性,測頭會產生測桿同軸度、平行簧片機構不平行、不相等等誤差,導致微力機構不正交,即測頭坐標軸不正交,以及測頭坐標軸和儀器坐標軸不重合等問題,從而產生耦合。針對以上問題,建立儀器坐標和測頭坐標不一致的標定數學模型。 (1)測頭坐標系不正交數學模型。設測頭坐標軸o1x1z1的偏移量為(x1,z1),坐標軸正交后的偏移量為(x2,z2),得到以下模型: (1) 式中,A為正交矩陣。 (2)測頭坐標系不重合數學模型。被測螺紋坐標點是由儀器坐標點和測頭坐標點合成的,由于儀器坐標系和測頭坐標系并不一致而不能直接合成,故需建立數學模型來分析機器坐標系和測頭坐標系之間的關系。 得到正交后的測頭坐標為(x2,z2),設測頭坐標點在儀器坐標下的坐標系為o3x3z3,坐標為(x3,z3),可得 (2) 式中,B為轉換矩陣。 結合式(1)和式(2),得到測頭坐標點(x1,z1)轉換到儀器坐標點(x3,z3)的關系: (3) 設儀器坐標軸X軸、Z軸位移量為(X,Z),測頭坐標軸x軸、z軸的偏移量為(x1,z1),螺紋坐標值為(x,z)。可得 (4) k1=b11a11+b12a21k2=b11a12+b12a22 k3=b21a11+b22a21k4=b21a12+b22a22 式(4)為理想狀態下被測螺紋的坐標值,該表達式中含有6個未知數k1、k2、k3、k4、c1、c2,使用最小二乘法迭代計算最小圓度誤差,即 其中,(x0,z0)為擬合圓心坐標,R為被測圓半徑,r為測針半徑。根據極值原理,對6個標定系數進行偏導計算,即可最終求得標定系數的值,實現測頭的標定。 為驗證該三維螺紋綜合測量機接觸式測頭優化尺寸和標定方法的正確性,利用標定規對測頭進行標定,標定規上半部分為光面規形狀,直徑為40.0010 mm;下半部分左右兩側均有一條圓杠,直徑為1.6995 mm。三維螺紋綜合測量機測量標定規后,使用最小二乘法迭代得到標定系數,標定系數自動導入計算機并在螺紋測量過程中對數據進行修正,修正后的數據通過擬合計算得到螺紋參數值,標定測量示意圖見圖5。測頭標定驗證試驗分別對不同預壓量下的螺紋塞規和螺紋塞規、環規進行測試。 圖5 標定測量示意圖 (1)不同預壓量下的螺紋塞規測量試驗。在螺紋測量機的測量范圍內,選用塞規M24×3-6H分別在40 μm、60 μm、80 μm預壓量下進行測試,試驗結果如表3~表5所示,結果對比見圖6。 表3 預壓量為40 μm時M24×3-6H參數測量結果 表4 預壓量為60 μm時M24×3-6H參數測量結果 表5 預壓量為80 μm時M24×3-6H參數測量結果 圖6 不同預壓量下M24×3-6H塞規參數對比 由圖6可知,不同預壓量中,80 μm預壓量下的參數標準偏差較大;不同參數測量中,小徑偏差值較大,但均在1 μm左右,且每組測量的塞規參數測量值均在參數公差表的范圍內,說明測頭優化方法有效。 (2)螺紋量規測量試驗。選用M80×4-6H的環規和塞規進行測量,環規參數測量表見表6,塞規參數測量表見表7,結果對比如圖7所示。 表6 M80×4-6H環規參數測量結果 表7 M80×4-6H塞規參數測量結果 圖7 M80×4-6H環規、塞規參數對比 由圖7可知,螺紋環規的大徑標準偏差值明顯大于塞規,可能的原因是環規的大徑測量點為螺紋母線凹陷處,測針時常無法測量到,其余參數相差不大,且標準偏差均在1 μm左右,每組測量的塞規參數測量值也均在參數公差表的范圍內,說明螺紋測量機測量精度是滿足要求的。 (1)本文針對測頭因制造安裝帶來的測頭不正交、不重合問題,建立了坐標轉換矩陣,運用最小二乘法計算標定系數,并進行了標定試驗。 (2)針對測頭測桿長度、測球半徑、平行簧片夾板-簧片比等測頭結構尺寸進行COMSOL仿真和正交試驗,確定了最優化尺寸:測桿長100 mm,測針半徑0.02 mm,平行簧片比27∶4。 (3)對測頭標定方法和優化結構進行了試驗驗證,結果表明,針對螺紋量規、環規的參數測量標準偏差大部分在1 μm左右,說明該優化尺寸和標定原理均可提高測頭測量精度。
3 測頭標定原理及驗證試驗
3.1 測頭標定原理
3.2 測頭標定驗證試驗







4 結論
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
