高強鋼-鋁合金異質薄板無鉚成形連接試驗
2021-08-16 08:38:56李奇涵徐傳偉韓小亨趙慶明谷東偉馬風雷
中國機械工程 2021年15期
李奇涵 徐傳偉 高 嵩 韓小亨 趙慶明 谷東偉 馬風雷
1.長春工業大學機電工程學院,長春,1300122.長春施米特自動化技術有限公司,長春,130000
0 引言
高強鋼和鋁合金均已成為汽車輕量化的理想材料之一[1-2]。鋁合金具有比強度高、耐腐蝕、質量小及加工成形性能好等優點,而雙相高強鋼具有低屈服、高抗拉、高疲勞及高延伸率等優勢,兩者均以良好的塑性加工性能廣泛應用于車身設計與制造中。為實現車身結構件性能的差異化控制,高強鋼與鋁合金的構件常常搭配組合使用,以滿足安全系數和乘員艙結構強度的車身設計需求。例如上汽某車型就將鋼鋁混合車身應用于天窗骨架及車門的設計制造中。然而,由于鋼、鋁的物理化學性質差異較大,如何實現高強鋼與鋁合金構件的無損連接成為車身制造領域的研究熱點。傳統加工鋼-鋁異質類連接件一般采用點焊[3]和普通有鉚釘連接[4],點焊產生的接頭強度高,但會破壞金屬表面鍍層,產生低強度的金屬化合物;普通有鉚釘連接所產生的接頭動靜態強度良好,但在成形過程中鉚釘損傷材料,能耗與投資費用高。上述技術均無法實現高強鋼與鋁合金的高效、高質量的無損連接。
目前圍繞高強鋼與鋁合金的連接問題,LEE等[5]開發了一種針對鋼、鋁連接的壓孔新工藝,通過試驗與有限元分析,證實了異質材料連接的可行性。MARCIO等[6]研究了不同鋼-鋁連接接頭幾何形狀和工藝參數對其質量的影響,試驗與仿真結果基本一致。GE等[7]針對DX51D+Z鋼和5182-O鋁合金的接頭,分析了加載速率對節點整體力-位移響應和破壞模式的影響。沈永飛等[8]利用試驗方法研究了鋁合金與靜音鋼無鉚釘連接接頭成形機理,結合斷面形貌與力位移曲線,得到了最優壓入深度參數。SEBASTIAN等[9]研究了剪切鉚接機理并成功連接多種異質材料的連接組合。JIANG等[10]研究了電磁鉚接,對三種異質材料連接組合的接頭進行了斷面觀測、剪切試驗和破壞分析,為這些CFRP/Al結構在汽車上的應用提供指導。JIANG等[11]在此基礎上,結合試驗與數值模擬對電磁鉚接做了進一步研究,發現碳纖維布與鋁板具有良好的連接性能,加載速度對接頭性能有很大影響。劉鑫[12]針對5052鋁板和HC420LA高強鋼板的預制孔式無鉚釘連接工藝,深入研究其連接成形機理、模具參數影響規律、模具結構優化設計,提高了接頭的綜合質量。陳超等[13-14]提出了整形工藝,并進行了相關十字拉伸和剪切拉伸的試驗,以測定其接頭強度,隨后他們進行了修復接頭試驗[15],發現修復后的接頭具有更高的抗剪強度。綜上所述,壓孔工藝對鋼鋁進行連接,需要預先打孔,僅局限于上鋁下鋼,且上鋼下鋁的搭接形式研究較少。
為實現高強鋼與鋁合金異質材料的無損連接,本文基于無鉚成形連接技術,針對異質金屬材料性能差異較大的問題,對無鉚接頭進行了設計,采用針對異質金屬無鉚連接的工藝及裝備,成功實現了異質材料HC340/590DP雙相高強鋼與6061-T6鋁合金的無鉚連接,并成功應用于上汽某車型天窗鋼-鋁骨架結構中,解決了汽車天窗鋼-鋁骨架焊接工藝復雜、可靠性差、能源消耗大和自動化程度低等問題。
1 鋼-鋁異質材料無鉚連接工藝
無鉚成形連接[16]是一種利用沖壓設備和模具,將兩個或多個薄板施加一個瞬間高強擠壓,使板間產生軸向鎖緊,形成圓形接頭的冷擠壓成形工藝。該技術具有無需輔助材料、工藝過程簡單、清潔環保、表面無損傷、接頭比強度高等優點。然而,目前的研究主要集中在同種材料的連接中,對性能差異較大的異質材料的連接機理和工藝研究較少。
1.1 材料性能及差異
針對廣泛應用于車身結構的HC340/590DP雙相高強鋼和6061-T6鋁合金材料,采用單向拉伸試驗來測定材料的力學性能,試樣采用國家標準,如圖1a所示,試驗設備選用WDW-100E微機控制電子萬能試驗機(最大拉力100 kN,最大行程600 mm)。根據鋼-鋁無鉚連接的實際成形速率,應變速率為0.05 s-1,得到材料的力學性能見表1。
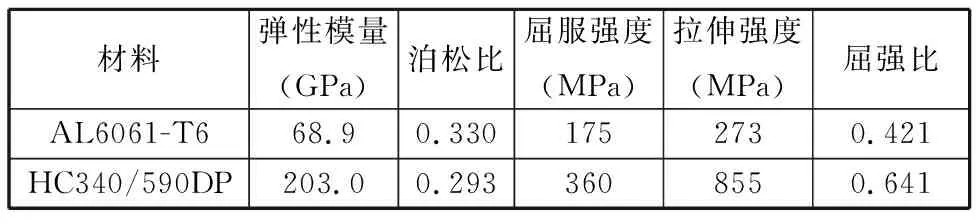
表1 材料的力學性能
根據拉伸試驗分別計算得到鋼、鋁材料的真應力-應變曲線,如圖1b所示。兩種材料具有較大的性能差異,高強鋼的彈性模量約為鋁合金的3倍,屈服強度約為鋁合金的2倍,抗拉強度約為鋁合金的3倍。在相同的受力條件下,鋁合金首先進入塑性狀態,由于鋁合金是體心立方結構,滑移系較多,協調變形能力較好,使得鋁合金具有較好的延展性,從而實現在鋁合金不發生斷裂的情況下與高強鋼同步變形。這為兩種異質材料的連接建立了基礎。

(a)標準拉伸件
1.2 異質材料無鉚連接工藝原理
當兩種材料發生同步壓鉚變形時,應充分考慮異質材料在屈服強度上的性能差異。其成形過程如圖2所示,無鉚成形連接所需的工具主要包括凸模、凹模、壓邊圈、上板材和下板材。

(a)準備階段 (b)前期成形階段
當凸模開始下壓時,屈服強度低的材料最先發生變形。采用上鋁下鋼的連接方式時,鋼、鋁同步彈性變形,然后鋁合金屈服,向兩側流動減薄,當達到一定變形程度的平衡后,鋁合金不再發生變形,此過程中高強鋼仍屬彈性變形,下鋼板接觸凹模底部時,外部載荷力全部施加在高強鋼上,使其發生塑性變形,高強鋼在底部應保證其充分徑向流動,從而產生互鎖。
采用上鋼下鋁的連接方式時,鋼、鋁同步彈性變形,由于鋼未達到屈服強度,且其彈性模量大,所以鋁合金在鋼塑性變形前都處于彈性變形狀態,當高強鋼屈服后,鋁合金同步進入塑性狀態,隨著高強鋼進一步拉深變形,鋁合金底部與凹模接觸,鋼、鋁材料同步向兩側流動,底部變薄,受凸模圓角及側壁的壓力,形成互鎖。
通過對兩種搭接形式變形過程的分析可以看出,凸模在行進過程中應盡量減少上層材料流動,凹模應保證底層材料充分流動,當進入底部填充階段時再通過擠壓形成互鎖。頸部厚度tN、自鎖值tU、底部厚度d是本工藝的重要尺寸參數,如圖3所示。

圖3 接頭的重要尺寸參數
1.3 無鉚連接試驗及設備
針對上鋁下鋼和上鋼下鋁兩種連接方式進行試驗研究,UA-LS表示連接方式為上鋁下鋼,US-LA表示連接方式為上鋼下鋁,其中A代表鋁合金材料,S表示高強鋼材料,鋼、鋁試樣的厚度均為1.2 mm,本次試驗在沖壓時所產生的最大沖力為成形力,范圍為30~50 kN,沖壓速度約2 mm/s。
考慮異質合金不同搭接形式下材料變形及流動特征,設計凸凹模結構如圖4所示,目前常用的無鉚釘鉚接圓點直徑范圍為4~12 mm,本文所選的鉚接圓點直徑約8.4 mm。通常無鉚釘鉚接的模具間隙為板料總厚度的30%~60%,選用的板料總厚度為2.4 mm,因此,模具間隙應取0.72~1.44 mm,但間隙過小也會使凸模與凹模之間的壓應力變大,影響模具壽命。為了減小摩擦的影響,選用凸模半徑為2.6 mm,凹模半徑為4.2 mm,模具間隙為1.6 mm,在正常范圍內[17]。凸模的圓角半徑及拔模角結構減緩了材料的流動,改善了頸部區域的回彈;凹模的深度、凹槽尺寸等結構促進了材料的流動。

圖4 無鉚連接試驗設備及模具
2 成形接頭的結果分析
首先,在模具尺寸不變的情況下,研究成形力對無鉚接頭尺寸參數的影響規律。UA-LS、US-LA接頭截面經過砂紙與拋光機處理后置于金相顯微鏡下觀察,其中,頸部、底部區域部分放大,如圖5所示。US-LA接頭頸部、底部區域的間隙較小,連接效果較好;而UA-LS接頭的頸部、底部區域間隙相對較大。

(a)UA-LS接頭
分別采用30 kN、40 kN、50 kN的成形力進行無鉚連接試驗,觀察接頭在不同成形力下的尺寸參數變化趨勢,如圖6所示。可以看出UA-LS接頭的變化趨勢,隨著成形力的增大,tN一直增大,tU先增大后減小。成形力為50 kN時,d增大的主要原因是成形力較大時上鋁板減薄嚴重,回彈較大,導致上板與下板存在空隙,其均值為0.127 mm,產生成形誤差,如圖7a所示。US-LA接頭的尺寸參數變化趨勢與UA-LS接頭有所差異,如圖6所示,隨著成形力的增大,tN先減小后增大,tU一直增大。上鋼板在成形力為50 kN時減薄量少,回彈較小,底部區域的空隙均值為0.024 mm,比UA-LS接頭的空隙縮小了81%,如圖7b所示。

圖6 不同成形力下接頭的尺寸變化

(a)UA-LS接頭
綜上所述,UA-LS接頭的平均頸部厚度為0.389 mm,平均自鎖值為0.247 mm;US-LA接頭的平均頸部厚度為0.334 mm,平均自鎖值為0.378 mm,US-LA接頭的平均頸部厚度比UA-LS接頭的平均頸部厚度小14%。雖然頸部厚度越大,接頭抗剪強度越高,但這也取決于受力板材,US-LA接頭的受力板材為鋼,成形后的頸部厚度得到擠壓強化,可能會彌補頸部厚度小的缺陷;US-LA接頭的整體自鎖效果優于UA-LS接頭,平均自鎖值提高了53%。因此,選擇適當的成形力和搭接方式有利于形成良好的無鉚接頭尺寸。
3 鋼-鋁異質材料無鉚連接性能
采用十字拉伸與剪切拉伸試驗測定接頭強度。十字拉伸試驗主要是對成形后的接頭進行軸向拉伸,直至失效;剪切拉伸試驗主要是對成形后的接頭進行徑向拉伸。試樣尺寸如圖8所示,采用不同拉伸速度(2 mm/min、3 mm/min、20 mm/min)對兩種接頭進行剪切,測定剪切力的變化;隨后研究質量較好的接頭的十字拉伸,測定拉伸力的變化。試驗設備選用WDW-100E微機控制電子萬能試驗機,設計的十字拉伸夾具如圖9a所示,剪切拉伸夾具如圖9b所示。

(a)單向搭接

(a)十字拉伸 (b)剪切拉伸
3.1 抗剪強度及能量吸收
強度和能量吸收值是評價接頭質量的重要參數,決定了無鉚連接結構件在車身上的安全系數。為了確保試驗的準確性,分別對3個相同的接頭進行剪切拉伸試驗,數據取平均值。UA-LS和US-LA接頭不同成形力Ff下的剪切力-位移曲線見圖10。

圖10 不同成形力下無鉚接頭的力-位移曲線
UA-LS接頭的最大剪切力隨著成形力的增大而減小,成形力為30 kN時抗剪強度最大,其值為1720 N,而US-LA接頭的最大剪切力隨著成形力的增大,先增大后減小,成形力為40 kN時抗剪強度最大,其值為2760 kN。根據剪切力-位移曲線,計算出接頭在剪切過程中所吸收的能量,其中,單剪切會存在二次彎曲現象,本次不包括二次彎曲所產生的能量,如圖11所示。在不同成形力下,UA-LS和US-LA接頭的能量吸收值均有所波動,其中,UA-LS接頭在成形力為30 kN時能量吸收值最多,其值為1.24 J;US-LA接頭在成形力為40 kN時能量吸收值最多,其值為2.61 J,見表2。綜上所述,以上US-LA接頭滿足該類制件連接標準抗拉強度大于1700 N的要求,而UA-LS接頭僅部分滿足此要求。UA-LS接頭的最大抗剪強度提高了1.18%;US-LA接頭的連接效果較好,強度提高了62.35%。

圖11 不同成形力下無鉚接頭的能量吸收值

表2 接頭的抗剪強度及能量吸收值
針對高強度US-LA接頭,對成形力為40 kN時的接頭依次進行不同剪切速度的拉伸試驗,結果如圖12和圖13所示,可以看出接頭強度隨著剪切速度的增大而略有減小,剪切速度vs=2 mm/min時接頭強度最高,接頭的能量吸收情況也最好,隨著速度的增大,能量吸收值有所減小,說明接頭在承受較高的沖擊速度時不穩定,但仍能保持在一個較高的水平。綜上所述,US-LA接頭搭接形式更加符合汽車車身制造的結構性的需求。

圖12 成形力為40 kN時US-LA接頭在不同剪切速度下的力-位移曲線

圖13 成形力為40 kN時US-LA接頭在不同拉伸速度下的能量吸收值
3.2 抗拉強度及能量吸收
分別對30 kN、40 kN、50 kN成形力的接頭依次進行十字拉伸試驗,測定其抗拉強度,如圖14所示,可以看出,成形力為40 kN的US-LA接頭和成形力為50 kN的UA-LS接頭的拉伸強度最高,其值分別為1575 N和1275 N,兩種接頭均滿足該類制件連接標準抗拉強度大于700 N的要求。相比以上標準,UA-LS接頭的最大抗拉強度提高了82.14%,US-LA接頭的連接效果更好,強度提高了125%。根據拉伸力-位移曲線,得到不同成形力下接頭在整個拉伸過程中所吸收的能量,如圖15所示。可以看出,接頭的能量吸收值均波動較小,成形力為40 kN時US-LA接頭能量吸收值最大,其值為13.39 J;成形力為50 kN時UA-LS接頭能量吸收值最大,其值為10.35 J。

圖14 不同成形力下接頭的十字拉伸力-位移曲線

圖15 不同成形力下接頭十字拉伸過程的能量吸收值
4 失效模式
無鉚接頭的失效模式主要可分為底部剝離失效和頸部斷裂失效兩種。底部剝離失效主要是由于無鉚接頭形成的自鎖值太小,板料在承受外力時兩塊板料之間發生拉脫。頸部斷裂失效主要是由于頸厚值太小,板料在承受外力時發生頸部斷裂。本次強度測定試驗結果如圖16所示,可以看出徑向拉伸時UA-LS、US-LA接頭主要發生頸部斷裂失效,而軸向拉伸時US-LA接頭主要發生底部剝離失效。
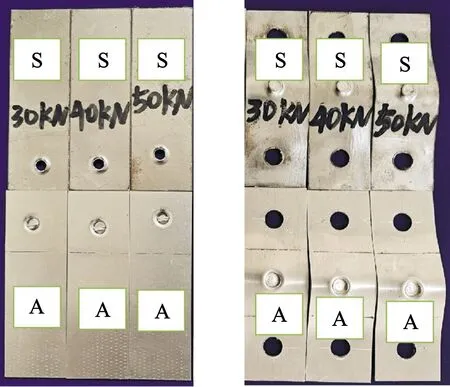
(a)剪切拉伸結果 (b)十字拉伸結果
5 結論
(1)分析了上鋁下鋼(UA-LS)與上鋼下鋁(US-LA)接頭不同搭接形式下的截面尺寸,US-LA接頭的搭接成形質量和連接質量整體優于UA-LS搭接,自鎖值提高了53%;成形力為50 kN時,US-LA接頭的底部區域回彈較小,比UA-LS接頭的空隙縮小了81%。
(2)剪切、十字拉伸試驗結果表明,US-LA接頭的連接效果較好,相比該類制件的標準,最大抗拉剪強度分別提高了62.35%和125%。
(3)US-LA接頭在剪切拉伸時的主要失效模式主要為頸部斷裂,十字拉伸時的主要失效模式為底部剝離。
