微混裝焊料組織及力學性能研究進展*
2021-08-19 09:00:42張墅野
電子與封裝 2021年8期
張 尚,張墅野,何 鵬
(哈爾濱工業大學先進焊接與連接國家重點實驗室,哈爾濱150001)
1 引言
隨著芯片特征尺寸的不斷縮小,摩爾定律的延續越發困難,通過先進封裝技術實現芯片性能的不斷提高是芯片發展的趨勢之一。鑒于傳統SnPb焊料具有毒性,對人體及環境有害,在RoSH指令生效后被禁止使用。由Sn、Ag、Cu 3種金屬構成的焊料成為目前電子封裝工業領域應用最廣泛的焊料。Sn-3Ag-0.5Cu(SAC305)焊料熔點為217℃,具有較好的強度和塑性等優點,但是也有抗疲勞性能差、易氧化、熔點偏高和潤濕性較差等缺點。隨著電子產品的性能需求不斷提高以及先進封裝技術的不斷發展,焊點尺寸越來越小、焊接工藝窗口變窄、封裝密度不斷提高等原因導致SAC305的性能不能滿足先進封裝的要求[1-3],研究者通過優化封裝結構、封裝工藝和焊料性能等方法來提高Sn-Ag-Cu(SAC)焊料封裝體的可靠性,其中以SAC焊料為基礎對其進行微量元素合金化、增強相顆粒摻雜和多焊料超結構等焊料微混裝是實現焊料性能優化的主要途徑,本文對以Sn-Ag-Cu焊料為基礎的微混裝焊料在Cu焊盤上的組織演變、界面反應和力學性能等方面的研究進展進行了綜述,為今后微混裝焊料的進一步研究和應用提供參考。
2 焊料合金化
Sn-Ag-Cu合金焊料具有良好的可靠性和機械性能,是應用最廣泛的無鉛焊料。但是,Sn-Ag-Cu焊料仍存在熔點較高、潤濕性差等缺點。為了克服這些缺點,進一步提高Sn-Ag-Cu合金焊料的性能,一些研究者選擇向Sn-Ag-Cu中添加一系列元素(如Ti、Fe、Ni、Sb、Ga、Al、Bi、Co、B、稀土元素等)對Sn-Ag-Cu焊料進行改性[4-5]。本節綜述添加一些元素使Sn-Ag-Cu無鉛焊料合金化的研究工作,并就添加的元素對焊料的熔點、潤濕性、力學性能、微觀組織及金屬間化合物(Intermetallic Compound,IMC)等方面的影響及其作用機制進行分析和討論。
2.1 Ga元素
ZHANG等人[6]研究了添加Ga對Sn-3.5Ag-0.7Cu/Cu焊料接頭的界面反應行為和力學性能的影響。研究發現,Sn-3.5Ag-0.7Cu的熔點為228.91℃,而Sn-3.5Ag-0.7Cu-1.5Ga的熔點為223.94℃。在焊接過程中,Ga元素在接頭界面周圍形成Cu2Ga相,這會降低界面IMC層的生長速率。力學試驗結果顯示Sn-Ag-Cu-Ga/Cu焊點的剪切強度、疲勞性能與Sn-Ag-Cu/Cu大致相同且斷裂未發生在IMC/焊料界面處,這表明添加Ga對Sn-Ag-Cu/Cu焊點的力學性能幾乎沒有負面影響。LUO等人[7]對比了質量分數分別為0.05%、0.1%、0.25%、0.5%、1%的Ga添加量對Sn-3.5Ag-0.7Cu在Cu上的潤濕性和強度影響,結果證明Ga能提高其潤濕性和剪切強度,當添加量為0.5%時性能提高最為顯著,當添加量高于0.5%時力學性能開始下降,原因是富Ga相IMC的生成對力學性能造成負面影響。
2.2 Al元素
SABRI等人[8]研究了質量分數為1%、1.5%、2%的Al添加量對Sn-1Ag-0.5Cu合金焊料的組織和力學性能的影響。Al的添加細化了β-Sn枝晶并擴大了枝間區域,抑制了Ag3Sn和Cu6Sn5IMC的形成,并導致了Ag3Al和Al2Cu IMC的形成。同時Al的添加導致富Al相的偏析。新相顆粒的生成使基體晶格產生應力,導致位錯密度提升。拉伸試驗結果表明,Al的加入顯著提高了屈服強度和極限抗拉強度,而彈性模量僅略有增加,總伸長率降低,隨著Al添加量的增加,強度逐漸增加,伸長率逐漸降低。與Sn-1Ag-0.5Cu合金焊料相似,Al改性Sn-1Ag-0.5Cu合金焊料的組織在時效后會明顯變粗,這反過來會大大降低其機械性能。斷口分析表明,向Sn-1Ag-0.5Cu合金焊料中添加Al會導致脆性斷裂而不是韌性斷裂。
2.3 Ni元素
GAIN等人[9]研究了納米Ni顆粒添加對無鉛Sn基互連材料的微觀結構及力學性能的影響。與SAC305焊料相比,SAC305-0.5Ni的組織分析表明,焊料中添加的Ni納米顆粒促進了(Cu,Ni)-Sn IMC在焊點中的形成和生長,并使晶粒發生了細化,提高了晶界密度。均勻分布IMC的生成和組織細化顯著提高了力學性能,彈性模量和剪切模量分別提高了8%和11.2%,顯微硬度值提高了約16.7%。在Sn-Ag-Cu-Ni/Cu界面處,270℃下反應5 min,Ni對IMC形態影響的SEM圖如圖1所示,發現非常穩定的(Cu,Ni)-Sn IMC粘附在Cu焊盤表面,抑制了Cu3Sn的生長。CHE等人[10]對Sn-1.0Ag-0.5Cu-0.05Ni和Sn1.0-Ag-0.5Cu-0.02Ni及未添加Ni的焊料進行了組織分析和拉伸測試,結果表明0.05%的Ni添加焊料比0.02%的Ni添加焊料具有更大的伸長率、更低的彈性模量和屈服應力。

圖1 Ni對IMC形態影響的SEM圖[9]
2.4 Fe元素
LIU等人[11]研究了Sn-Ag-Cu-Fe焊料與Cu之間焊接時IMC的生長動力學和形態演變。在焊接過程中,Fe顆粒迅速沉積在IMC附近,從而形成富鐵區域。Fe與Sn反應生成FeSn2包覆Fe顆粒。結果表明,液態反應時,Fe可以有效地阻止界面Cu6Sn5和Cu3Sn層的生長。從生長速率推斷,SAC的IMC生長受體積擴散控制,而SAC-Fe焊料的IMC生長受晶界擴散控制。SHNAWAH等人[12]研究了質量分數為0.1%、0.3%、0.5%的Fe添加到SAC105中對焊料性能及組織的影響,結果表明Fe的添加導致在樹突區域中形成大的圓形FeSn2IMC顆粒。這些大的FeSn2IMC顆粒的形成導致與β-Sn基體的界面較弱。這種弱的界面顯著降低了彈性模量和屈服強度。KANTARCIOGLU等人[13]對Fe質量分數在0.01%~0.1%范圍內多種含量的Sn-3.5Ag-0.9Cu焊料進行了研究,結果表明Fe的添加提升了剪切強度,Fe替代了Cu6Sn5晶格中的部分Cu導致IMC生長速度降低。
2.5 Ti元素
MA等人[14]研究了添加Ti影響SAC焊料中β-Sn形核的機理。結果顯示Ti的添加生成了Ti2Sn3IMC,并且Ti2Sn3與β-Sn具有(010)Sn||(010)Ti2Sn3和[001]Sn||[001]Ti2Sn3的取向關系,質量分數0.2%的Ti大大減少了焊球中β-Sn的形核過冷,使得晶粒發生細化。CHEN等人[15]對Ti添加量為0.2%、0.6%的SAC焊料進行了不同冷卻速率下組織和力學性能的研究,認為Ti2Sn3的網狀結構抑制了β-Sn的晶粒生長,使得組織更加穩定,過冷度減小引起晶粒細化使得焊點強度增加。
2.6 Sb元素
EL-DALY等人[16]針對0.5%Sb添加對Sn-1.0Ag-0.5Cu合金的組織和凝固行為以及蠕變性能的影響進行了研究,發現Sb會抑制大的β-Sn晶粒和針狀IMC的形成而形成被共晶β-Sn、Ag3Sn和Cu6Sn5IMC包圍的β-Sn枝晶,這主要是因為Sb大幅降低了焊料的過冷度,Sb的添加使焊料的抗蠕變性能提高了350%。CHEN等人[17]研究了Sb添加量分別為0.5%、1.0%、1.5%的Sn-3.5Ag-0.7Cu焊料在不同回流工藝參數下對IMC生長的影響,結果表明添加Sb后IMC層變薄,晶粒尺寸變小。不同的焊料之間對比發現,含1%Sb焊料合金的IMC生長速度最低,并且最有效地抑制了晶粒長大。Sb添加對IMC生長的影響可以用異質成核理論來解釋。因為Sb對Sn有更高的結合力,所以當在Sn-Ag-Cu焊料合金中添加Sb時,SnSb顆粒會從熔融焊料中沉淀出來,并在回流期間成為Cu6Sn5IMC的非均勻形核位點。IMC形成的熱力學勢壘減小,Cu6Sn5成核速率增加。
2.7 Co元素
MA等人[18]研究了質量分數為0.05%、0.4%的Co添加對SAC305焊料形核和晶粒細化的影響,結果證明Co的添加大大降低了β-Sn的成核過冷,原因是在熔體中形成了CoSn3IMC,它是β-Sn的易成核位點,β-Sn與CoSn3的位相關系為(100)Sn||(100)CoSn3,[001]Sn||[001]CoSn3。CoSn3的生成使晶粒形核發生在熔體區域中,使晶粒細化,SAC305-0.05Co焊球組織及晶粒生長機理如圖2所示,組織及晶粒分布見圖2(a)(b),由于CoSn3的存在,使得枝晶生長存在阻礙,晶粒發生細化。在SAC305/Cu和SAC305-0.05Co/Cu接頭中,β-Sn總是在Cu6Sn5反應層上(或附近)成核。在SAC305-0.4Co/Cu接頭中,β-Sn通常在焊球中的CoSn3顆粒上成核。
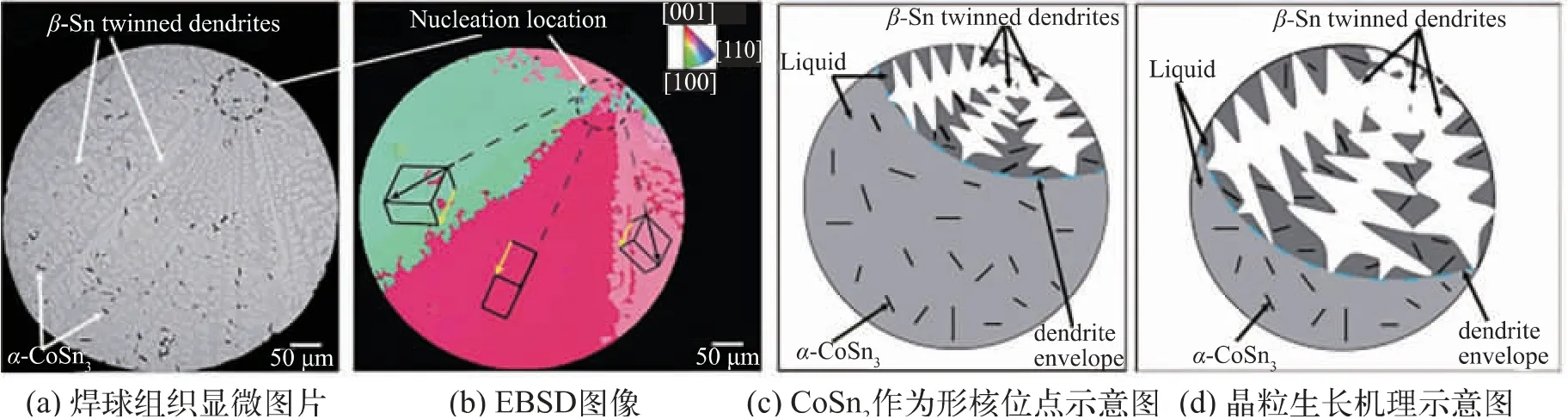
圖2 SAC305-0.05Co焊球組織及晶粒生長機理[18]
HASEEB等人[19]研究了多次回流和時效處理過程中Co的添加對Sn-3.8Ag-0.7Cu的影響,結果表明添加Co顆粒,首次回流后Cu6Sn5的形態從扇貝形變為平面形。Co納米顆粒可抑制高溫時效過程中Cu3Sn的生長,促進Cu6Sn5的生長。MA等人[20]探究了Co的添加量對SAC305焊料力學性能的影響,添加質量分數0.1%、0.2%的Co可以改善SAC焊點的剪切強度。然而,添加過量的Co,例如0.45%、1%,會使焊點的剪切強度降低。在所有樣品中,添加了0.2%Co的SAC焊膏制成的焊點具有最高的剪切強度。
2.8 Bi元素
ZHAO等人[21]研究了質量分數為1%、3%的Bi摻雜對SAC305組織和性能的影響,結果表明Bi的添加提高了Sn-3Ag-0.5Cu焊料的拉伸強度,但降低了其伸長率。SAYYADI等人[22]對添加Bi的Sn-2.5Ag-0.7Cu焊料的物理和機械性能進行了研究,結果表明Bi的添加使得焊料熔點、過冷度以及開始和結束熔化溫度均降低,潤濕性增強,β-Sn枝晶粒細化,IMC的分布更均勻。Bi添加量質量分數達到2.5%之前,合金焊料的硬度、屈服強度和極限抗拉強度隨著Bi的增加而增加,塑性逐漸下降。Bi含量高于2.5%時,屈服強度、極限抗拉強度和延展性都隨著Bi含量的增加而降低。
2.9 B元素
CHOI等人[23]對質量分數為0.05%、0.1%B添加的Sn-1.0Ag-0.5Cu(SAC105)進行了時效處理并進行了組織和力學性能分析。B摻雜的焊點在老化200 h后仍保持高強度,而SAC105的強度在老化200 h后下降了60%。此外,隨著回流次數的增加,摻B焊點的強度優于SAC105焊點。第10次回流后,SAC105-0.05B樣品的強度比SAC105的強度高115%。這可能歸因于在老化條件下B摻雜焊點的IMC層中晶粒生長速率的降低。王若達等人[24]對B對SAC105焊料組織影響的研究證明B的添加使β-Sn發生非均勻形核,細化焊料組織,在界面反應過程中,基于TEM表征發現納米尺寸的B元素偏聚在IMC晶界處,使界面形態趨向于薄而平坦并細化IMC晶粒以提高界面強度。
2.10 稀土元素
稀土元素(La、Ce、Y、Er、Pr、Nd等)被稱作“金屬材料的維他命”,添加一定量的稀土元素能夠改善材料的組織和性能,許多研究者對稀土元素對Sn-Ag-Cu焊料的影響進行了探索[25-32]。研究發現添加適量的稀土元素可細化焊料組織尺寸,主要是通過降低β-Sn的枝晶大小,減小Cu6Sn5和Ag3Sn顆粒尺寸。適當的稀土添加可以增強焊料的潤濕性,過量會導致焊料黏性增加而潤濕性下降。同時,過量稀土的添加對SAC焊料的一個重要影響是會產生錫須,這是因為稀土極易氧化,這也限制了稀土元素在SAC焊料中的應用。
2.11 元素微合金化對比分析
研究者對焊料進行微量元素添加改性做了大量的相關研究,針對上述各元素的改性機理、改性影響因素及性能變化進行了對比分析。
微合金化會對材料熔點、潤濕性、過冷度、微觀組織和力學性能等方面造成影響。通過微量元素添加生成新的IMC或者顆粒本身都能為基體相提供非均勻形核位點,使得焊料的過冷度下降并細化晶粒及各相組織;納米尺寸的顆粒以固溶、晶界偏聚的形式實現晶格畸變和晶界釘扎,提高材料的性能,晶粒的細化提高了晶界密度進而提高了位錯移動的難度,IMC的生成和均勻分布引起第二相強化效應,通過這些強化機理綜合實現性能的提升,當添加量過量時,生成的新的IMC較多,與基體之間的界面結合較弱,導致裂紋易萌生,強度降低;元素添加還會通過固溶、偏聚在IMC及晶界中、非均勻形核、新的IMC顆粒釘扎等作用對IMC的生長造成影響。王若達等人[24]對B對SAC105焊料組織影響的研究表明納米尺寸的B元素偏聚在IMC晶界處,使界面形態趨向于薄而平坦并細化IMC晶粒。KANTARCIOGLU等人[13]對Fe摻雜的Sn-3.5Ag-0.9Cu焊料進行了研究,結果表明Fe原子替代了Cu6Sn5晶格中的部分Cu原子,導致IMC生長速度降低。CHEN等人[17]研究了添加Sb的Sn-3.5Ag-0.7Cu焊料IMC的生長,結果顯示Sb對Sn具有更高的結合力,所以當在Sn-Ag-Cu焊料合金中添加Sb時,SnSb顆粒會從熔融焊料中沉淀出來,并在回流期間成為Cu6Sn5IMC的非均勻形核位點。IMC形成的熱力學勢壘減少,Cu6Sn5成核速率增加。
通過添加元素使Sn-Ag-Cu焊料合金化以優化其性能,影響改性效果的主要因素包括元素種類、添加顆粒尺寸和摻雜含量。添加元素種類不同,焊料的性能不同,主要是因為不同元素與焊料基體作用形式不同,Bi、B等元素主要以固溶、納米級顆粒偏聚等形式存在于基體焊料中,Ti、Ni、Al、Co、Fe等元素除固溶在基體內,主要與基體生成IMC;根據顆粒尺寸不同,顆粒與焊料的反應量不同,LIU等人[11]的研究中對微米級Fe顆粒進行研究,結果呈現Fe-Sn IMC對Fe顆粒進行包覆的形式存在,而在納米級顆粒摻雜的焊料中,摻雜元素均完全反應;摻雜含量變化同樣對焊點性能影響不同。GAIN等人[9]研究發現SAC305-0.5Ni焊料彈性模量和剪切模量分別提高了8%和11.2%,顯微硬度值提高了約16.7%。CHE等人[10]對Sn-1.0Ag-0.5Cu-0.05Ni和Sn-1.0Ag-0.5Cu-0.02Ni焊料進行了組織分析和拉伸測試,結果表明0.05%Ni添加的焊料比0.02%的Ni添加焊料顯示出更大的延展性(更大的伸長率、更低的彈性模量和屈服應力)。SHNAWAH等人[12]研究了0.1%、0.3%、0.5%質量分數的Fe在SAC105中添加對焊料性能及組織的影響,發現FeSn2與β-Sn之間的界面顯著降低了彈性模量和屈服強度。而KANTARCIOGLU等人[13]對Fe質量分數在0.01%~0.1%范圍內的Sn-3.5Ag-0.9Cu焊料進行了研究,結果表明Fe的添加提升了剪切強度。研究結果表明,較微量(0.01%量級)的元素添加提高材料的塑性,添加量較高時,材料的強度和硬度提高,添加達到一定量時,材料的強度、塑性等性能降低,對焊料性能起到負面作用。
3 增強相顆粒摻雜
增強相顆粒摻雜是另一種Sn-Ag-Cu焊料混裝改性方法,細小的摻雜顆粒作為增強相均勻地分布在焊料組織內,對焊料組織和性能產生影響。據研究表明,微小尺寸的顆粒能夠均勻分散在基體中而不發生偏聚,關于顆粒摻雜增強的研究多為納米顆粒,本節介紹的相關研究聚焦在納米尺寸顆粒添加。根據增強顆粒材料種類分類主要分為金屬顆粒、化合物顆粒以及碳材料顆粒幾種增強方式[33-34],針對不同增強材料種類的顆粒摻雜對Sn-Ag-Cu焊料優化的研究進展進行綜述。
其中金屬顆粒增強多是通過新添加的金屬顆粒與Sn反應生成新的IMC相實現顆粒增強,少數金屬(Fe、Co等)添加會發生未完全固溶、未完全生成IMC或者發生微觀偏聚等實現顆粒增強,這些增強機制與上述微合金化中提及的金屬合金強化機理重復,此節不再單獨介紹。
3.1 化合物顆粒增強
與金屬顆粒增強不同,陶瓷顆粒、氧化物顆粒、IMC顆粒等化合物的添加不會與焊料反應生成新相。
PAL等人[35]對質量分數為0.35%的納米SiC增強Sn-1.0Ag-0.5Cu無鉛合金焊料的研究發現SiC的添加可在不降低熔點的情況下大幅降低焊料的過冷度,這是因為SiC顆粒增加了非均勻形核的形核位點,組織表征發現亞晶粒β-Sn的產生及細化的IMC使得共晶區域增加。焊料的抗蠕變性及斷裂壽命均提高了3倍。
GAIN等人[36]對質量分數為1%的ZrO2納米顆粒添加的SAC焊料與未添加ZrO2的焊料的IMC液態反應的界面組織及生長動力學進行對比,發現針狀Ag3Sn和球形的Cu6Sn5IMC顆粒發生了細化并均勻分布在焊料組織中。動力學分析表明,在OSP-Cu焊盤上,Sn-Ag-Cu和Sn-Ag-Cu-1ZrO2焊 點 的(Cu6Sn5+Cu3Sn)IMC層的計算活化能分別約為53.2 kJ/mol和59.5 kJ/mol。含有1%質量分數的ZrO2納米顆粒的焊點顯示出比普通焊點更高的硬度,這是因為ZrO2納米顆粒的分散性增強了焊料的性能并改善了微觀組織。
ZHAO等人[37]研究了Al2O3增強SAC305焊料接頭的組織并探究了摻雜顆粒尺寸對性能的影響。研究發現納米Al2O3顆粒細化了β-Sn晶粒尺寸,并擴大了焊點的共晶區域,減小SAC-Al2O3/Cu界面處的IMC厚度。同時較大的納米Al2O3顆粒對組織細化和IMC厚度的減小影響較明顯。
GAIN等人[38]探究了TiO2納米粒子的添加對SAC305合金耐熱沖擊性、剪切強度和IMC層生長的影響。研究發現TiO2納米顆粒的加入改變了IMC相的擴散驅動力,從而阻礙了IMC的生長。由于第二相納米顆粒的均勻分布以及對IMC生長的影響,納米TiO2顆粒增強的Sn-Ag-Cu焊料具有更強的抗蠕變性和抗熱沖擊性能。
汪源等人[39]對納米Ag3Sn對Sn-3.0Ag-0.7Cu焊料性能的影響進行了研究,研究結果證明隨著納米Ag3Sn顆粒添加量的增加,焊料熔點變化不大,適量添加納米Ag3Sn顆粒能夠增大焊錫膏的潤濕力,改善焊錫膏的潤濕性能,其中Sn-3.0Ag-0.7Cu-0.25Ag3Sn復合焊錫膏的潤濕性能最佳。此外,隨著納米Ag3Sn顆粒添加量的增加,焊點剪切強度逐漸增大。
陶瓷、化合物顆粒添加對Sn-Ag-Cu焊料的作用研究表明,微小顆粒的添加使液態反應時β-Sn及Ag3Sn、Cu6Sn5等IMC的非均勻形核增加,最終使得晶粒細化,位錯密度提高,同時由于Ag3Sn的尺寸減小,由其構成的共晶組織區域增加;在界面反應時,納米尺寸的粒子會改變IMC的擴散驅動力,降低其生長速度。其中Ag3Sn、Cu6Sn5是Sn-Ag-Cu焊料中會自發產生的IMC,當其作為第二相顆粒添加時,焊料內部IMC的生長驅動力會因摻雜IMC的存在而受到影響,具體作用規律尚需進一步研究。摻雜顆粒對焊料力學性能的影響機理除了改變組織形態、晶粒大小以改變材料性能外,其作為第二相材料對焊料起到復合強化的作用,具體的強化能力受到添加材料的種類、含量、尺寸、材料與基體的結合等因素的影響。
3.2 碳材料顆粒增強
近年來,以石墨烯、碳納米管(CNT)為代表的二維納米碳材料以其優異的力學性能、高熱導率、高電導率、穩定的晶格結構等特殊性能受到廣泛的關注和研究。石墨烯、CNT也被應用在摻雜改性Sn-Ag-Cu焊料的研究中[2]。
LIU等人[40]對石墨烯摻雜SAC305焊料的改性效應進行了研究。研究發現石墨烯的添加對熔點影響較小,增強了焊料的潤濕性,降低了焊料的熱膨脹系數。同時導致組織細化及IMC在焊料內分布更加均勻。力學性能分析表明,添加石墨烯會增強焊料的抗拉強度,同時會導致塑性降低。當石墨烯添加質量分數高于0.7%時,由于石墨烯的堆疊,焊料的抗拉強度和塑性不再發生較大變化。
ZHU等人[41]探究了CNT的尺寸對Sn-0.3Ag-0.7Cu-CNT焊料組織及性能的影響。選擇10~20 nm、40~60 nm、60~100 nm 3種粒徑的CNT進行摻雜。結果發現,所有摻雜CNT的復合焊料均發生組織細化,IMC生長受到抑制,力學性能提高,復合焊料的熔點與原始焊料熔點接近。釘扎在β-Sn晶界中的CNT的TEM圖像如圖3所示,力學性能的提高是由于釘扎在焊料晶粒邊界上摻雜的CNT充當了第二相粒子,從而細化了組織并增加了位錯密度。

圖3 釘扎在β-Sn晶界中的CNT的TEM圖像[41]
吸附的CNT破壞了界面IMC的完整性,導致生長速率降低。在這些復合焊料中,直徑為40~60 nm的CNT可以讓IMC生長速度降低30.9%、剪切強度提高15.3%、硬度提高16.1%。這種對復合焊料性能影響的尺寸效應歸因于CNT的表面能導致CNT在焊料基體和界面IMC中發生團聚和吸附,CNT在焊料中存在狀態如圖4所示,吸附和團聚的CNT阻礙IMC的生長。

圖4 CNT在焊料中的存在狀態[41]
石墨烯、CNT等二維納米碳材料因其優異的性能成為微連接焊料應用中的熱點材料之一,但是其作為第二相摻雜材料仍有一些缺點,包括表面惰性強、缺少表面活性官能團,因此增強材料和焊料基體之間的潤濕性和粘結強度較弱。此外,增強材料和焊料基體之間的密度差較大可能會導致納米粒子聚集,這將直接影響焊點的可靠性并限制其在微連接方面的應用。因此,對石墨烯、碳納米管進行改性增強其與焊料基體之間的結合強度成為二維碳材料摻雜Sn-Ag-Cu焊料的前沿方向。
WANG等人[42]制備了Ni改性的石墨烯納米片并將其摻雜在Sn-2.5Ag-0.7Cu焊料中,通過對復合焊料進行表征發現,隨著改性石墨烯含量的增加,焊料的熔點和電導率無明顯變化,焊料的潤濕性先增大然后減小,而IMC層的厚度則呈現相反的趨勢。當石墨烯含量為0.03%~0.05%時,可以獲得最佳的焊料潤濕性、較薄的IMC層以及最佳的強度和韌性。當石墨烯含量超過臨界值(0.05%)時,由于焊料潤濕性降低和IMC過度生長的原因使改性石墨烯在焊料基體中團聚。
ZHANG等人[43]對Ni改性的CNT摻雜對SAC305焊料的組織演變和剪切強度的影響進行了探究。研究發現Ni改性CNT摻雜焊點的IMC層的生長被顯著抑制且使IMC晶粒細化,當焊料中的Ni-CNT的質量分數為0.2%時出現最佳的抑制效果。SAC305-x(Ni-CNTs)/Cu(x分別為0、0.1%和0.2%)焊點的生長 速 率 常 數 為0.21349 μm/h1/2、0.1847 μm/h1/2和0.08957 μm/h1/2。力學實驗表明,在焊料中添加Ni改性CNT后,焊料的硬度、模量和剪切強度得到顯著提高。SAC305-x(Ni-CNTs)(x分別為0、0.1%和0.2%)復合焊料的硬度分別為0.21 GPa、0.35 GPa和0.36 GPa,楊氏模量分別為53.1 GPa、57.5 GPa和61.5 GPa。當添加到焊劑中的Ni-CNT的質量分數為0.2%時,可獲得最佳的增強效果。隨著Ni-CNTs含量的增加,焊點的剪切斷裂模式從混合斷裂模式變為韌性斷裂模式。
HAN等人[44-45]利用納米壓痕對Ag改性石墨烯摻雜的SAC305焊料的力學性能進行了研究。結果表明球磨制備的改性石墨烯比機械混合制備的改性石墨烯提高楊氏模量、硬度以及抗蠕變性的能力更強。含Ag改性石墨烯的合金焊料的楊氏模量、硬度和抗蠕變性均高于未改性石墨烯摻雜的合金焊料。TEM和SEM觀察以及EBSD數據表明,含Ag改性石墨烯的合金焊料的晶粒尺寸小于SAC的晶粒,改性石墨烯未摻雜與摻雜對晶粒大小的影響如圖5所示。改性石墨烯摻雜后可以觀察到更多的位錯,晶界強化和位錯強化提高了焊料合金的力學性能。
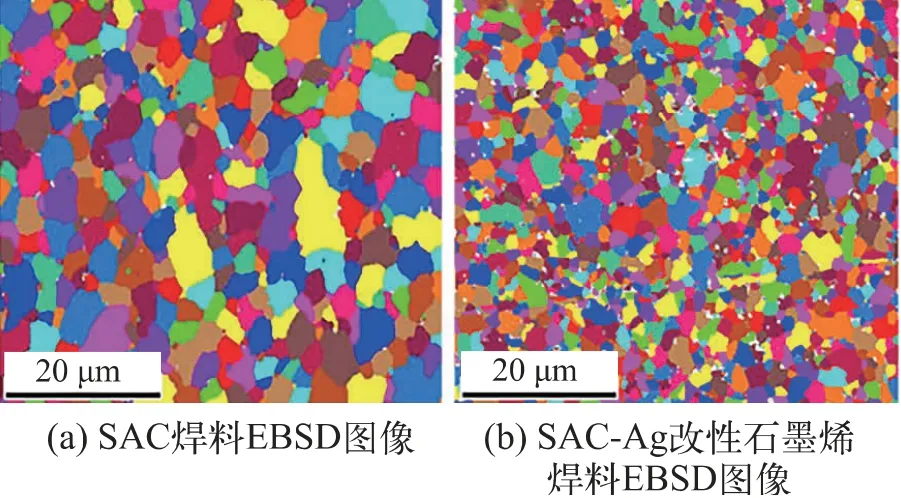
圖5 改性石墨烯未摻雜與摻雜對晶粒大小的影響[44]
第二相顆粒摻雜是一種提高焊料性能的技術路線,現有研究表明,氧化物、陶瓷、二維碳材料等第二相添加顆粒均通過細化組織和晶粒,提高晶界密度和位錯密度實現晶界強化和位錯強化,同時第二相顆粒作為強化相與基體復合會產生第二相強化的效果。顆粒摻雜改性目前存在第二相顆粒的過量添加導致添加顆粒偏聚引起性能下降的問題,同時增強相顆粒摻雜無法調節焊料的熔點。目前的研究趨勢是對第二相顆粒進行表面改性,提升其與焊料基體材料的結合強度以進一步提高性能。
4 多焊料超結構連接
由于Package on Package等先進封裝技術的發展,多道次回流焊接的工藝要求越來越高,而傳統Sn-Ag-Cu焊料已滿足不了需求,除對焊料進行摻雜外,利用現有多種焊料的溫度及性能差異構成超結構并開展工藝設計進行連接是一種可行的方法。其中SnBi/Sn-Ag-Cu結構受到廣泛關注和研究[46-47]。SnBi共晶焊料熔點為138℃,因Bi元素引起的脆性較高導致其應用受到限制,SAC305焊料熔點為217℃,SAC305焊料作為應用最為廣泛的電子封裝焊料,與SnBi在低于SAC305熔點的溫度情況下進行連接可以實現SnBi焊料的性能提升,并降低連接溫度。
LIU等 人[48-49]制 備 了Sn-58Bi/Sn-3.0Ag-0.5Cu/Cu堆疊結構的焊點(如圖6所示),并對其組織進行了分析。

圖6 Sn-58Bi/Sn-3.0Ag-0.5Cu/Cu堆疊焊點結構[48]
在第二次焊接過程中,Sn、Ag、Cu原子從SAC305主體擴散到熔融的Sn-58Bi焊膏中。復合焊點中的SAC305增加Sn-58Bi塊中β-Sn的濃度和晶粒尺寸,使得Sn-58Bi焊料區域中Sn-Bi共晶組織減少而產生Bi的細小顆粒。Sn-58Bi焊料中β-Sn相的形成和生長受固態SAC305的微觀結構影響而呈陽光散射狀沿著SAC305生長(見圖7)。復合焊點由于在第二次焊接過程中發生了微觀結構轉變,因此比傳統的Sn-58Bi共晶焊點具有更好的塑性。具有重疊結構的Sn-3.0Ag-0.5Cu可阻礙裂紋的擴展,有效抑制了焊點的脆性破壞。

圖7 回流后的SnBi/SAC/Cu焊點的SEM圖像及各元素EDS分布[48]
SHEN等人[50]對170℃、180℃、190℃情況下等體積的SAC305和SnBi共晶焊料的混合過程進行了原位觀察,190℃下連接接頭的剪切強度(46 MPa)高于SAC焊點的剪切強度。同時,由于固溶硬化減少,超結構接頭隨Bi含量的降低而低于共晶Sn-58Bi焊料的脆性。同時,由于遠低于SAC305的常規連接溫度(250~260℃),超結構連接工藝有助于減少熱失配。
5 結束語
隨著封裝技術的發展,焊點尺寸越來越小,回流次數越來越多,封裝工藝窗口要求越來越窄,最常用的Sn-Ag-Cu焊料已經越來越不能滿足先進封裝的要求,研究者通過對Sn-Ag-Cu焊料進行微混裝提升其在封裝應用中所需的性能。微混裝技術路線主要包括微合金化、第二相顆粒摻雜以及多焊料超結構連接。
1)微合金化是通過添加微量元素,添加元素在焊料中以固溶、反應生成新IMC、納米級偏聚、第二相顆粒等形式存在;在液態反應過程中,添加元素提供非均勻形核位點,細化組織,降低IMC生長驅動力,使IMC均勻分布,同時改變焊料凝固過程中固相生長速率,提高焊料流動性。關于微合金化的相關研究比較成熟,但是微合金化對性能提高有限,一些情況下不足以滿足改性要求。
2)第二相顆粒摻雜相對于微合金化來說對焊料性能提高較大,陶瓷、氧化物、IMC、二維碳材料等摻雜材料在液態反應中促進非均勻形核,細化錫及IMC晶粒,改變組織形態;顆粒嵌在晶界處,提高晶界密度和位錯密度以提高強度。但是第二相顆粒的過量添加會發生團聚導致性能下降,尤其是二維碳材料團聚更加劇烈,同時第二相顆粒與焊料不會發生反應導致其不會對焊料熔點造成明顯影響,這就無法滿足降低連接溫度的需求。第二相顆粒與焊料基體的結合力較差,當前的研究熱點也是對第二相顆粒進行表面改性,增強其與焊料基體的結合。
3)多焊料超結構能夠實現利用較成熟的焊料在低溫條件下連接,同時不同配比、不同連接溫度下焊點的組織會因高熔點相溶解量不同發生相應變化,其性能也會發生相應變化,是一種具有潛力的降低連接溫度的技術路線。
4)3種焊料改性方法對比分析:
元素微合金化和第二相摻雜都可以細化組織,降低過冷度,提高焊點強度,但是提高強度的機理不同,微合金化技術中微量元素以與焊料反應生成IMC、固溶在焊料晶格內部、元素顆粒殘留3種形式存在,其中生成IMC以及以顆粒形式殘留均為非均勻形核提供位點,細化組織,降低過冷度,同時生成新的IMC會抑制金屬間界面化合物的生長,元素固溶直接改變焊料的力學性能;而第二相顆粒主要通過第二相強化以及細化晶粒實現增強,且第二相顆粒與焊料基體不發生反應。這兩種改性方法都對焊料的熔點影響較小且過量摻雜會對性能造成負面影響。
由于微合金化元素添加量較小,對焊點性能提升較小,對于以提高力學性能為目的的改性作用較小,適用于對焊點的過冷度及界面形態等液相反應行為進行改性;第二相摻雜相對于微合金化來說對力學性能影響較大,適用于對焊點的力學性能進行優化。
與微合金化和第二相摻雜不同,多焊料超結構基于焊料熔點不同能在低溫情況下實現連接,同時焊點組織呈現不均勻的超結構,性能取決于載荷條件、焊料配比、加熱時間和加熱溫度,同時根據焊料配比不同、加熱時間不同、加熱溫度不同,焊點的組織結構和性能是可調節的,同時只要峰值溫度高于較低熔點的焊料熔點即可發生連接,所以多焊料超結構具有優勢,即根據需求設置連接峰值溫度,實現低溫連接,適用于層疊封裝技術等需多道次焊接的應用中。
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國塑料(2016年12期)2016-06-15 20:30:07
中國塑料(2016年5期)2016-04-16 05:25:36
中國塑料(2015年3期)2015-11-27 03:41:38
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年11期)2015-10-14 01:14:14
中國塑料(2015年9期)2015-10-14 01:12:17
中國塑料(2015年4期)2015-10-14 01:09:19