汽車下缸體智能化裝配工藝研究
2021-08-23 09:48:38朱梧華賴影惠陳林林孫佩佩
機(jī)械制造 2021年7期
□ 周 芹 □ 朱梧華 □ 賴影惠 □ 陳林林 □ 孫佩佩
廣東鴻圖南通壓鑄有限公司 江蘇南通 226300
1 研究背景
隨著科技發(fā)展,市場競爭越來越激烈,企業(yè)對智能化生產(chǎn)的要求越來越高,對制造質(zhì)量和成本控制也越來越嚴(yán)格。為了實現(xiàn)生產(chǎn)利潤的最大化,生產(chǎn)過程中優(yōu)化工藝、人力資源管理,采用機(jī)器人代替人工從事相應(yīng)工作,已成為必然的趨勢[1]。汽車制造企業(yè)也不例外,汽車零件裝配工藝參數(shù)的精度及裝配質(zhì)量要求非常嚴(yán)格。下缸體是汽車動力源發(fā)動機(jī)的重要零部件之一,一般體積較大,機(jī)加工工藝復(fù)雜,腔體氣密性要求高,裝配工序達(dá)20余道,而且操作煩瑣,傳統(tǒng)的人工機(jī)械裝配已不能滿足高效率、高質(zhì)量、高安全的生產(chǎn)需求。智能化裝配具有裝配精度高、性能穩(wěn)定、所需人工少、生產(chǎn)效率高、制造成本低、占用場地小等優(yōu)點,全球眾多制造企業(yè)開展了智能化裝配線的實踐。美國哈雷戴維森公司采用由加工中心和機(jī)器人構(gòu)成的智能制造單元,實現(xiàn)大批量訂制。德國曼公司采用自動導(dǎo)引運(yùn)輸車替代生產(chǎn)傳輸線[2-3]。我國海爾佛山洗衣機(jī)工廠采用高柔性自動化無人生產(chǎn)線,應(yīng)用大量精密裝配機(jī)器人、制造執(zhí)行系統(tǒng)[4-5]、射頻識別技術(shù)[6-8],實現(xiàn)機(jī)機(jī)互聯(lián)、機(jī)物互聯(lián)、人機(jī)互聯(lián)。可見,機(jī)器人產(chǎn)業(yè)在未來將成為重要的經(jīng)濟(jì)增長點[9]。
筆者公司最新項目50T下缸體智能化裝配線是智能化生產(chǎn)的典型代表,將機(jī)加工、零部件裝配通過智能化技術(shù)整合為一條自動化生產(chǎn)線,大大減少了過程搬運(yùn)和人員需求。機(jī)器人作為集機(jī)械、電子、控制、計算機(jī)、傳感器、人工智能等多學(xué)科先進(jìn)技術(shù)于一體的智能化裝備,為自動化生產(chǎn)線的改進(jìn)和完善提供了有力的技術(shù)支持[10]。
2 手動裝配線工藝及缺點
50T下缸體構(gòu)成如圖1所示,50T下缸體由下缸體20、下缸體21、平衡軸蓋、小瓦蓋等部分通過八顆M6螺栓,采用15 N力組裝而成,是汽車發(fā)動機(jī)上的關(guān)鍵零部件,是全車的動力源。
50T下缸體輪廓尺寸為460 mm×300 mm×150 mm,毛坯表面不允許有冷隔、裂紋、毛刺等缺陷,氣密性要求整腔在100 kPa壓力下泄漏量小于6 mL/min,兩個油道在300 kPa壓力下泄漏量小于3 mL/min,月產(chǎn)量為1.5萬件。
傳統(tǒng)的手動裝配線流程如圖2所示,全線共需20人。采用傳統(tǒng)手動裝配線,在人工放置搬運(yùn)零部件、操作機(jī)床、裝配零部件、紙質(zhì)記錄數(shù)據(jù)等過程中,制造質(zhì)量問題可以盡早發(fā)現(xiàn),機(jī)床故障率低,隨機(jī)能動性強(qiáng),但是整體效率低,員工操作安全保障性能差,下缸體組裝后的平衡軸孔精度低。
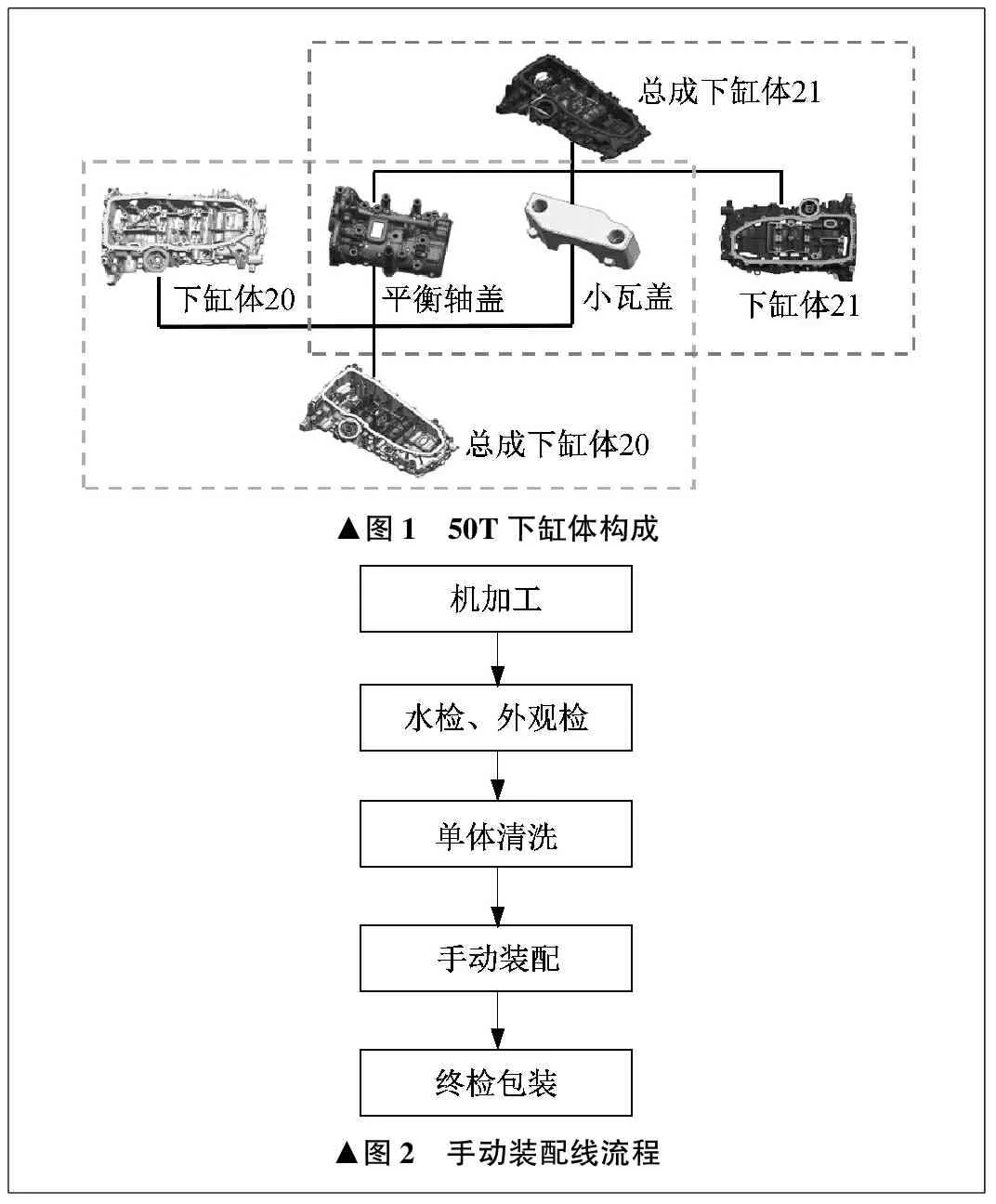
▲圖1 50T下缸體構(gòu)成▲圖2 手動裝配線流程
3 智能化自動裝配線生產(chǎn)工藝
50T下缸體智能化裝配線流程如圖3所示。智能化裝配線中包含預(yù)裝部分和總裝部分。預(yù)裝部分由下缸體單體試漏、下缸體空心銷壓裝、平衡軸蓋與小瓦蓋配對組裝、螺栓擰緊、刻碼構(gòu)成。總裝部分由平衡軸蓋杯塞壓裝、平衡軸蓋試漏、下缸體鋼珠杯塞壓裝、下缸體螺堵擰緊、下缸體試漏及配對組裝構(gòu)成。生產(chǎn)過程中,部件搬運(yùn)均由機(jī)器人完成,各部分加工裝配數(shù)據(jù)的存儲分析傳遞由預(yù)裝、總裝工控計算機(jī)系統(tǒng)完成,有效防止不合格品與合格品混淆流出。50T下缸體智能化裝配線實現(xiàn)了機(jī)器人與機(jī)床自動運(yùn)行,在真正意義上實現(xiàn)了智能化生產(chǎn)。
50T下缸體智能化裝配線整個生產(chǎn)過程僅需要七人,所有工序運(yùn)轉(zhuǎn)均由機(jī)器人完成。50T下缸體智能化裝配線有五臺機(jī)器人、七位操作工,平均單件成品所需時間為85 s。手動裝配線需要20人操作,平均單件成品所需時間為95 s。可見,智能化裝配線在人員需求、時間效率方面有著很大優(yōu)勢。在人力資源管理方面,智能化生產(chǎn)大大減少對人力資源的需求。人員的操作難度也大大降低,安全因數(shù)較高。員工不需要重復(fù)搬動沉重的零部件,大大減輕了員工的工作負(fù)擔(dān),管理難度也大大降低。相較于傳統(tǒng)手動裝配線需要20人,自動化裝配線人員減少了65%。生產(chǎn)操作簡單化,新員工操作培訓(xùn)轉(zhuǎn)正所需時長也大大縮短。在零部件精度、質(zhì)量風(fēng)險控制方面,機(jī)器人精準(zhǔn)搬運(yùn)放置,減少了零部件搬運(yùn)過程中出現(xiàn)的損傷。機(jī)器人與機(jī)床配合,有效降低了漏工序的風(fēng)險。在智能化裝配線整個生產(chǎn)過程中,精密測量儀器對零部件進(jìn)行測量判定記錄,確保零部件的加工精度。手動裝配線與智能化裝配線比較見表1。
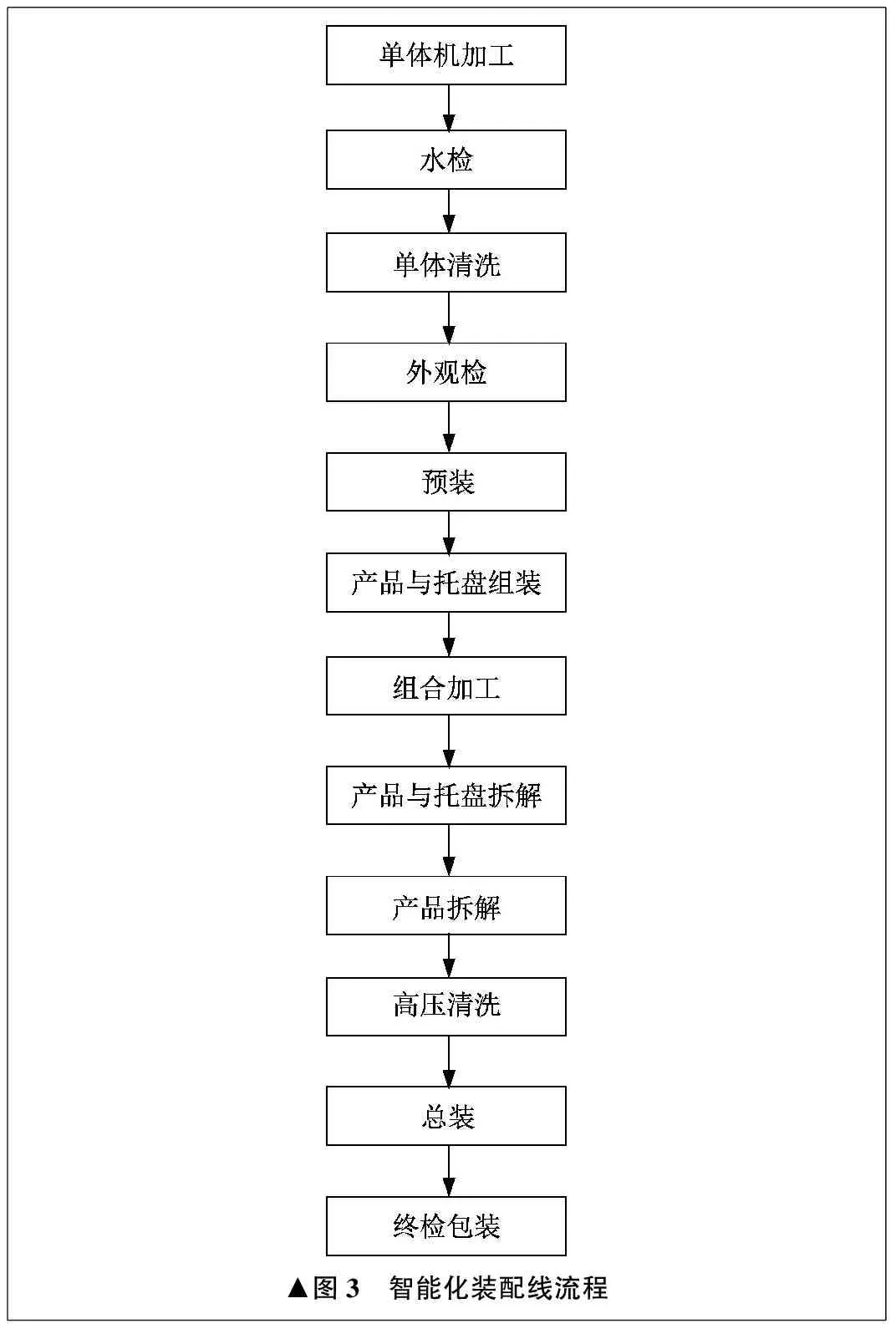
▲圖3 智能化裝配線流程
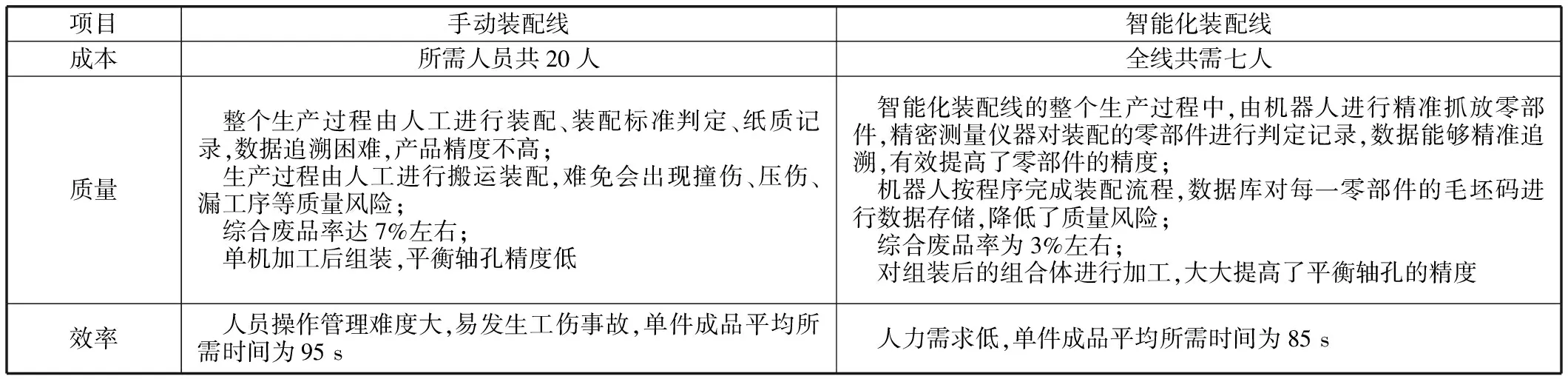
表1 手動裝配線與智能化裝配線比較
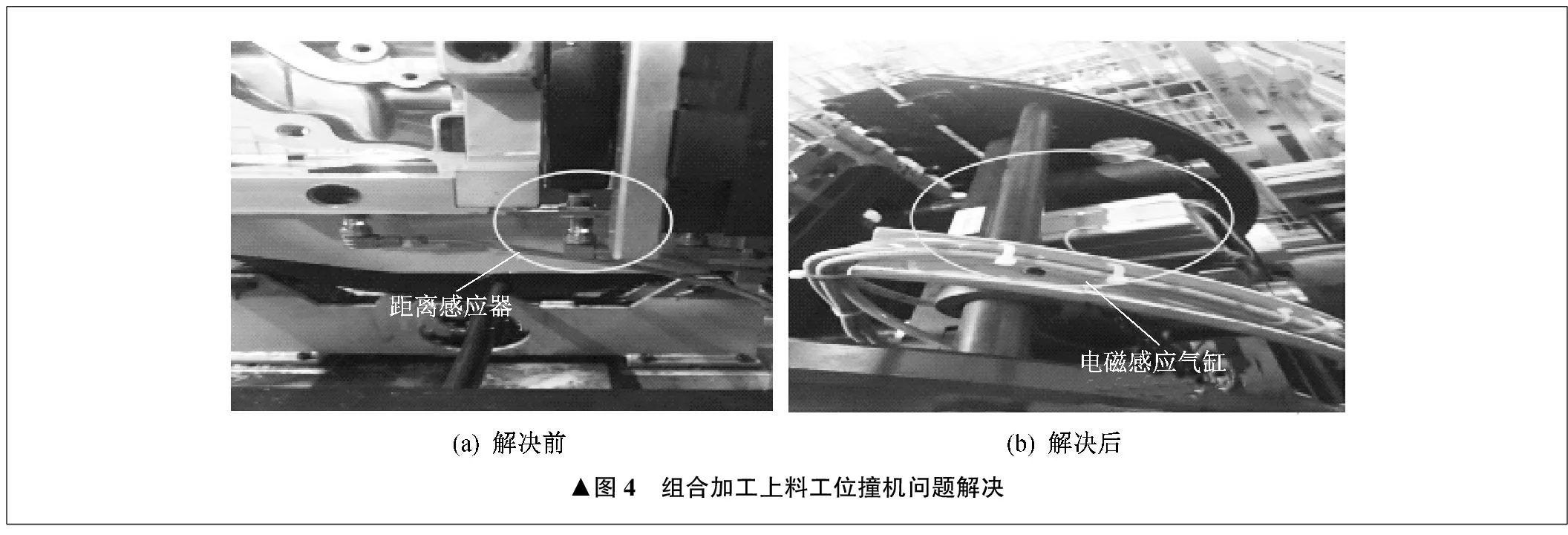
▲圖4 組合加工上料工位撞機(jī)問題解決
4 問題分析
4.1 組合加工上料工位撞機(jī)
氣缸頂起時,定位銷沒有插入托盤定位孔,但是到位信號合格,導(dǎo)致桁架下行抓料抓偏,撞機(jī)。經(jīng)研究發(fā)現(xiàn),由距離感應(yīng)器來判定托盤是否到位,精準(zhǔn)度不高,容易由于外部因素,如感應(yīng)器上有鋁屑等,造成誤判現(xiàn)象。
將原有距離感應(yīng)器更換為電磁感應(yīng)氣缸,如圖4所示,通過電磁感應(yīng)直接判定頂升氣缸是否到位,精準(zhǔn)度提高,減少由于定位銷沒有插到位導(dǎo)致的桁架撞機(jī)風(fēng)險,在消除安全隱患的同時延長桁架、托盤的使用壽命。
4.2 總裝杯塞壓裝深度不穩(wěn)定
總裝平衡軸蓋杯塞壓裝機(jī)的杯塞壓裝深度不穩(wěn)定,每班每天在終檢時至少有14%因杯塞壓裝深度問題需要處理。經(jīng)研究發(fā)現(xiàn),支撐缸和機(jī)臺共用一路氣源,由于氣源壓力低,液壓桿壓杯塞時,支撐缸支撐力不足,導(dǎo)致機(jī)臺定位銷偏移報廢,使平衡軸蓋杯塞壓裝深度變淺。
為了給支撐缸提供穩(wěn)定的壓力,為支撐缸單獨(dú)增加儲氣罐、調(diào)壓閥、增壓泵,提高支撐缸的壓力,100%避免因氣源壓力低所造成的報廢。
5 結(jié)束語
筆者對汽車下缸體智能化裝配工藝進(jìn)行研究,提出智能化裝配線生產(chǎn)問題改善方案,為智能化裝配線的連續(xù)穩(wěn)定運(yùn)行提供了有利保障,能有效減少人員需求,降低人工成本,控制裝配過程的工藝質(zhì)量,提高人員操作安全保障性。通過對50T下缸體智能化裝配工藝進(jìn)行研究,為建設(shè)智能化數(shù)控車間奠定基礎(chǔ),同時為智能制造發(fā)展提供參考。
猜你喜歡
軍事文摘(2022年19期)2022-10-18 02:41:14
小學(xué)科學(xué)(學(xué)生版)(2020年10期)2020-10-28 07:52:12
印刷工業(yè)(2020年4期)2020-10-27 02:45:52
中國化肥信息(2020年7期)2020-03-19 01:54:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
中國軍轉(zhuǎn)民(2017年6期)2018-01-31 02:22:28
中國交通信息化(2017年4期)2017-06-06 07:21:52
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
能源(2015年8期)2015-05-26 09:15:56