石英管環切機設計與實驗研究
2021-08-24 01:38:08羅亞南郭關柱李照存
機電產品開發與創新 2021年4期
羅亞南, 郭關柱, 李照存
(1.云南農業大學 機電工程學院, 云南 昆明 650201; 2.昆明沃特爾機電設備有限公司, 云南 昆明 650204)
0 引言
碲鋅鎘、鍺、砷化鎵等單晶材料是遠紅外探測器或輻射探測器發展的重要材料, 單晶材料具有特定的光電性質,適合制作高性能室溫γ 或X 射線探測器,而碲鋅鎘更是紅外探測器材料碲鎘汞的理想襯底材料, 上述單晶材料制備時,需要經過提純、封裝、混合、生長、檢測和切片等系列工藝,才能獲得真正可使用器件[1-3]。
制備過程中, 需要多次將原材料或是單晶成品用耐高溫高壓的石英管進行真空封裝, 從而多次需要將石英空管或填充了晶體錠的石英管切開[4]。 由于石英管壁面硬度較高且材料非常脆,切刀必須非常硬且高速旋轉,才可能實施切割;而石英管壁面又較薄,任何過大或不均勻壓緊力,均容易導致石英管碎裂,切割時極容易導致石英管破碎斷裂。
傳統采取人工切割方法,切割效率低,且稍有不慎,極容易導致石英管破碎斷裂, 造成嚴重損失, 且容易傷人。 雖然,現在市場也出現了一些管件切割設備,但大多切刀固定,由工件轉動,由于石英管的特殊性,通過夾緊石英來高速旋轉進行切割, 需要對石英管的加緊要求非常高, 故現實工作中難以通過夾緊石英來高速旋轉進行切割; 同時高速旋轉的石英管在夾緊過程中旋轉與切刀接觸實施切割時,石英管也非常容易出現破碎斷裂。
針對上述情況設計了一種石英管環切機, 采取環切方法,切割前調整石英管夾緊位置,保證石英管與旋轉環切機構的動力輸出軸在同一中心線上,兩者間不偏離。通過安裝高速旋轉的環切砂輪,繞石英管外圓旋轉,對石英管進行環形切割, 通過伺服進給機構調節環形切割砂輪的進給量實現單次環切的進給深度, 從而實現石英管均勻環切,避免石英管切割時破碎斷裂。
1 環切機設計要求與切割效率分析
石英管環切機用于切割石英管, 切割對象是高純度半導體用石英管,為最高化學純度、低氣泡率和低夾雜物含量的石英管材。
切割石英管的主要性能參數:密度為2.203g·cm-3,摩氏硬度為5.5~6.5,微小硬度(Micro Hardness)為8600~9800 N·mm-2,彈性模量為7.25×104N·mm-2(20℃時),扭轉彈性模量為3.0×104N·mm-2,壓縮強度為1150N·mm-2,泊松系數為0.17,彎曲強度為67N·mm-2,扭轉強度為30N·mm-2。
石英管環切過程不能出現碎裂, 是石英管環切機設計最重要的依據。 為了能正常環切石英管且獲得整齊的環切口,石英管環切機應符合下述條件:
(1)環切片狀砂輪的刃口硬度應高于石英管硬度。
(2)環切砂輪高速轉動并繞石英管旋轉時,旋轉速度應平穩,進給量應可調節。切割外徑φ40mm 和壁厚3.0mm石英管,單個切口的切割時間應不超過5min。
(3)環切機應有石英管加緊、石英管對中和安全防護功能。
石英管環切時,其最高切割效率ηC為:

式中:DC—環切砂輪外徑;nC—環切砂輪旋轉速度;δC—環切砂輪自身旋轉一圈的切削厚度。
石英管環切機切割石英管單個切口消耗的時間tC1為:

式中:ηFR—環切砂輪繞石英管旋轉切割時,單圈旋轉進給量。
上式(2)中,ηFR的最大值應符合切割效率低于最高切割效率原則。
環切砂輪選擇金剛石切割片,外徑為150mm,厚度為0.8mm。 金剛石摩氏硬度為10,遠高于石英管硬度,能夠切割石英管。 砂輪粒度為200, 其粒度對應粒徑大小為0.074mm。 忽略砂輪粒度不規則性。
環切石英管時, 考慮砂輪每分鐘繞石英管旋轉4 圈(即1 圈/15s),每圈進給量ηFR取值0.2mm。相關參數代入式(2),則切割外徑φ40mm 和壁厚3.0mm 石英管單個切口消耗的時間tC1為3.75min。
環切砂輪自身旋轉一圈的切削厚度取10%砂輪粒度,由式(1),則15s 內最大能切割外徑φ40mm 的厚度為10.4mm,該值大于石英管壁厚3.0mm,滿足切割效率要求。
2 環切機設計方案
2.1 機械設計方案
石英管環切機機械總體設計方案主要包括支架、安裝底板、石英管夾緊裝置、環切砂輪、砂輪旋轉頭、砂輪旋轉電機、安裝座、環切旋轉機構、環切旋轉機構底板、配重塊、連接板、固定法蘭和伺服進給機構等,見圖1、圖2。
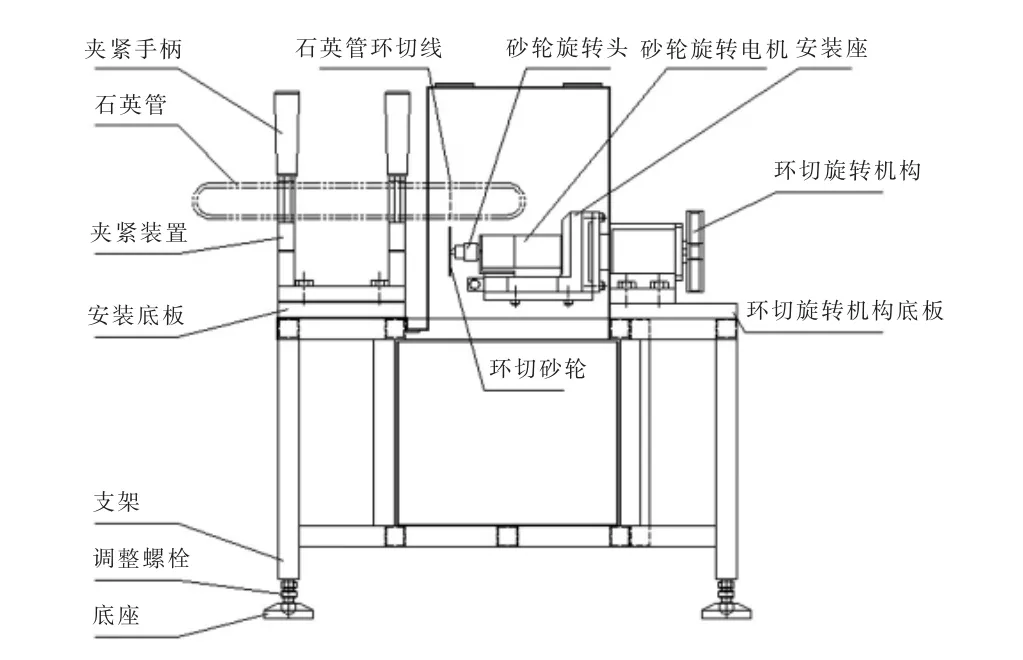
圖1 石英管環切機結構主視圖

圖2 石英管環切機結構俯視圖
圖1 中,支架的左側頂部安裝有安裝底板,安裝底板上安裝有石英管夾緊裝置, 支架的右側頂部安裝有環切旋轉機構底板, 環切旋轉機構底板上安裝有環切旋轉機構,環切旋轉機構的動力輸出端安裝有固定法蘭,連接板的中部安裝在固定法蘭上, 連接板的兩端分別安裝有配重塊與安裝座,安裝座上設置有一個滑槽,砂輪旋轉電機的安裝底座安裝在滑槽內, 伺服進給機構固定安裝在安裝座上,伺服進給機構與砂輪旋轉電機連接,砂輪旋轉電機的動力輸出軸上安裝有砂輪旋轉頭, 環切砂輪固定安裝在砂輪旋轉頭上。
石英管夾緊裝置包括石英管固定套、石英管壓片、石英管夾緊手柄, 所述的石英管固定套固定安裝在安裝底板上, 石英管固定套的套壁上沿圓周方向均勻的設置有螺紋孔, 石英管夾緊手柄通過螺紋連接的方式安裝在螺紋孔內, 石英管夾緊手柄位于石英管固定套內側一端安裝有弧形石英管壓片。
圖2 中,連接板上安裝有感應片,支架上安裝有與感應片匹配用于檢測環切砂輪環切石英管一周的行程開關,行程開關與控制器連接,控制器與環切旋轉機構的驅動裝置連接,控制器還與伺服進給機構、砂輪旋轉電機連接。
安裝座上安裝有用于防止環切砂輪切割飛出的砂輪罩。支架上安裝有保護罩,保護罩上開設有便于石英管伸入到其內的開孔,環切砂輪、砂輪旋轉頭、砂輪旋轉電機、安裝座于保護罩內。
2.2 電氣控制方案
石英管環切機的電氣控制方案主要包括電源、 步進電機控制器、步進電機、配套開關及電纜等,見圖3。
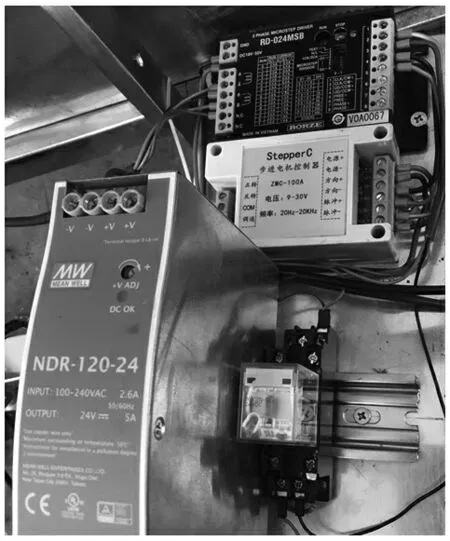
圖3 石英管環切機驅動控制方案
3 環切機切割實驗
實驗石英管環切機的切割性能時, 完成該機器連接和調試,見圖4。

圖4 石英管環切機實物
切割外徑φ40mm 和壁厚3.0mm 石英管夾緊開展切割實驗,實驗結果表明:環切進給量小且均勻可調,單個切口需要切割時間約為3.5min,切口連接光滑,未發生碎裂現象。
4 結論
針對人工切割石英管效率低, 且容易破碎斷裂的問題,基于環形切割均勻方法,設計了一種石英管環切機,切割前調整石英管夾緊位置, 保證石英管與旋轉環切機構的動力輸出軸在同一中心線上, 通過高速旋轉的環切砂輪,繞石英管外圓旋轉,對石英管進行環形切割,經伺服進給機構調節環形切割砂輪的進給量, 來控制單次環切的進給深度,從而實現石英管均勻環切,避免石英管切割時破碎斷裂。
本文開展了石英管環切機的設計要求分析和切割效率計算,確定了環切機設計方案,研制出環切機。 環切切割外徑φ40mm 和壁厚3.0mm 石英管時,環切進給量小且均勻可調,單個切口需要切割時間約為3.5min,滿足設計要求。
