曲軸軸頸損傷表面的激光熔覆再制造修復研究
2021-08-24 06:41:52景奉全
現代制造技術與裝備 2021年7期
景奉全 景 朔
(山東布洛爾智能科技有限公司,濟南 250200)
再制造技術主要是將損傷和報廢零部件當成毛坯,應用相關技術和工藝,使受損的零件恢復原有或者是近形尺寸,繼而使性能恢復或者超出原基材水平。激光熔覆屬于再制造期間應用極為合理的一項修復技術。它的應用優勢在于將熔覆層和基體冶金相結合,有利于合理控制熔覆層的稀釋率,且基體變形程度小。曲軸經過長時間運行會發生磨損、裂紋等問題。噴涂技術尚存在一些缺陷,存在界面結合強度較低、涂層中存在孔隙等問題[1]。激光熔覆技術因為能量密度高,有利于有效解決涂層中存在的缺陷,界面結合強度非常高。大部分研究人員專門對激光熔覆技術進行了有關探究,但由于激光熔覆曲軸期間為了獲取性能極佳的熔覆層,激光束運行軌跡應當和曲軸運行軌跡相符合,且保持速度恒定,操作難度較大。另外,熔覆時軸徑和曲柄臂之間的過渡圓角加工難度也較大,導致曲軸軸徑表面的研究較少。本文通過曲軸材料鋼樣件展開熔覆試驗操作,從熔覆層的顯微組織和硬度等方面入手,確保熔覆符合各項基本要求。
1 樣件激光熔覆
1.1 試驗設備以及材料
激光熔覆試驗主要以6 kW橫流CO2激光器為主,使用優化的激光熔覆工藝參數:激光功率表現為4 kW;掃描速度約為500 mm·min-1;光斑直徑為3 mm;焦距為30 mm; 進行多道搭接,搭接率為40%;預制粉末厚度為1 mm,不應用粘結劑;基體材料是鋼平板,熔覆使用熔性合金粉末。在進行激光熔覆前,要先使用砂紙打磨基體表面,再使用乙醇和丙酮進行清洗,確保徹底清除表面氧化皮和油污。鐵基和金粉末的化學成分,如表1所示。

表1 鐵基和金粉末的化學成分
1.2 試樣制備
首先,依照設定的尺寸切割熔覆層,制作成金相試樣,并研磨拋光。其次,因為熔覆層比基體抗腐蝕性強,可以采取4%的硝酸乙醇溶液腐蝕基體,并采用質量分數為25%的硝酸乙醇溶液腐蝕熔覆層[2]。最后,應用光學顯微鏡仔細查看熔覆層的顯微組織,檢驗熔覆層的纖維硬度。例如,當載荷為25 gf時,加載時間為5 s,測量3次取平均值。
1.3 熔覆層顯微組織
試樣件橫截面包含熔覆層、結合區以及基體。熔覆層組織極為密切,尚未出現裂紋和氣孔等現象。要想更好地呈現熔覆層和基體的結合方式與效果,需要掃描試樣件橫截面線,檢驗Cr元素的實際分布狀態。熔覆層和基體交界面處產生了元素擴散現象,表明熔覆層和基體之間達到了有效結合。熔覆層的組織變化依次表現為熔覆層和基體交界面處的胞狀晶、柱狀枝晶以及接近熔覆層表面的樹枝晶[3]。這主要是由于熔覆層的組織形態可以影響結晶方向上的溫度梯度和凝固速度比值。在熔池冷卻期間,熔覆層和基體交接位置逐漸增大。隨著熔覆層表面間距的縮減,比值下降。在合金成分條件下,熔覆層組織從以往的平面晶和胞狀晶轉變為樹枝晶。
2 曲軸連桿軸徑激光熔覆
2.1 計算分析軌跡
2.1.1 相關條件
在激光熔覆曲軸期間,曲軸連續軸徑主要以主軸徑中心線為基準進行相關的圓周運動。要想從連續軸徑表面獲取均勻性的熔覆層,需要符合以下要求。第一,激光頭到工件表面的距離不發生變化。第二,激光束和連桿軸徑相對運行速度處于恒定狀態。第三,在激光熔覆期間,必須確保激光束處于曲軸連桿軸徑的上面。
2.1.2 計算激光軌跡和光斑掃描速度
在激光熔覆曲軸連桿軸徑時,連桿軸徑繞著主軸頸圓心進行圓周運動,即不同時刻連續軸徑同一點處于不同的位置。激光束伴隨著軸徑的運動而運動,位于連續軸徑的最上方。在熔覆期間,主軸頸以相應的角速度轉動,使得曲軸連桿軸徑位置隨之發生變化。
為了在曲軸連桿軸頸表面獲得成分均勻且沒有缺陷的熔覆層,需要使激光束和曲軸連桿軸徑的相對運動速度恒定。在激光熔覆期間,連續軸徑位置處于不斷變化狀態,激光束一直處于連續軸徑的最上端。以激光熔覆過程軌跡舉例說明,激光束軌跡的圓心為A點,連桿軸頸運動軌跡的圓心為O點,此刻連桿軸頸的圓心為C點,設連桿軸頸的半徑為r,激光束軌跡的半徑為r2,連桿運動軌跡的半徑為rs,連桿軸頸中心線運動軌跡的半徑為r4。連續軸徑的半徑、連桿運動軌跡半徑以及連桿中心線運動軌跡的半徑差相等[4]。在相同時間段內,曲軸主軸頸、連續軸徑和激光束轉過的角度相同。在曲軸尺寸一定的情況上,相對運動速度和轉速有關,且曲軸主軸徑和激光束的轉速相同。因此,要想達到相對運動速度恒定,關鍵在于確保主軸和激光束保持良好的轉動速度。
在激光熔覆期間,掃描速度等其他參數一定時,隨著激光功率的增加,熔覆層高度也隨之升高。在熔覆曲軸連續軸徑期間,如果沒有合理匹配激光束和曲軸連續軸徑運行速度,將會使激光頭到工件表面的距離發生改變,進而使激光功率也發生變化,影響熔覆層外表[5]。如圖1所示,在激光束和曲軸連桿速度沒有匹配好的情況下獲取熔覆層圖片,可見熔覆層的厚度不具備均勻性,熔覆層位置2處的高度遠遠高于位置1。
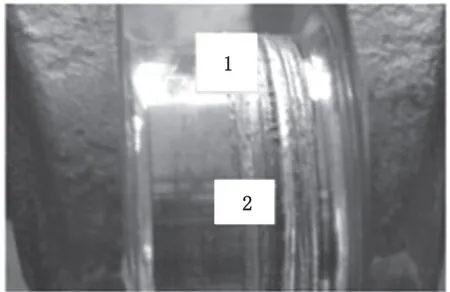
圖1 熔覆層宏觀圖片
2.2 激光熔覆曲軸連桿軸徑試驗
如圖2所示,在機床中固定曲軸水平,合理調整曲軸連桿軸徑位置,使其處于連桿軸徑運動軌跡的高處,并嚴格控制激光束到連桿軸徑表面之間的間距,使激光頭位于軸徑上端。從圖3可以看出,當軸徑通過激光熔覆后,熔覆層表面處于良好的均勻狀態,不存在裂紋現象。通過磨削加工操作后,軸徑表面光滑,未出現氣孔缺陷。
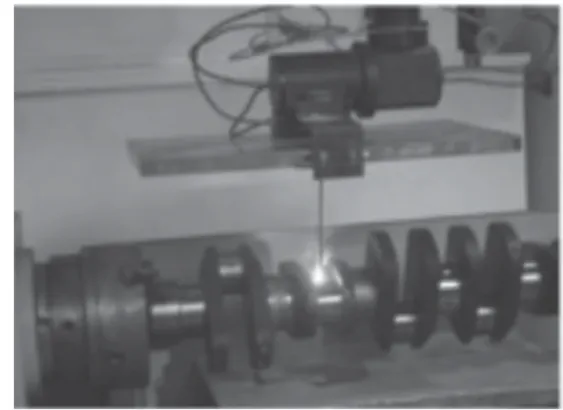
圖2 激光熔覆試驗圖

圖3 磨削加工以后的軸頸表面
3 結語
從以上論述來看,熔覆試樣塊內熔覆層和基體之間達到了良好的冶金結合,熔覆層組織不存在缺陷性問題,自身的硬度遠遠超過了基體。在進行激光熔覆曲軸連續軸徑作業期間,必須確保熔覆層符合標準要求,以確保熔覆的穩定性和準確性。
