沖壓高強板翻整鑲塊結構
2021-08-26 06:43:34李歡迎馬平山江鳳振
金屬加工(冷加工) 2021年8期
李歡迎,馬平山,江鳳振
長城汽車股份有限公司技術中心河北省汽車工程技術研究中心 河北保定 071000
1 序言
高強板的使用在很大程度上增強了車身骨架強度,但是難以有效控制精度。為了保證車身骨架精度,對高強板沖壓件的精度及尺寸提出了更高的要求,由于高強度鋼板成形性差、易回彈等特性,故需要多次、長期整改模具才能達到穩定狀態。
目前,在模具上普遍采用鑲塊拼接安裝結構來完成中通道、中通道加強板、B柱加強板等工件的翻邊和整形等工序。在冷沖壓模具設計過程中,通常采用試驗鑲塊,待調試穩定后,掃描試驗鑲塊進行復制,采用標準材質制作新鑲塊,試驗鑲塊會在后期報廢。試驗鑲塊、新鑲塊均需要加工、裝配、研合和調試,而且常規翻整分模線在R角中部,不利于控制回彈,項目開發周期長。高強板翻整鑲塊結構可節省試驗鑲塊,并將分模線設置在R角內側,直接采用標準材質制作鑲塊,縮短了模具開發周期。
2 常規鑲塊介紹
(1)常規鑲塊結構 常規普通鑲塊通過銷釘將鑲塊精準定位在模座上,其結構如圖1所示,通過螺栓將鑲塊緊固在模座上,由擋墻、鑲塊拼接面、鑲塊安裝面銷釘和螺栓控制鑲塊的6個自由度。

圖1 常規鑲塊結構
(2)常規鑲塊及工藝簡介 將上模翻轉180°后置于存放鋼管上,壓芯拆除,制件放在上模具內,常規鑲塊與制件貼合狀態如圖2所示。

圖2 常規鑲塊與制件貼合狀態
當制件發生回彈、制件邊緣最大變化量L在不同值時,整改對策也不同。常規鑲塊與制件貼合狀態下的截面A—A如圖3所示。

圖3 截面A—A
當制件回彈量L≤0.5mm時,在鑲塊擋墻及鑲塊底面追加墊片,研合完成后進行制件檢測,制件達標后將上模座原銷釘孔堵死,重新制作銷釘孔。
當0.5mm≤L≤2.0mm時,由于鑲塊螺栓過孔調節量最大為0.5mm,因此在鑲塊擋墻追加0.5mm墊片,焊接型面最小為1.5mm,利用最新細化數模程序,在數控機床上加工,然后在研合機床上研合,研合完成后進行制件檢測,制件達標后將上模座原銷釘孔堵死,重新制作銷釘孔。
當制件回彈量L>2.0mm時,由于此種情況鑲塊補焊量>1.5mm,所以會導致鑲塊變形量大。補焊量大不利于鑲塊自身強度,建議報廢原鑲塊,更換新鑲塊。
常規工藝分模線(見圖4)設計為翻邊面與壓料面的延長面的交線,故常規鑲塊、壓芯分模線設計在翻邊R角中部(截面B-B見圖5)。由于翻整分模線設計在翻邊R角中部,故翻邊鑲塊僅存在局部圓弧,在翻邊時翻邊R角懸空,翻邊應力釋放不穩定,制件回彈量失穩。

圖4 分模線示意

圖5 截面B—B
3 高強板翻整鑲塊簡介
(1)高強板翻整鑲塊結構 高強板翻整鑲塊在底面、背面、兩側面及兩個背面固定螺栓、兩個正面可調螺栓和一個正面固定螺栓的約束下滿足鑲塊剛體6個自由度的要求,將其固定在上模座。高強板鑲塊結構如圖6所示。
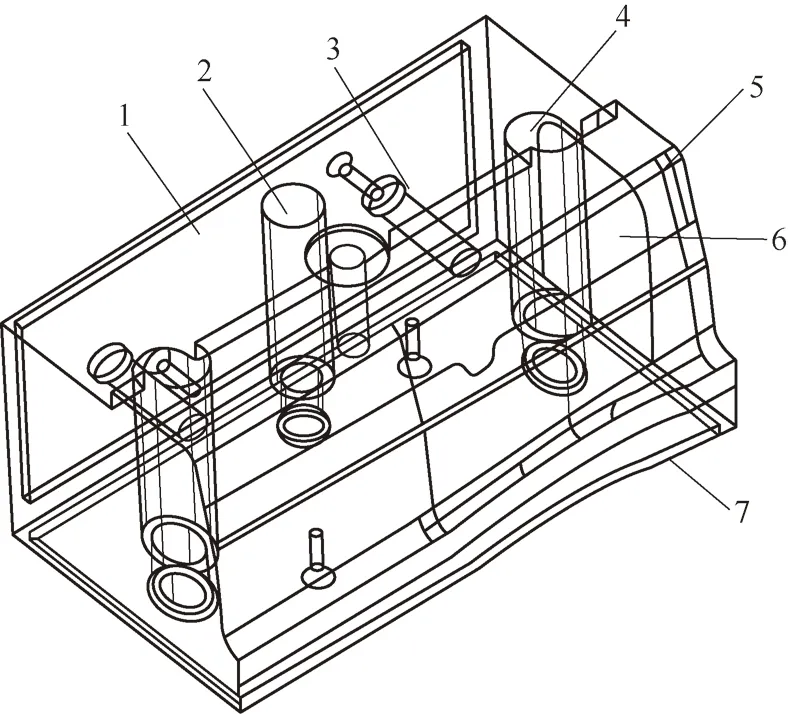
圖6 高強板鑲塊結構
高強板翻整鑲塊正面可調螺栓過孔4的調節量為±5mm,滿足鋼件大回彈量調整范圍。鑲塊正面固定螺栓過孔2直接設計并加工制作,但是在制件精度未達標前,其對應的上模座螺栓孔暫不制作,待制件精度合格后再進行加工制作。
鑲塊接觸單面背空區6的范圍如圖7所示,背空深度為1.0mm,目的是減少操作人員的驗配工作量,鑲塊另一側面擋墻不背空,目的是減少加工或研合工作量,并且便于與擋墻或擋鍵配合。背面墊板(見圖8)通過沉頭螺栓固定在上模鑲塊上,隨鑲塊一同移動。

圖7 背空區
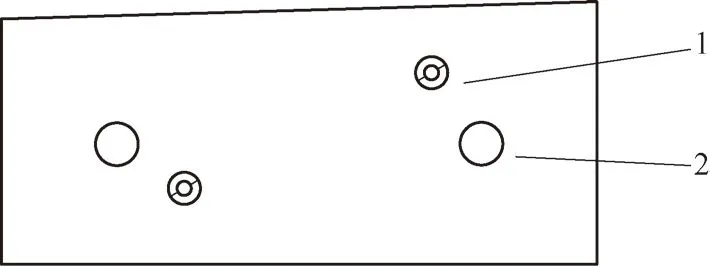
圖8 墊板
(2)高強板鑲塊及工藝簡介 高強板制件工藝分模線(見圖9)設計在R角近制件壓料面的平面根部,截面C-C如圖10所示。此設計可整形翻整鑲塊R角,防止制件R角根部壓合不實而導致的回彈問題。

圖10 截面C—C
鑲塊分模線在翻邊R角內側,故上模翻邊鑲塊包含整個R圓弧。在翻邊時翻邊R角被壓實,翻邊應力釋放得到了有效控制,故制件回彈得到有效控制。高強板鑲塊安裝在上模座上的斷面上,圖11所示斷面清晰直觀地表達了裝配關系。

圖11 斷面
鑲塊包含產品整個R角,在上模座加工鑲塊安裝面、擋墻面和鑲塊背面螺栓安裝過孔。此件為對稱結構,以其中一半為例,上模及鑲塊裝配如圖12所示。此高強板鑲塊沒有銷釘,減少了精密加工和標準件采購,操作人員拼裝方便,以左側上模座擋墻面為拼裝起點,從左到右依次拼裝到最右側鑲塊,然后安裝鑲塊擋鍵4,接著緊固鑲塊背面螺栓,再緊固正面螺栓。

圖12 上模及鑲塊裝配
4 結束語
常規鑲塊與高強板鑲塊優缺點對比見表1。

表1 常規鑲塊與高強板鑲塊優缺點對比
高強板鑲塊可實現在制件大回彈情況下,使鑲塊滿足調整空間的需求,無需試驗鑲塊的驗證,即可對厚板制件回彈進行有效控制;僅采用螺栓和擋鍵固定鑲塊,取消鑲塊銷釘的設計,減少了數控精加工工作量,僅使用內六角扳手即可拆卸鑲塊,便于操作人員拆裝;減少了標準件的采購,節約了制造成本,為后期高強厚板件的拉伸模具和后續翻整模具短周期項目提供了可借鑒的成功案例。
