漸開線內花鍵線切割返修定位找正實例詳解
2021-08-26 06:44:16范良成
金屬加工(冷加工) 2021年8期
范良成
浙江務成機械制造有限公司 浙江臺州 318017
1 序言
中大型零件因其體積大、質量重,在機械加工過程中,精基準通常選用自為基準。對于漸開線內花鍵這樣復雜的形狀,如何在線切割機床上以漸開線面為基準進行找正呢?下面用實例進行說明。
圖1 為TR50型礦用汽車輪邊行星減速器內齒圈結構,零件表面經輝光離子滲氮熱處理后,滲氮層深≥0.45mm,表面硬度>600HV(≈55HRC),凈重105kg,屬中大型薄壁零件。
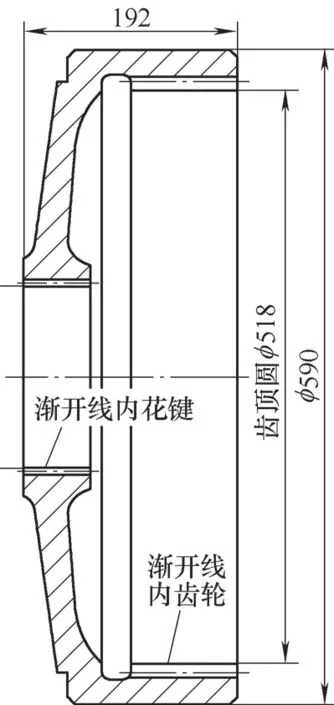
圖1 TR50型礦用汽車輪邊行星減速器內齒圈結構
在一次質量事故中,操作人員在插削漸開線內花鍵時,有7件內齒圈未將內花鍵棒間距M值插削至圖樣要求(見圖2,漸開線內花鍵參數見表1),比技術要求的最小值Mmin還小了0.2~0.4mm。離子滲氮后被檢出,質量部門要求將花鍵棒間距M值必須返修至圖樣尺寸,否則以工廢品處理。為挽回近20萬元的損失,對這批漸開線內花鍵進行返修。

圖2 漸開線內花鍵圖樣要求
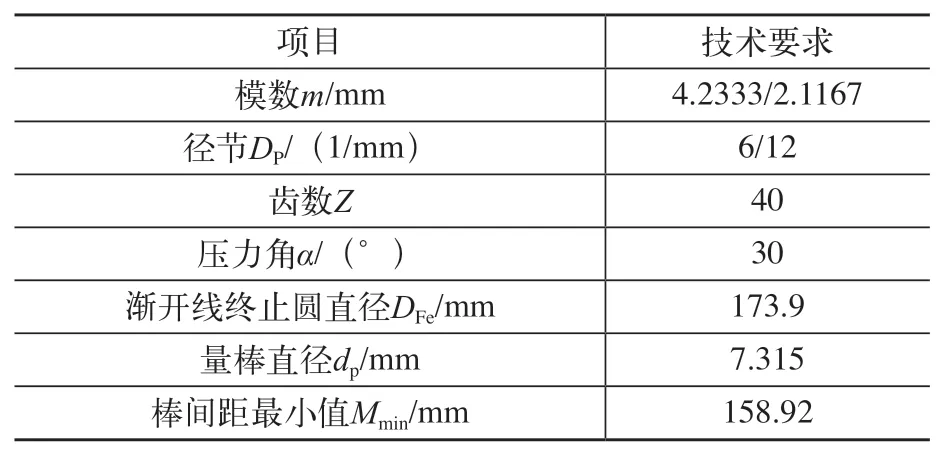
表1 漸開線內花鍵參數
2 返修方案選擇與技術難題
工件(內齒圈)經離子滲氮后表面硬度較高,直接重新插齒已不可能。因其他尺寸已加工至成品尺寸且屬薄壁零件,若退氮(退氮溫度高于滲氮及滲氮前的去應力回火溫度),則心部硬度必然有所降低,且會產生一定的變形,有可能導致徹底報廢,所以退氮后再插齒也不可行。內花鍵漸開線齒面僅剩0.05~0.1mm的金屬層未去除。若用線切割加工至圖樣要求,既能使漸開線齒面保留0.3mm以上的滲氮層,基本滿足正常使用條件,又不影響其他質量要求。因此,采用線切割返修是最可行的方案,但工件(內齒圈)屬中大型零件,體積大、質量重,花鍵形狀又復雜。如何在線切割機床上進行周向定位找正,使鉬絲能均勻地割除多余的金屬薄層,成了亟待解決的技術難題。
3 定位找正與線切割
假設工件(內齒圈)內花鍵已精確找正了周向位置,則其在線切割機床上的鉬絲行走軌跡(見圖3)可以在“CAXA線切割”軟件中設置,圖3中穿絲點和退絲點重合,設在內花鍵中心。鉬絲行走軌跡:從花鍵中心出發,沿齒形逆時針方向行走一圈再回到花鍵中心。圖4為線切割軌跡仿真截圖。

圖3 鉬絲行走軌跡
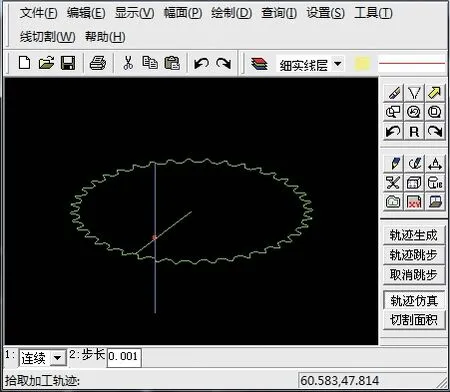
圖4 內花鍵線切割軌跡仿真
那么如何將工件內花鍵在線切割機床上精確地找正至圖3所示的周向位置呢?這是問題的關鍵。筆者采用如下辦法簡便且有效地解決了這個問題。
1)精確地測量出各問題產品內花鍵棒間距的實際尺寸M實(測量誤差控制在0.02mm以內)。已知M實后對漸開線進行反計算,求出下文“漸開線計算及齒形繪制”中筆者所理解的 “變位系數”。
2)利用求得的“變位系數”在“CAXA電子圖板”軟件中,繪制出一個與工件實際內花鍵齒面形成輕微過盈配合(過盈量約0.01mm)的外花鍵薄片,如圖5所示。棒間距是工件內花鍵棒間距的實際尺寸M實。該薄片花鍵是外花鍵,外花鍵薄片大徑的尺寸等于工件內花鍵漸開線終止圓的直徑,外花鍵薄片小徑比內花鍵小徑略小即可。
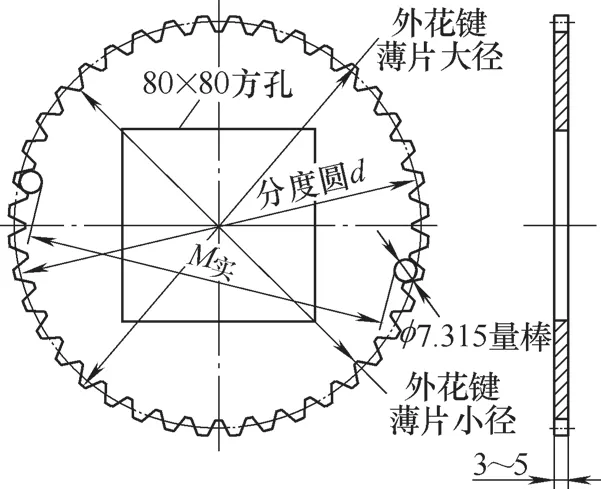
圖5 外花鍵薄片(鑲入工件內花鍵找正用)
3)將外花鍵薄片鑲入工件的內花鍵中,在線切割機床上利用80mm×80mm的方孔,分別單獨搖動十字工作臺,用杠桿百分表找正,此方法非常簡便且精度較高。分別在線切割機床的X、Y方向上沿方孔內壁來回移動找正,目的是使方孔內壁與十字導軌平行。周向找正(見圖6)后,再用鉬絲靠近方孔內壁產生火花確定位置的方法找到方孔中心(即花鍵中心)。最后取下薄片,按圖3所示的方法將工件內花鍵的齒形割至產品圖樣尺寸。為使其具備良好的裝配性,內花鍵棒間距割至中上公差為宜。
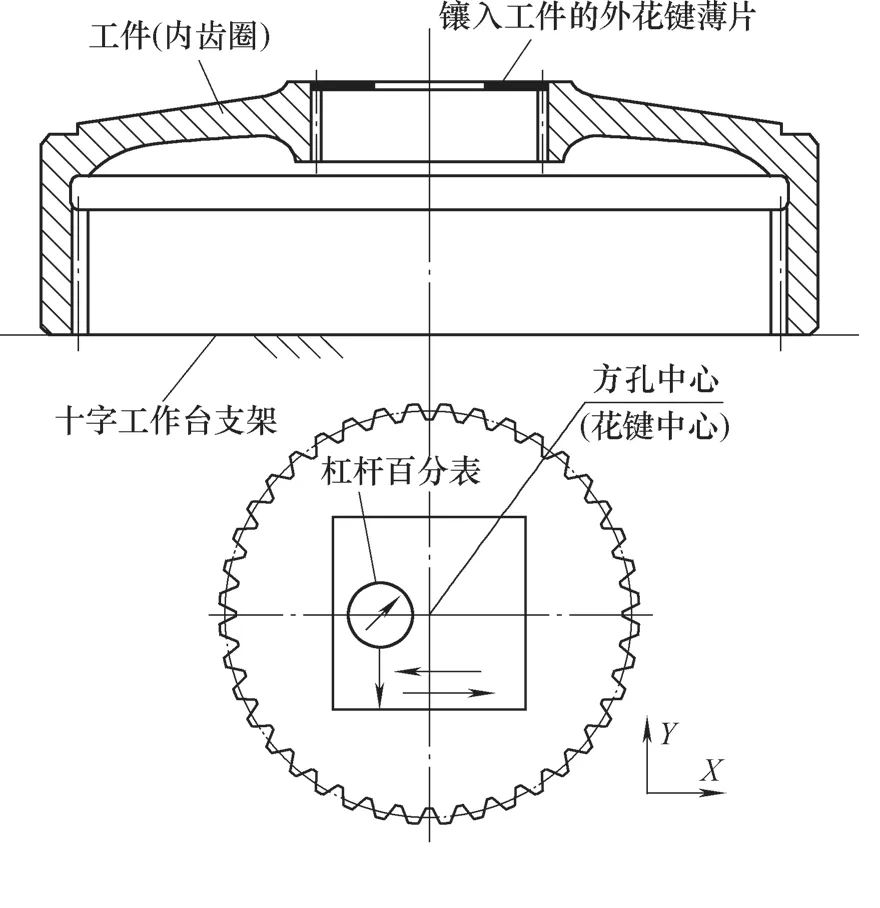
圖6 花鍵的周向找正
4 漸開線計算及齒形繪制
由圖7可知,變位系數x和齒厚、公法線長度、棒間距等存在一定的關系。若將標準齒輪理解成變位系數x為0的變位齒輪,而漸開線花鍵齒厚的上偏差或下偏差也理解成“變位”,只是這個“x”數值較小,則小數點位數應取多些。利用這個變位系數“x”按變位齒輪的相關計算公式,就能直接計算出棒間距最大值Mmax或最小值Mmin。即只要確定了模數m、齒數Z、壓力角α和變位系數x這4個參數,漸開線內花鍵齒形就隨之確定了。若再確定量棒直徑dp,則棒間距M也是確定的。
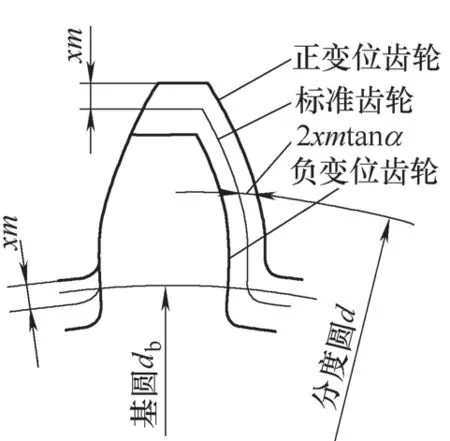
圖7 變位齒輪的齒形
(1)“變位系數x”的反計算實例 量棒中心所在圓的壓力角αM計算公式為

偶數齒時,棒間距M計算公式為

需要說明的是,式(1)和式(2)中有“±”或“?”處,上面的運算符號適用于外齒輪,下面的運算符號適用于內齒輪。
將已知的模數m、齒數Z、壓力角α、量棒直徑dp(見表1)和實際棒間距M實=158.52mm代入式(1)和式(2),可反計算出筆者所理解的內花鍵“變位系數x”=-0.0320621748。為提高計算精度,計算過程中小數點后保留盡可能多的位數,建議使用科學型計算器進行計算。
(2)齒形繪制實例 利用CAXA電子圖板里的“齒輪”命令進行漸開線齒形參數的設置,如圖8所示。最終線切割出一個外花鍵薄片(見圖5)。
在此應特別說明的是,計算實例中所得的“變位系數x”是負值,而圖8中輸入的x卻是正值。這是因為文獻[2]和CAXA軟件對內齒輪變位系數的正負規定相反。感興趣的讀者可以查閱相關文獻資料,本文在此不作介紹。工件內花鍵齒形同樣也可以按此方法計算并繪制而得。
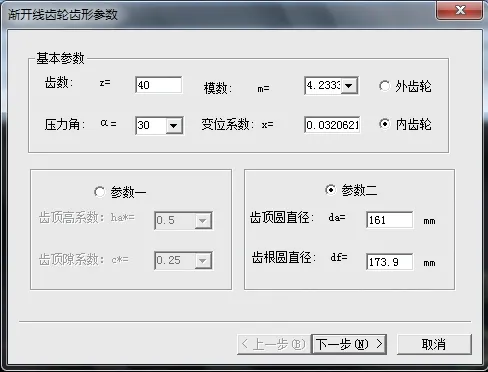
圖8 外花鍵薄片齒形參數設置
5 補充說明
若將圖7中的負變位齒輪理解成某標準外齒輪的上偏差齒廓,則此齒廓也可通過線切割軟件中“偏移量/補償值”的設置加工而出,但“偏移量/補償值”是公法線方向上的尺寸。
棒間距測量相比于公法線長度測量有以下兩點優勢。
1)對于同一齒輪,其棒間距公差帶寬度約是公法線長度公差帶寬度的1/sinα倍。公差帶寬度的關系即偏移量與球下沉量的關系,如圖9所示。
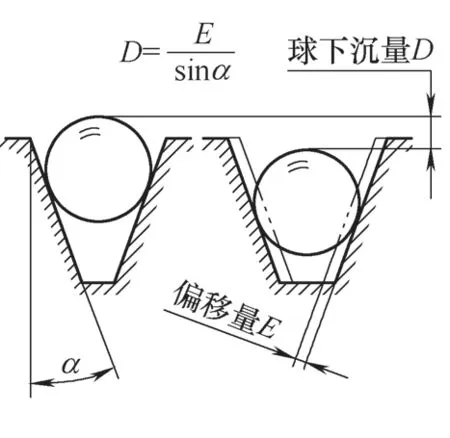
圖9 偏移量與球下沉量的關系
2)因花鍵齒頂高系數ha*一般是0.5,有的花鍵公法線測量點(量具卡腳與齒廓切點)會趨近齒頂圓或齒根圓角,導致測量不便,可能產生較大誤差。因此內花鍵采用棒間距測量是更為方便和準確的。
6 結束語
本文所討論的方法是根據實際棒間距M實進行反計算而繪制出的齒形,其精度高,可操作性強。工件(內齒圈)經此方法線切割返修成功,挽回了損失。此方法實為自為基準找正的一個靈活應用。
