液壓支架千斤頂附件的焊接工藝研究
2021-08-26 07:49:48王德印凡乃峰印文才白海明
電焊機 2021年7期
關鍵詞:焊接
王德印 凡乃峰 印文才 白海明





摘要:為避免千斤頂附件(通液座)焊接對精加工后的缸筒內孔尺寸和圓度造成影響,從增加剛性拘束、預留反變形和控制焊接熱輸入等角度研究適用于精加工后缸筒附件焊接的生產工藝。研究表明:僅采用I=140~160 A、U=20~22 V、v=210~230 mm/min的小規范MAG焊接工藝,無法保證產品質量,缸筒內孔依然會出現最大0.3 mm的焊接變形;采用小規范焊接并借助拘束工裝預制0.8~1.2 mm橫向反變形,則可以有效控制焊接變形,保證缸筒內孔尺寸和圓度均符合設計要求。
關鍵詞:液壓支架;缸筒附件;焊接;反變形;內孔尺寸和圓度
中圖分類號:TG457.2? ? ? 文獻標志碼:B? ? ? 文章編號:1001-2003(2021)07-0089-04
DOI:10.7512/j.issn.1001-2303.2021.07.17
0? ? 前言
千斤頂缸筒外部焊接通液座是一種常見的千斤頂通液結構,受焊接熱循環的影響,焊后通液座的缸筒內孔會發生變形并導致尺寸超差。而千斤頂是液壓支架中負責動力輸出的關鍵零部件,為保證液壓支架可以按設計要求實現支架升降及各功能部件伸出、收回等動作,千斤頂缸筒和活塞之間的配合間隙需要達到非常高的精度。為避免焊接熱循環對配合間隙造成影響,通常將通液座、接頭座等附件放在缸筒精加工之前拼焊。近期,鄭州煤礦機械集團股份有限公司接到一批薄煤層液壓支架訂單,根據產品結構和性能特點要求,該批產品抬底千斤頂的外缸結構與傳統結構有所不同,如圖1所示。
由圖1可知,用于上腔通液的通液座與缸口之間的距離為30 mm,在刮滾內孔和車削缸口螺紋時,該通液座會影響缸筒在機床上定位。因此,必須將通液座放在刮滾內孔并車削好缸口各內孔尺寸后拼焊,由此引起的焊接變形可能會導致缸口密封面圓度超差,進而導致導向套靜密封在圓周方向的配合間隙不一致、承受不均勻的壓應力,進而增大外缸與導向套靜密封處漏液的概率、影響產品壽命。因此,有必要研究出一套適用于精加工后缸筒附件焊接的生產工藝來指導生產。
1 試驗材料
試驗缸筒所用原材料及加工方法如表1所示。
2 試驗方案
2.1 焊接工藝
缸筒通液座的焊接采用熔化極活性氣體保護焊,直流反接,焊接材料為ER50-6(φ1.2),保護氣體類型為M21[φ(Ar)80%+φ(CO2)20%]混合氣體,為盡量降低焊接熱輸入,試驗采用小規范焊接,具體焊接參數如表2所示。
2.2 拘束工裝設計
遵循焊接工藝的預防變形原則,從增加剛性拘束、預留反變形和控制焊接熱輸入值等角度入手,設計適用于精加工后缸筒附件的焊接工藝。
首先,根據液壓千斤頂缸筒的特殊結構,設計專用的拘束工裝,如圖2所示。
該拘束工裝由仿形卡套、拘束螺栓和鎖緊螺母三部分組成。
仿形卡套采用Q690(δ50)高強鋼下料而成,寬度為D(缸筒外徑)+100 mm,高度為D(缸筒外徑)+50 mm+50 mm,設置一個半徑與缸筒外圓半徑R相當的內凹圓形結構與缸筒匹配,在兩側面板厚中心處與內凹圓心等高的位置分別有一個M30內螺紋孔;拘束螺栓和鎖緊螺母共兩組,分別與仿形卡套上的兩個M30內螺紋孔匹配使用。
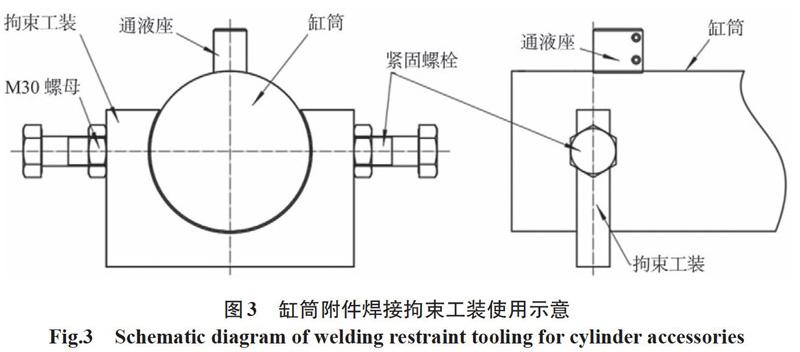
使用時,首先將缸筒穿入工裝中的內凹圓并調整位置,使拘束工裝位于待拼焊附件下方靠缸口一側,同時保證拘束工裝的螺紋孔中心連線經過缸筒中心并垂直于待拼焊附件中心點與缸筒中心連線,具體如圖3所示;然后,同步擰緊兩側緊固螺栓給缸筒施加拘束,直至拘束量達到要求;最后,依次旋緊兩側的M30螺母并使之貼緊拘束工裝端面,形成有效的雙螺母鎖緊;保證外加拘束的可靠性和穩定性。
2.3 反變形方案
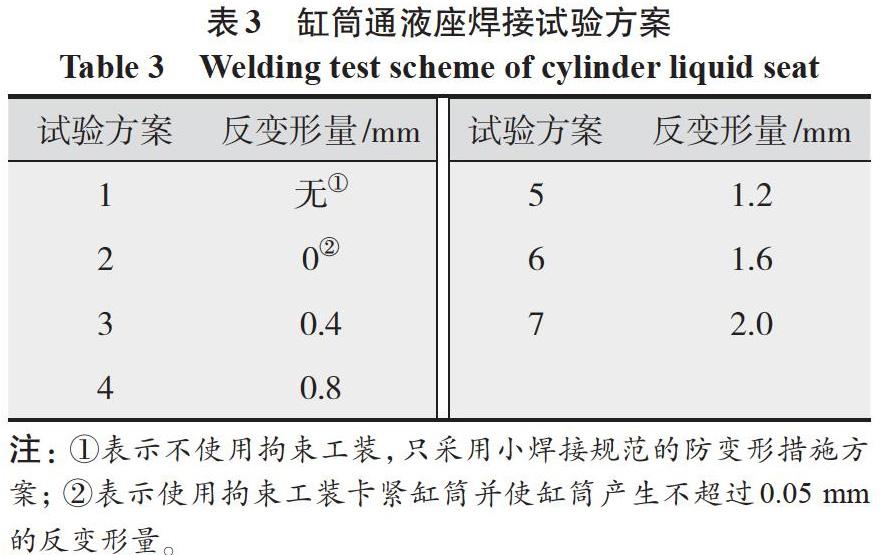
采用拘束工裝,在預熱前按表3所示對缸筒施加拘束并預制反變形。各組方案反變形量的精確度,通過反變形前后用內徑表測量缸筒橫向內徑差值來保證。
3 結果分析
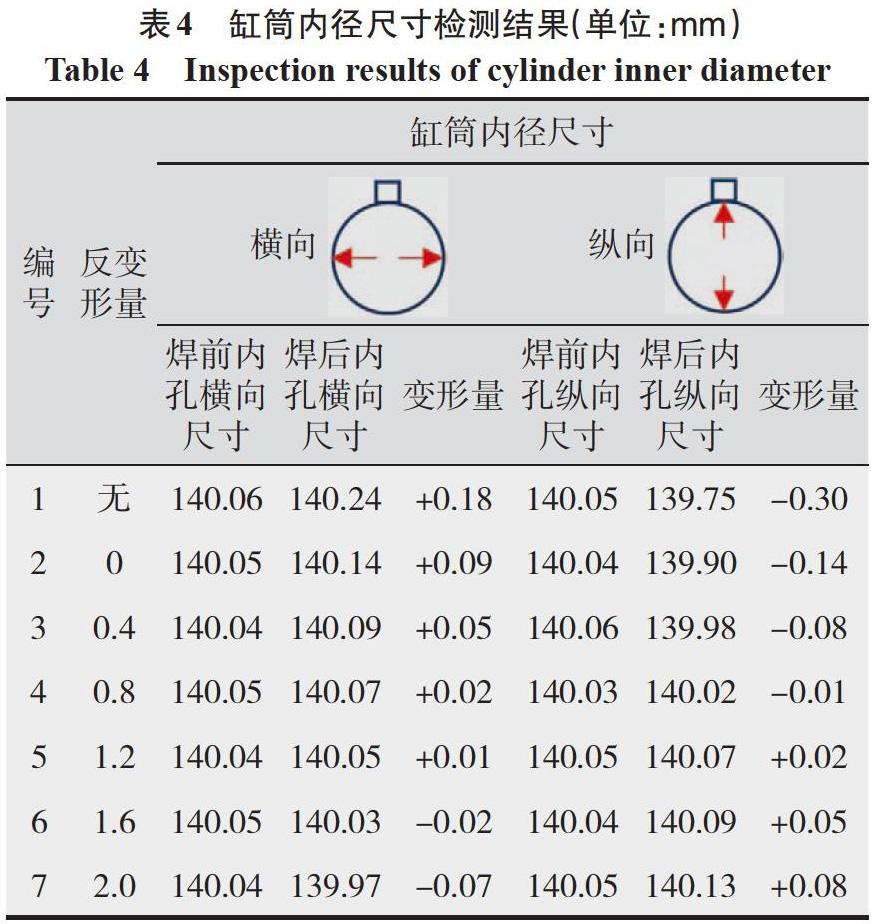
按照上述各組方案,分別對缸筒通液座進行焊接試驗。預熱前,在缸筒內壁距離缸口25~35 mm位置處沿橫向和縱向分別用記號筆做點狀標記,并用內徑表按標記點分別檢測各組缸筒橫向和縱向內徑尺寸;焊接完成并冷卻至室溫后,撤去各組拘束工裝,再次檢測各標記點處的內徑尺寸,檢測結果如表4所示。
根據表4數據,繪制缸筒焊接通液座前后內孔變形量及缸筒內徑尺寸隨反變形量的變化趨勢,如圖4、圖5所示。其中,第1組樣本點表示采用方案1所得試驗數據,為了便于對比,該組樣本點所對應的橫坐標值設為-0.1 mm。
由圖可知,焊接變形曲線整體呈現先降低、后升高的趨勢,尤其是前兩組樣本數據所示區域,曲線呈現明顯的下降趨勢。這表明僅采用小規范焊接措施無法有效避免缸筒焊接變形,仍然出現了內孔橫向膨脹0.18 mm、縱向收縮0.3 mm的“ 扁缸 ”現象,而采用小規范焊接、配套使用拘束工裝則可以更加有效地避免缸筒因焊接通液座而出現的焊接變形,這是因為在沒有任何拘束措施條件下焊接通液座,焊縫及熱影響區的基體金屬先在焊接熱輸入的作用下出現局部的向心力、徑向形變。隨著熱源移動,高溫區冷卻,缸筒局部收縮,在焊接通液座的位置及周圍區域的缸筒母材中產生向心應力,進而造成缸筒內孔在縱向上出現收縮變形,同時在橫向上出現了一定的膨脹變形,雖然采用小規范焊接可以降低熱輸入、減小焊接應力,但卻無法完全消除焊接應力,缸筒依然出現了一定程度的“ 扁缸 ”現象;采用拘束工裝施加橫向外部拘束后,焊接冷卻階段缸筒的橫向變形被抑制,該抑制效應通過缸筒宏觀彈性應力反作用于缸筒縱向的向心應力,并在焊縫區域形成三向應力場抑制缸筒基體金屬中的收縮應力,進而降低焊接過程對缸筒內孔尺寸的影響,但是在外部拘束撤去后,缸筒的宏觀彈性應力得到釋放,在彈性應變作用下橫向和縱向內徑尺寸依然會出現變化。因此,只有預制合適的反變形,才能有效抑制焊接應力并抵消缸筒彈性變形。
根據第3~7組試驗結果可知,隨著預制反變形量增大,缸筒內孔橫向膨脹變形逐漸減小并在預制反變形為1.2 mm時達到最小值、縱向收縮變形在預制反變形為0.8 mm時達到最小值,結合圖5可以看出:當預制反變形量為0.8~1.2 mm時,缸筒內徑尺寸在兩個方向上均在合格范圍內;而當預制反變形超過1.2 mm后,缸筒焊接通液座后內孔在橫向和縱向均出現了不同程度的殘留反變形。由圖5可知,在反變形為1.6 mm時,缸筒縱向尺寸已經超出上偏差線、出現了不合格品,這是因為過量的反變形使缸筒局部區域在達到彈性應變基礎上產生了過多的塑性變形,已經超過了通液座焊接應變所需的有效抵消量,因而以殘余反變形的形式表現出來。
綜上所述,在焊接通液座前,采用拘束工裝對缸筒施加橫向拘束并預制0.8~1.2 mm的反變形,匹配小規范MAG焊工藝,可以有效避免因焊接通液座而導致的缸筒變形,保證缸筒內孔尺寸和圓度符合設計要求。
4 結論
通過設計拘束工裝、預制反變形、匹配小焊接規范等措施,解決精加工后千斤頂缸筒因焊接通液座而導致的變形問題,并得出結論:(1)僅采用焊接電流I=140~160 A、焊接電壓U=20~22 V、焊接速度v=210~230 mm/min的小規范焊接措施,缸筒內孔仍然會出現“ 扁缸 ”現象,最大變形量可達0.3 mm。(2)采用小規范焊接并借助拘束工裝預制0.8~1.2 mm的橫向反變形,可以將缸筒因焊接通液座而導致的變形量控制在0.01~0.02 mm,保證缸筒尺寸和圓度均符合設計要求。
參考文獻:
李恒乾,汪聲援,李海燕,等.液壓油缸缸筒缸底組焊后內徑變形研究[J].煤礦機械,2020,41(3):37-40.
郭德禮,趙忠剛.大型液壓支架立柱缸筒與缸底焊接變形分析與控制措施[J].科技與企業,2015(11):148.
賴鵬彬,李嫄.缸筒與耳軸的配合間隙對焊接變形的影響[J].南方金屬,2014(4):56-58.
朱江.焊接變形的控制和預防[J].電焊機,2009,39(8):90-93.
李臣陽,蘭志宇,程相榜,等. 液壓支架立柱千斤頂失效分析及預防措施[J],煤礦機械, 2020,41(2):146-148.
猜你喜歡
現代商貿工業(2016年14期)2016-12-27 16:36:43
科教導刊·電子版(2016年30期)2016-12-26 16:43:00
現代商貿工業(2016年21期)2016-12-26 16:18:47
新教育時代·教師版(2016年30期)2016-12-05 10:10:20
新教育時代·教師版(2016年33期)2016-12-02 22:34:26
中國科技博覽(2016年22期)2016-11-01 15:06:27
科技視界(2016年22期)2016-10-18 15:39:28
科技視界(2016年21期)2016-10-17 19:54:05
企業導報(2016年11期)2016-06-16 15:47:07
企業導報(2016年8期)2016-05-31 18:40:49
