復合材料內部加筋結構盒式肋成型技術研究
2021-08-27 02:11:56李鋒,袁超,陳靜
科技與創新 2021年16期
李 鋒,袁 超,陳 靜
(1.海裝駐北京地區第五軍事代表室,北京101300;2.中國航空制造技術研究院復材中心,北京101300)
復合材料具有比強度高、比剛度大等優點,已成為航空航天領域重要的輕量化結構材料。隨著復合材料成型技術的不斷發展,復合材料用量已成為衡量航空飛行器先進性的重要指標之一[1-2]。
為了提高復合材料的利用率,充分發揮復合材料的可設計性和整體成型的優點,越來越多的復合材料零件選擇了帶筋條結構以保證零件剛度,減輕零件重量。復合材料內部加筋結構盒式肋就是一種結構效率很高的整體成型零件,但成型這種肋難以保證零件內部筋條的位置精度和內部質量。考慮到對加筋結構盒式肋內部筋條的加壓問題和脫模問題,在已有的復合材料內部加筋結構盒式肋成型技術中,往往采用橡膠模具等選擇熱膨脹成型。如何解決復合材料內部加筋結構盒式肋的熱壓罐成型,在保證零件內部質量和型面精度的同時,提供操作簡便、高效率的技術方法和模具,是一個難題[3]。
本文研究的復合材料內部加筋結構盒式肋成型技術,創新地提出了滑動式加壓的分體組合模具,研究了預浸料鋪疊密實程度、成型壓力對零件最終成型質量的影響,為型面復雜的內部加筋結構盒式肋的成型提供了新的解決方案。
1 零件結構特點
某型號復合材料肋為內部加筋結構盒式肋,如圖1所示,零件外形呈水滴狀,盒式肋內部有兩處加筋結構,肋橫截面呈“C”形,屬于封閉盒式肋。

圖1 內部加筋結構盒式肋示意圖
1.1 工藝難點分析
復合材料內部加筋結構盒式肋外形復雜,封閉盒式肋R角處纖維變形大,鋪疊困難。同時,若采用整體成型,內部兩處加筋結構難以在盒式肋成型過程中充分加壓,容易存在孔隙等缺陷;若采用分步成型,則增加制造成本與零件重量。另外,如何保證成型過程中內部筋條的定位精度,也是一個工藝難點。由于上述復合材料內部加筋結構盒式肋內部呈復雜曲面,筋條難以在成型過程中尋找定位基準,造成內部兩處加筋結構偏移。
1.2 工藝方案設計
對于本文描述的復合材料內部加筋結構盒式肋,設計了一套組合工裝,如圖2所示。
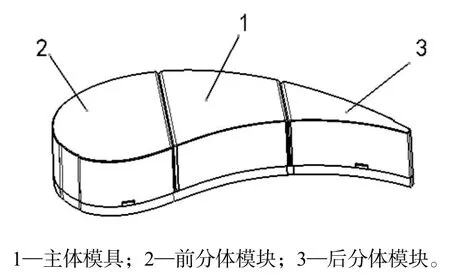
圖2 成型模具示意圖
前后分體模具組裝在主體模具上。將前后分體模塊從主體模具上取下后,主體模具如圖3所示。
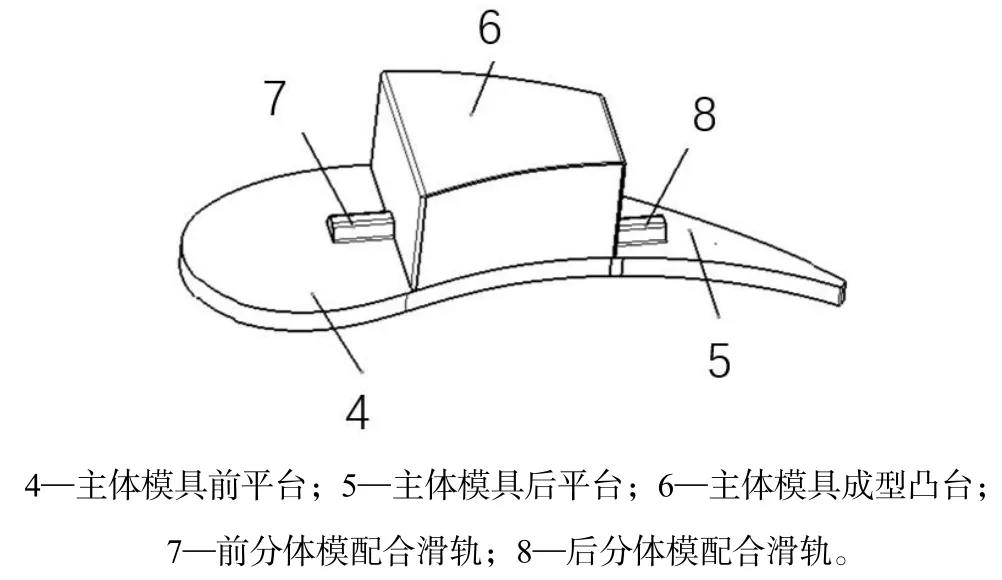
圖3 主體模具示意圖
前分體模和后分體模可以通過前分體模配合滑軌及后分體模配合滑軌在主體模具上進行相對滑動,從而完成熱成型過程中對內部加筋結構的加壓過程。
在零件成型過程中,先分別在前分體模、后分體模和主體模具成型凸臺上進行預浸料鋪疊,鋪疊完成后,將前分體模和后分體模組裝在主體模具前平臺和主體模具后平臺上,然后再進行零件外層預浸料的鋪疊,鋪疊完成后封裝,最后放入熱壓罐成型。
對于本文研究的復合材料內部加筋結構盒式肋,設計了一套可以通過滑軌相對滑動的分體組合工裝,實現了復合材料內部加筋結構盒式肋的鋪疊和成型過程。
2 預浸料鋪疊密實程度對成型質量的影響
在零件鋪疊過程中,研究了預浸料鋪疊密實程度對成型質量的影響,選擇了每鋪1/2/4/8層抽一次真空,每次抽真空20 min的方法,成型后的零件通過金相法測試零件孔隙率,實驗結果如表1所示。
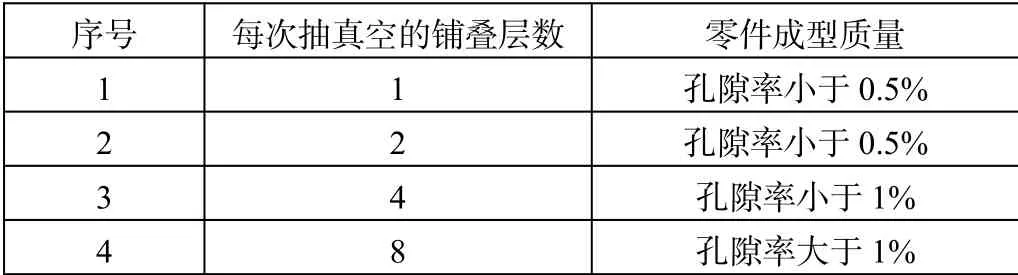
表1 預浸料鋪疊密實程度對成型質量的影響
從表1中可以看出,每鋪1層預浸料及每鋪2層預浸料進行一次抽真空操作,所得零件孔隙率低,成型質量好;每鋪4層預浸料進行一次抽真空操作,所得零件的孔隙率有所升高;每鋪8層預浸料進行一次抽真空操作,所得零件的孔隙率明顯升高,內部質量變差。因此,對于本文描述的復合材料內部加筋結構盒式肋,預浸料鋪疊越密實,零件成型質量越好。考慮到操作及成本,建議每鋪2層預浸料進行一次抽真空操作。
3 成型壓力對成型質量的影響
成型壓力對零件的成型質量影響較大,在本文描述的復合材料內部加筋結構盒式肋熱壓罐成型過程中,研究了成型壓力對零件質量的影響。分別選擇了加壓0.4 MPa、0.5 MPa、0.6 MPa、0.7 MPa、0.8 MPa進行實驗,成型后的零件通過金相法測試零件孔隙率,實驗結果如表2所示。
從表2中可以看出,當成型壓力在0.5 MPa以下時,零件內部壓力傳遞不均勻,零件成型后孔隙率較高,內部質量較差;當成型壓力為0.6 MPa時,零件內部質量隨著成型壓力的提高有所改善;當成型壓力大于等于0.7 MPa時,零件壓力能有效保證零件在熱成型過程中的壓實,從而使得孔隙率角度、內部質量較好。因此,對于本文描述的復合材料內部加筋結構盒式肋,在一定范圍內,成型壓力越大,零件成型質量越好。考慮到設備及生產成本,建議選擇成型壓力0.7 MPa。
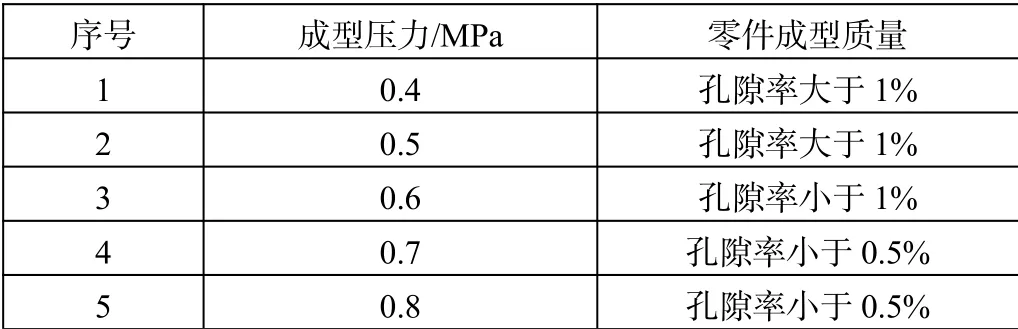
表2 成型壓力對成型質量的影響
4 驗證
采用本文所述工藝方案及工裝,選擇中溫環氧預浸料鋪疊,熱壓罐成型后的復合材料內部加筋結構盒式肋外型、外觀、內部質量檢驗合格,能滿足設計技術要求,已在某型號上得到驗證和應用。
5 結論
對于復合材料內部加筋結構盒式肋,設計了一套可以通過滑軌相對滑動的分體組合工裝,實現了復合材料內部加筋結構盒式肋的鋪疊和成型過程。
對于本文描述的復合材料內部加筋結構盒式肋,預浸料鋪疊越密實,零件成型質量越好。考慮到操作及成本,建議每鋪2層預浸料進行一次抽真空操作。
對于本文描述的復合材料內部加筋結構盒式肋,在一定范圍內,成型壓力越大,零件成型質量越好。考慮到設備及生產成本,建議選擇成型壓力0.7 MPa。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
哲學評論(2021年2期)2021-08-22 01:53:34
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
中華詩詞(2019年7期)2019-11-25 01:43:04
中國生殖健康(2019年2期)2019-08-23 08:12:08
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
汽車觀察(2016年3期)2016-02-28 13:16:26
現代企業(2015年9期)2015-02-28 18:56:50
