SPR技術(shù)板材開裂問題的分析研究
2021-08-28 12:28:42閆旭東
汽車工藝師 2021年8期
閆旭東
北京奔馳汽車有限公司 北京 100176
半空心自沖鉚接(Semi-Tubular Punch Riveting)屬于機械連接,業(yè)內(nèi)簡稱SPR技術(shù),在汽車領(lǐng)域很早就得到了應用。由于沒有熱輸入,可以有效地規(guī)避熱連接所帶來的板材變形等問題,同時可以應用于異種材料的連接,是汽車車身中最常用的連接方式之一。
在實際生產(chǎn)中,由于SPR技術(shù)實現(xiàn)了異種金屬的連接,尤其是鑄鋁件很容易因為高壓而開裂,因此對于鑄鋁件的各項性能指標要求很高。本文力求從材料、參數(shù)以及鉚點位置等相關(guān)方面探索板材開裂的原因及相關(guān)的預防辦法。同時,也對板材進行了一定的探究,通過試驗來解決生產(chǎn)中出現(xiàn)的問題。
如圖1所示,板材開裂及鉚點開裂,會影響鉚點周邊的材質(zhì)狀態(tài),導致強度關(guān)系最大的咬邊出現(xiàn)問題,屬于較為嚴重的質(zhì)量問題。因為SPR鉚點經(jīng)常是配合涂膠工藝發(fā)揮作用,因此在涂膠工藝出現(xiàn)問題時,鉚點的強度更需要得到保證。

圖1 板材開裂典型展示
板材對開裂的影響
在實際生產(chǎn)中,我們經(jīng)常遇到由半空心自沖鉚帶來的板材開裂問題,半空心自沖鉚的鉚接壓力較大(一般壓力都在70kN左右),因此對于板材的一些要素要求是非常高的。如圖2所示,我們選取了與開裂零件總成同一個批次的零件進行研究分析,由于同一批次零件由相同的條件鑄造而成,因此對于我們材質(zhì)分析,有普遍意義。

圖2 選取的研究板材批次
借助供應商實驗室及我們現(xiàn)場的設備,進行了一系列的檢測試驗,對于可能造成板材開裂的因素進行了逐次分析如下。
1.X-Ray檢測試驗
如圖3所示,通過X-Ray檢測后發(fā)現(xiàn)沒有可見的壓鑄缺陷。
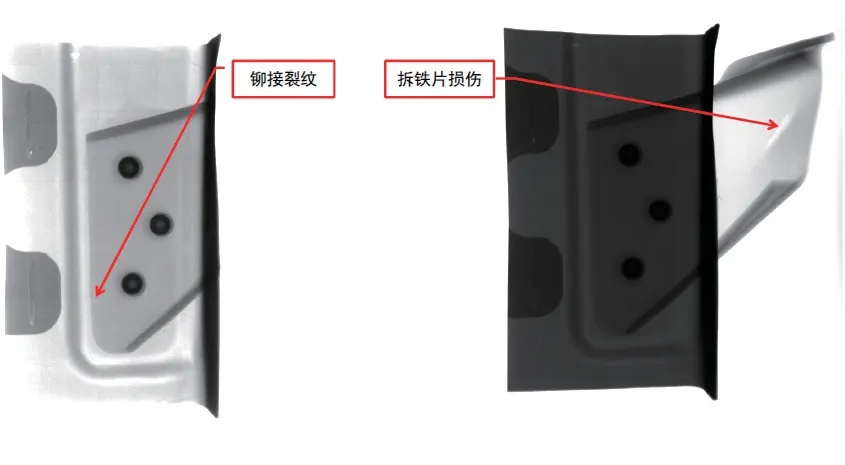
圖3 X-Ray檢測下的零件狀態(tài)
2.角部型面三坐標尺寸測量
如圖4所示,通過三坐標手段進行了尺寸測量,同時厚度也進行了測量,基本上保持在±0.5mm的尺寸公差范圍內(nèi)。
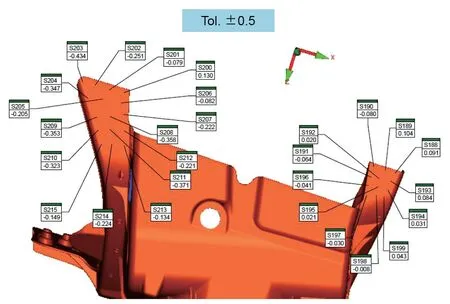
圖4 同批次零件角部型面測量
3.合金成分分析
委托零部件供應商進行了合金成分分析發(fā)現(xiàn),各組分都在合理范圍之內(nèi)(見表1)。
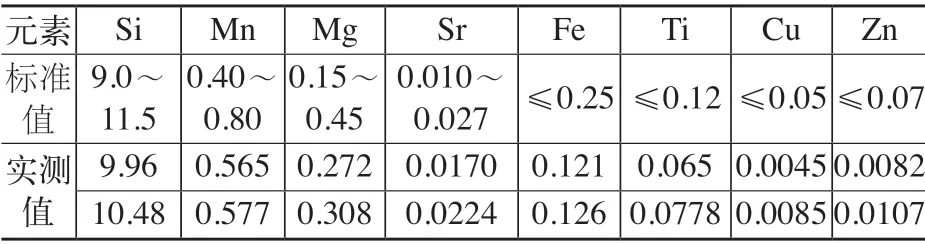
表1 板材合金元素分析(質(zhì)量分數(shù)) (%)
4.拉伸及折彎試驗
實驗結(jié)果見表2,發(fā)現(xiàn)本批次零件折彎角度不穩(wěn)定,與供應商一起對零件部分進行了整改,將零件粗胚的渣包加大,同時噴涂涂膜劑后,吹氣時間增加1s,并要求增加角部金相監(jiān)控,以便改善折彎角度不穩(wěn)定的狀態(tài)。
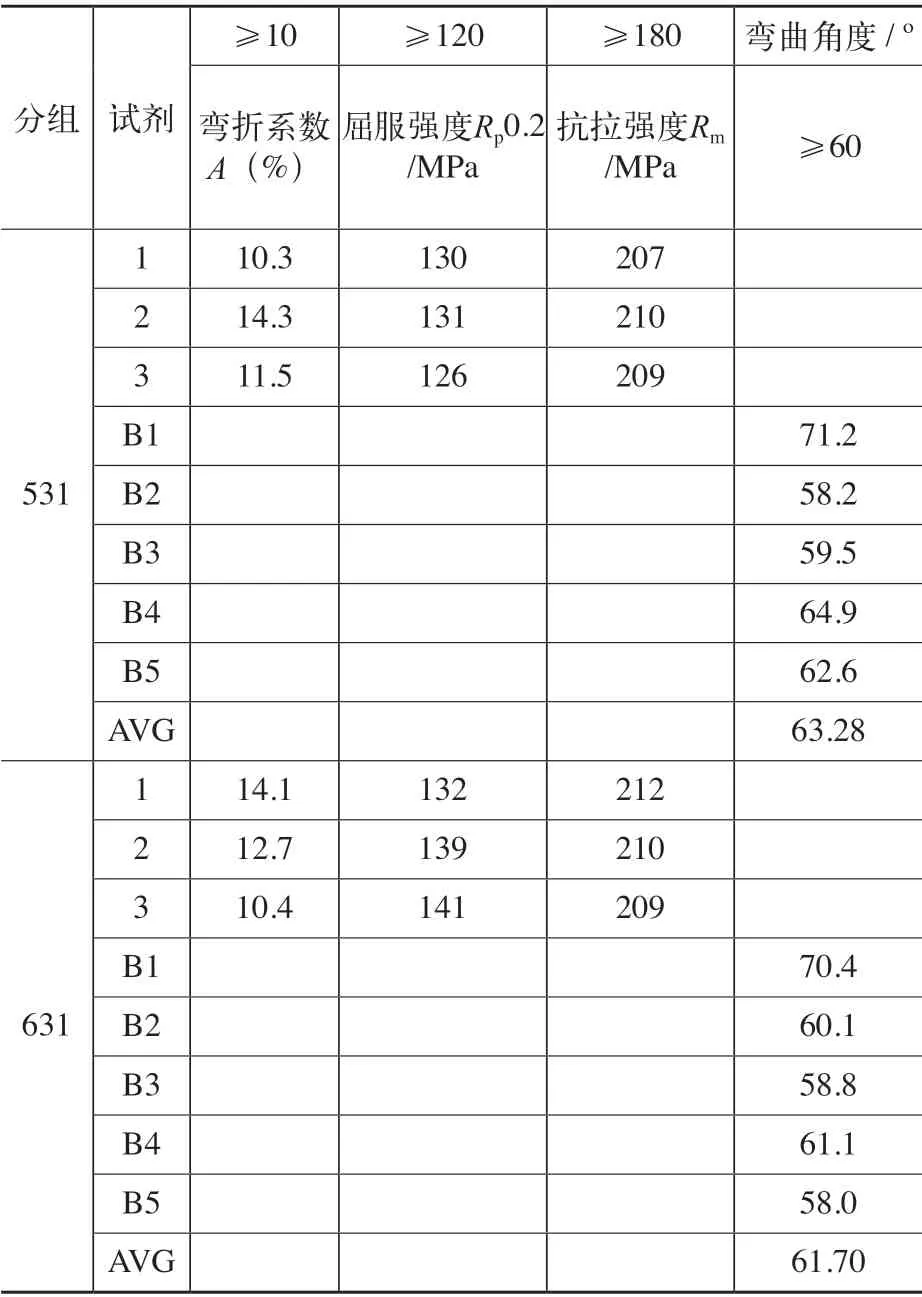
表2 同批次板材的折彎角測試
5.斷面形態(tài)顯微試驗
斷面材料的起伏比較大,微觀缺陷很難識別出來,因此我們從斷面一側(cè)取樣研磨,在放大200倍的顯微鏡下觀察,如圖5所示。可以看到組織不致密,存在微小的孔洞,分析原因,可能是模具渣包偏小,冷料、涂模劑以及水汽可能沒有完全排出,壓鑄參數(shù)設置時,吹氣時間過短,模具上殘留的水汽可能沒有吹干。
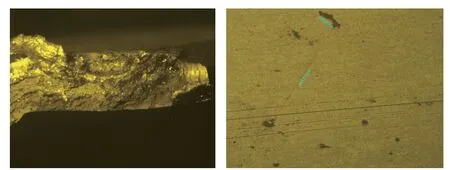
圖5 200倍顯微狀態(tài)下的斷面形態(tài)
通過以上一系列試驗,對于板材的材質(zhì)、組分、尺寸及微觀組織等進行了各項研究,發(fā)現(xiàn)其內(nèi)部組織和力學性能指標對于開裂有重要影響。
位置對開裂的影響
如圖6所示開裂狀態(tài),由于現(xiàn)場鉚槍位置限制,鉚點的位置距離下層板邊緣較近,這種情況容易引起開裂,通過調(diào)整鉚點位置,可以有效地避免自沖鉚造成的板材開裂,降低對車身強度的影響。

圖6 位置引起的板材開裂

圖7 半空心自沖鉚位置要求
邊距aK與中心距aM一般在允許的情況下越大越好,同時隨著板材厚度的增加,該邊距也需要增加,對于φ3mm和φ5mm的鉚釘來說,一般aK不得<4mm,極限情況也不得<2mm。
鉚接速度對于板材開裂的影響
如圖8所示,在板材開裂的時候,測量pH值(釘帽和板材的高度差)在-0.13(高于板材是正值,低于板材是負值),我們可以對參數(shù)進行優(yōu)化,接下來查看鉚接速度。

圖8 開裂對應的高度值變化
如圖9示,將速度從320mm/s降低至310mm/s后,鉚接pH變化,但是pH值保持在標準范圍(±0.25)內(nèi),經(jīng)過剔試檢測,質(zhì)量是合格的,但因此產(chǎn)生的壓力降低,那么對于板材開裂問題的解決,是很有幫助的。但是參數(shù)只是對于板材開裂問題有一定幫助,如果本身材質(zhì)有問題,那么即使降低壓力,板材開裂問題也不會得到改善了。
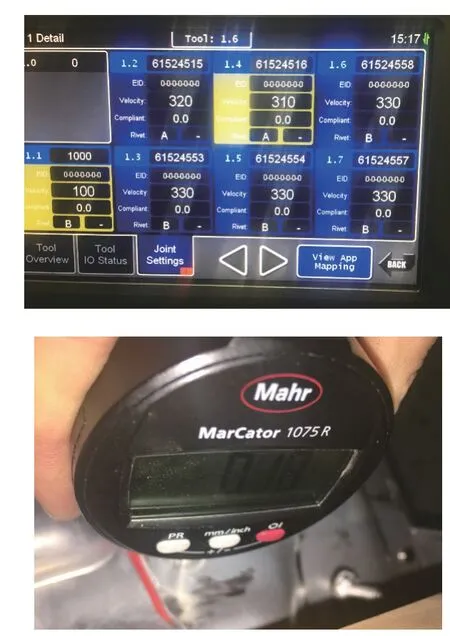
圖9 更改速度后的高度值變化
垂直度對開裂的影響
SPR技術(shù)是利用鉚桿和鉚模的擠壓,形成咬邊結(jié)構(gòu),從而起到連接作用的,因此鉚桿與鉚模是否對中,以及鉚模與板材是否貼合,是影響質(zhì)量的重要因素。一般情況下,鉚槍的對中,都是在安裝之前就調(diào)試好的,因此更需要關(guān)注鉚模與板材貼合、板材表面狀態(tài),板材表面粗糙會導致貼合困難,這時候需要移動鉚點位置,并用塞尺(0.1mm)測量板材與鉚模間隙,保證貼合與垂直度。

圖10 板材表面與垂直度的影響
結(jié)果分析總結(jié)
經(jīng)過試驗驗證,以及現(xiàn)場驗證,我們得出了半空心自沖鉚鉚點板材開裂的影響因素,見表3。
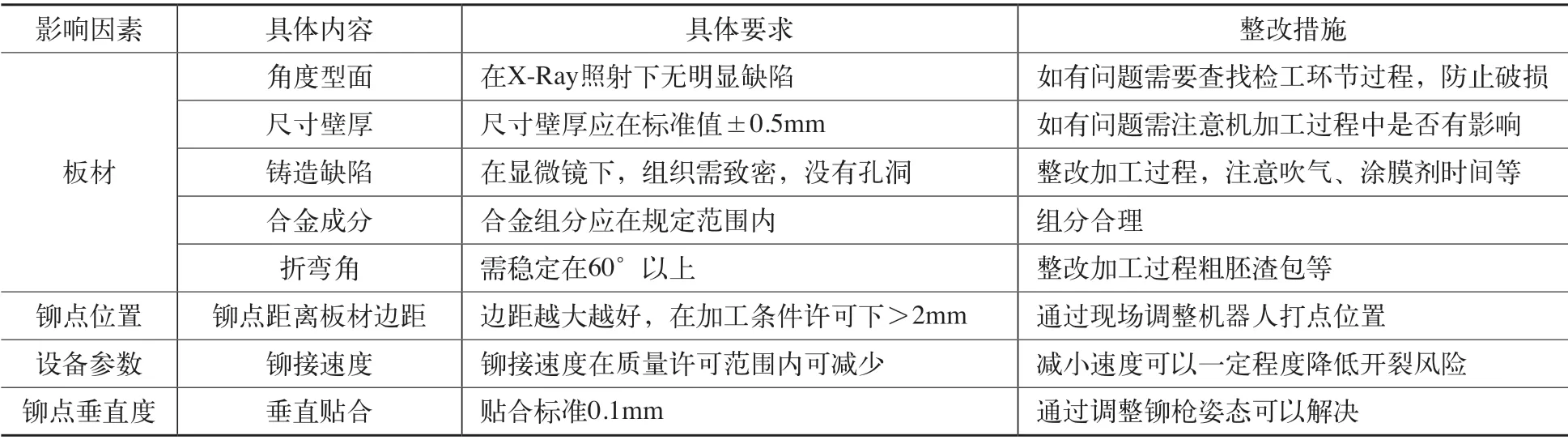
表3 板材開裂的影響因素
在具體生產(chǎn)中,開裂問題需要結(jié)合實際情況調(diào)查分析,尤其是板材問題調(diào)查周期比較長,為了保證生產(chǎn),我們經(jīng)常會在其他影響因素上作出一部分具體修改,尤其是參數(shù)和鉚點位置,沒有一定的標準,需要根據(jù)實際情況靈活調(diào)整。
結(jié)語
本文對半空心自沖鉚原理,設備以及質(zhì)量檢查等情況進行介紹,并著重分析了鉚點板材開裂的影響因素。板材的壁厚、折彎角、合金成分以及渣包大小等都會對開裂造成影響。鑄鋁件模具更換周期較短,在模具使用后期,問題會比較突出,對于各項考核更應該嚴格執(zhí)行。此外,設備本身的參數(shù)設置、現(xiàn)場鉚點的位置,以及板材貼合等都會對開裂造成影響。在生產(chǎn)實際中,需要對以上因素進行靈活把握,避免出現(xiàn)批量的質(zhì)量問題。
猜你喜歡
中學生數(shù)理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
中學生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
電子制作(2018年18期)2018-11-14 01:48:24
中學生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:31:22
中國塑料(2016年3期)2016-06-15 20:30:00
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
