基于20MnCr5HHA材料的氮化可行性探究
2021-08-31 09:43:34王文婷車永平朱鵬凱黃太偉
熱處理技術(shù)與裝備 2021年4期
王文婷,車永平,朱鵬凱,黃太偉
(陜西法士特汽車傳動(dòng)工程研究院,陜西 西安 710077)
一般情況下,用于滲氮處理的材料多為40Cr、42CrMo、38CrMoAlA鋼等含碳量較高的材料[1-3],國(guó)標(biāo)中滲氮零件的檢驗(yàn)標(biāo)準(zhǔn)也是針對(duì)此類材料編寫。
根據(jù)國(guó)外零件圖紙發(fā)現(xiàn),20MnCr5HHA材料經(jīng)過滲氮處理后可能達(dá)到與該材料進(jìn)行常規(guī)滲碳淬火工藝相近的性能要求。由于20MnCr5HHA材料通常采用滲碳淬火工藝[4],在此之前從未進(jìn)行過滲氮處理,且現(xiàn)有文獻(xiàn)并無此類的研究,因此并不明確國(guó)外圖紙中所給出的這種工藝是否合理。同時(shí),隨著滲氮工藝中稀土催滲技術(shù)的廣泛應(yīng)用[5-6],同一零件采用滲氮工藝的時(shí)間甚至可能逐漸接近于滲碳工藝。為了驗(yàn)證20MnCr5HHA材料是否存在氮化的可能性,選取不同模數(shù)的兩種20MnCr5HHA零件進(jìn)行相同工藝的氮化試驗(yàn),以求獲得該材料的氮化數(shù)據(jù),為后續(xù)可能進(jìn)行的新工藝開發(fā)和不同工藝之間的成果對(duì)比做出一定的技術(shù)儲(chǔ)備。
1 零件選擇及試驗(yàn)方法
試驗(yàn)材料為20MnCr5HHA鋼,化學(xué)成分如表1所示。為了驗(yàn)證模數(shù)對(duì)氮化效果的影響,所選零件分別為:模數(shù)為8的太陽輪A;模數(shù)為1.5的太陽輪B。

表1 20MnCr5HHA材料化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 1 The chemical composition of 20MnCr5HHAmaterial(mass fraction,%)
具體試驗(yàn)過程為:先將兩種零件同時(shí)入爐,進(jìn)行840 ℃×2 h淬火+560 ℃×3 h高溫回火的調(diào)質(zhì)處理;然后按照常規(guī)氮化工藝(見圖1)進(jìn)行氮化;在滲氮過程完成后,對(duì)氮化處理的零件進(jìn)行性能檢測(cè)。

圖1 零件的氮化工藝Fig.1 Ntriding process of parts
2 試驗(yàn)結(jié)果及分析
2.1 白亮層
白亮層為氮化后零件表面出現(xiàn)的化合物層,一般要求其厚度≤0.02 mm。兩種零件滲氮后的表面白亮層如圖2所示,零件A和零件B的白亮層厚度分別為0.015 mm和0.020 mm。可以看出,兩種零件白亮層的厚度均符合標(biāo)準(zhǔn)工藝要求。然而由于此類零件之前均用于滲碳處理的熱前滾齒件,并未經(jīng)過剃齒精加工,零件表面的粗糙度較大,因此其白亮層的均勻性較差。
2.2 表面硬度
國(guó)外圖紙要求零件的表面硬度為650~750 HV,轉(zhuǎn)化為洛氏硬度為89.2~91.1 HR15N。此外,陜西法士特汽車傳動(dòng)工程研究院制定的氮化標(biāo)準(zhǔn)中要求表面硬度≥85 HR15N和≥40 HRC。
滲氮后兩種零件的表面硬度如表2所示。可以看出,若按企業(yè)標(biāo)準(zhǔn)進(jìn)行評(píng)價(jià),該零件的表面硬度符合技術(shù)要求;若按圖紙要求,表面硬度處于下限,有較大的超差風(fēng)險(xiǎn)。

表2 滲氮零件表面硬度Table 2 Surface hardness of nitriding parts

(a)零件A;(b)零件B圖2 滲氮后零件的白亮層(a)part A;(b)part BFig.2 White bright layer of parts after nitriding
2.3 心部硬度
國(guó)外圖紙要求零件的心部硬度為233~319 HB,轉(zhuǎn)換為維氏硬度在245~336 HV之間。
滲氮后兩種零件的心部硬度如表3所示。可以看出,零件B的心部硬度值略高于零件A,但整體心部硬度值均未能達(dá)到國(guó)外圖紙要求,處于下限。

表3 滲氮零件的心部硬度Table 3 Core hardness of nitriding parts
2.4 硬化層深
國(guó)外圖紙要求零件硬化層深為0.35~0.45 mm。由于國(guó)外圖紙并未給出20MnCr5HHA材料具體的滲氮層深界限值,因此該材料的層深確定暫時(shí)按照該公司熱處理標(biāo)準(zhǔn)中規(guī)定的當(dāng)圖紙中未明確指出層深判定時(shí)則按照心部硬度+100 HV處深度確定,即A零件的層深為0.377 mm;B零件的層深為0.416 mm。
滲氮后兩種零件的顯微硬度分布曲線如圖3所示。可以看出,兩種零件的層深深度均能符合國(guó)外圖紙要求,硬度下降趨勢(shì)一致,且零件B的層深略高于零件A。

圖3 滲氮零件的顯微硬度分布曲線Fig.3 Microhardness distribution curve of nitriding parts
2.5 脈狀組織及脆性
國(guó)外圖紙并未給出20MnCr5HHA材料的脈狀組織及脆性要求,但企業(yè)標(biāo)準(zhǔn)要求脈狀組織和脆性均為1~2級(jí)合格。
滲氮后兩種零件的脈狀和脆性組織如圖4所示,檢測(cè)結(jié)果如表4所示。可以看出,兩種零件的脈狀組織及脆性均符合企業(yè)標(biāo)準(zhǔn)要求。
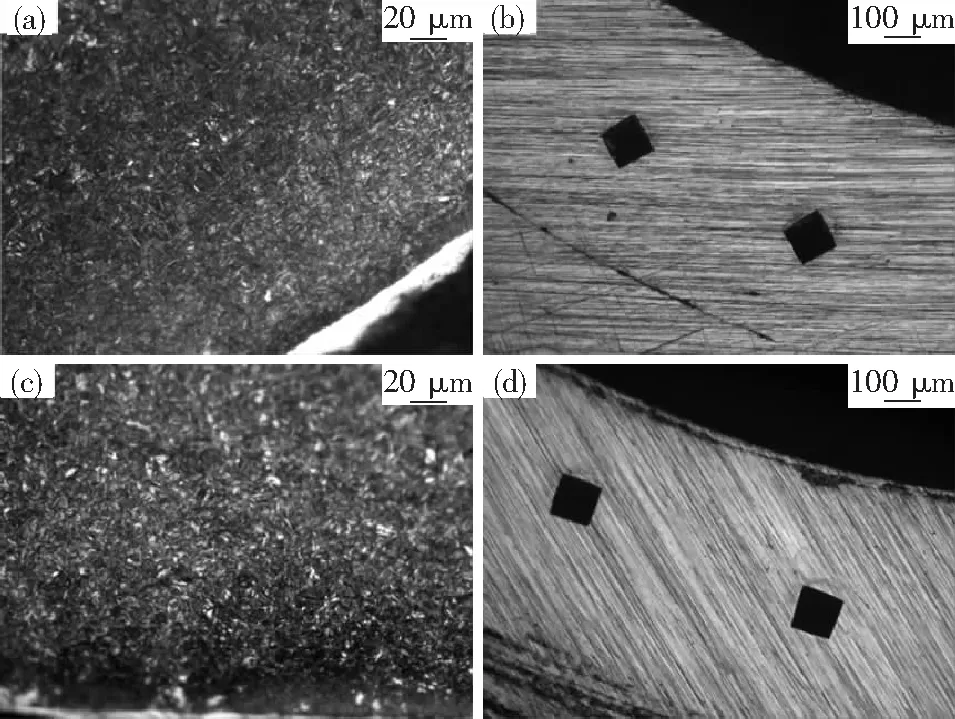
(a)、(b)零件A;(c)、(d)零件B圖4 滲氮零件的脈狀及脆性組織(a) ,(b) part A; (c),(d) part BFig.4 The vein and brittleness structure of nitriding parts
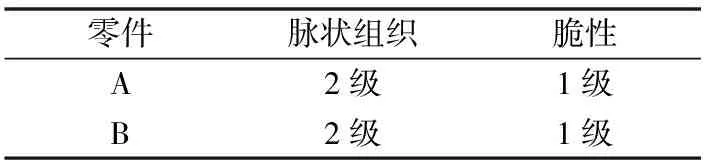
表4 氮化零件脈狀組織及脆性等級(jí)Table 4 The vein structure and brittloness grade of nitriding parts
2.6 心部組織
滲氮零件的心部組織為均勻分布的回火索氏體,如圖5所示。可以看出,兩種零件的心部組織形貌、晶粒大小相同,為層片狀分布的回火索氏體。

(a)零件A;(b)零件B圖5 滲氮零件的心部組織(a)part A;(b)part BFig.5 The core microstructure of nitriding parts
3 結(jié)論
本文通過對(duì)不同模數(shù)20MnCr5HHA材料進(jìn)行氮化試驗(yàn),驗(yàn)證了該材料是否具有氮化的可行性,結(jié)合國(guó)外圖紙要求和企業(yè)標(biāo)準(zhǔn)獲得具體結(jié)論如下:
1)20MnCr5HHA材料經(jīng)過氮化處理后白亮層厚度、硬化層深度、脈狀組織與脆性等級(jí)均可達(dá)到企業(yè)標(biāo)準(zhǔn)及圖紙要求;2)模數(shù)對(duì)于20MnCr5HHA材料的氮化可行性試驗(yàn)影響較小,不同模數(shù)所獲得的試驗(yàn)結(jié)果趨勢(shì)基本一致;3)現(xiàn)有工藝條件下20MnCr5HHA材料的表面硬度與心部硬度均有超下差的風(fēng)險(xiǎn),若后續(xù)需要針對(duì)20MnCr5HHA材料開發(fā)氮化工藝,其調(diào)質(zhì)、氮化的工藝參數(shù)還需進(jìn)一步進(jìn)行優(yōu)化。
猜你喜歡
汽車實(shí)用技術(shù)(2020年16期)2020-09-06 13:28:22
山東冶金(2019年6期)2020-01-06 07:45:54
當(dāng)代工人(2019年20期)2019-12-13 08:26:11
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機(jī)床(2017年9期)2017-11-27 02:14:26
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應(yīng)用(2014年8期)2014-03-11 17:40:03
河南科技(2014年12期)2014-02-27 14:10:44
機(jī)械制造文摘(焊接分冊(cè))(2013年6期)2013-03-20 13:57:28