6005A鋁合金MIG焊接接頭組織及性能研究
2021-08-31 09:43:36周金旭徐玉君齊芃芃姜丕文林傳冬吳振國
熱處理技術(shù)與裝備 2021年4期
關(guān)鍵詞:焊縫
周金旭,徐玉君,齊芃芃,姜丕文,林傳冬,吳振國
(遼寧忠旺集團(tuán)有限公司,遼寧 遼陽 111003)
6005A鋁合金為可熱處理強(qiáng)化Al-Mg-Si系鋁合金,具有中等強(qiáng)度、良好的擠壓性和焊接性,被廣泛應(yīng)用于軌道車輛、汽車制造等行業(yè)[1-3]。6005A鋁合金在生產(chǎn)制造過程中多以型材焊接結(jié)構(gòu)件使用,在鋁合金焊接當(dāng)中,目前常采用的焊接方法為熔化極惰性氣體保護(hù)焊(MIG)與非熔化極惰性氣體保護(hù)焊(TIG),相對于TIG焊而言MIG焊具有更高的熔覆效率及熔深。本文采用MIG焊接方法對2 mm厚6005A鋁合金進(jìn)行了對接、搭接焊,焊后分析了接頭的焊縫成型、力學(xué)性能、接頭合金成分、接頭微觀組織形貌,并對斷口進(jìn)行了微觀分析[4]。
1 試驗(yàn)材料及方法
試驗(yàn)?zāi)覆臑?005A-T6可熱處理強(qiáng)化鋁合金,試板尺寸為300 mm×150 mm×2 mm。填充材料為ER5087,焊絲直徑為φ1.2 mm。保護(hù)氣體為Ar,純度>99.99%,母材和焊絲化學(xué)成分如表1所示,母材力學(xué)性能如表2所示[5]。
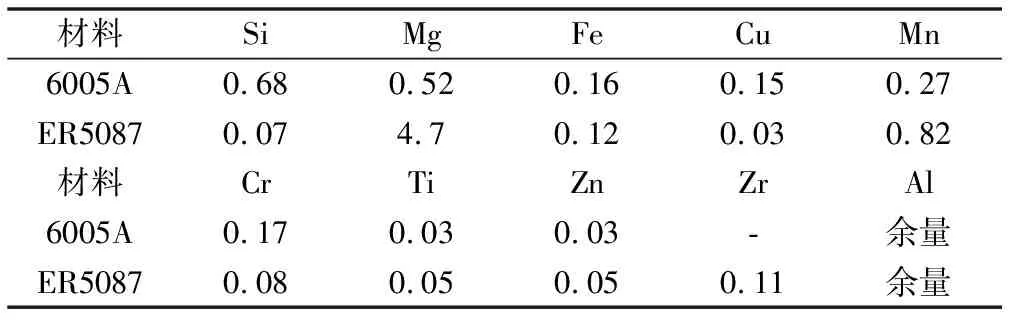
表1 6005A鋁合金和ER5087焊絲化學(xué)成分(質(zhì)量分?jǐn)?shù),%)Table 1 Chemical composition of 6005A aluminum alloy and ER5087welding wire(mass fraction,%)
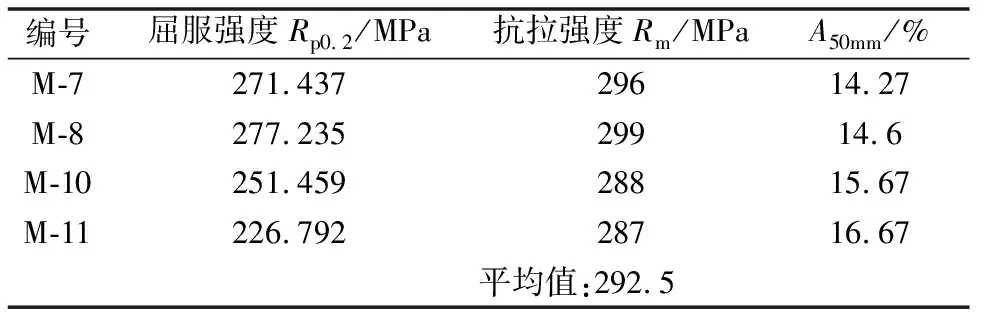
表2 6005A鋁合金母材力學(xué)性能Table 2 Mechanical properties of 6005A aluminum alloy base material
對母材顯微組織形貌進(jìn)行觀察,如圖1所示。
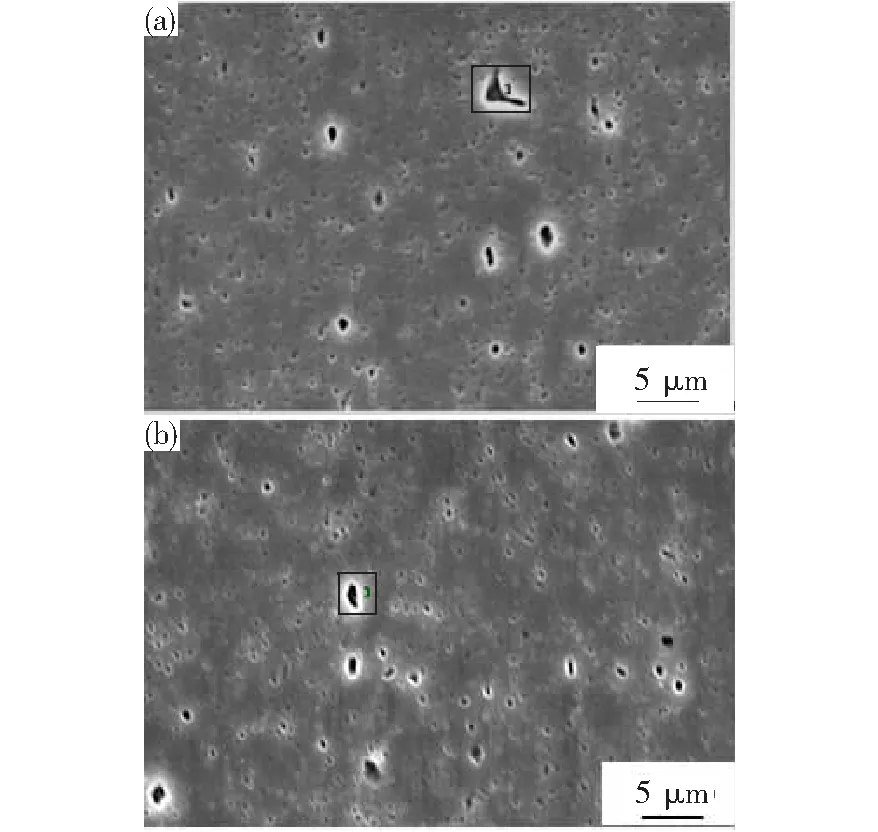
(a)對接試樣1;(b)搭接試樣2圖1 母材顯微組織(a)butt sample 1;(b) lap sample 2Fig.1 Microstructure of base material
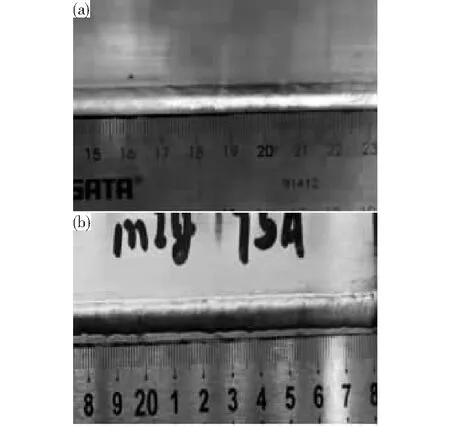
(a) 對接接頭;(b) 搭接接頭圖2 焊縫外觀形貌(a)butt join;(b)lap joinFig.2 Welding appearance
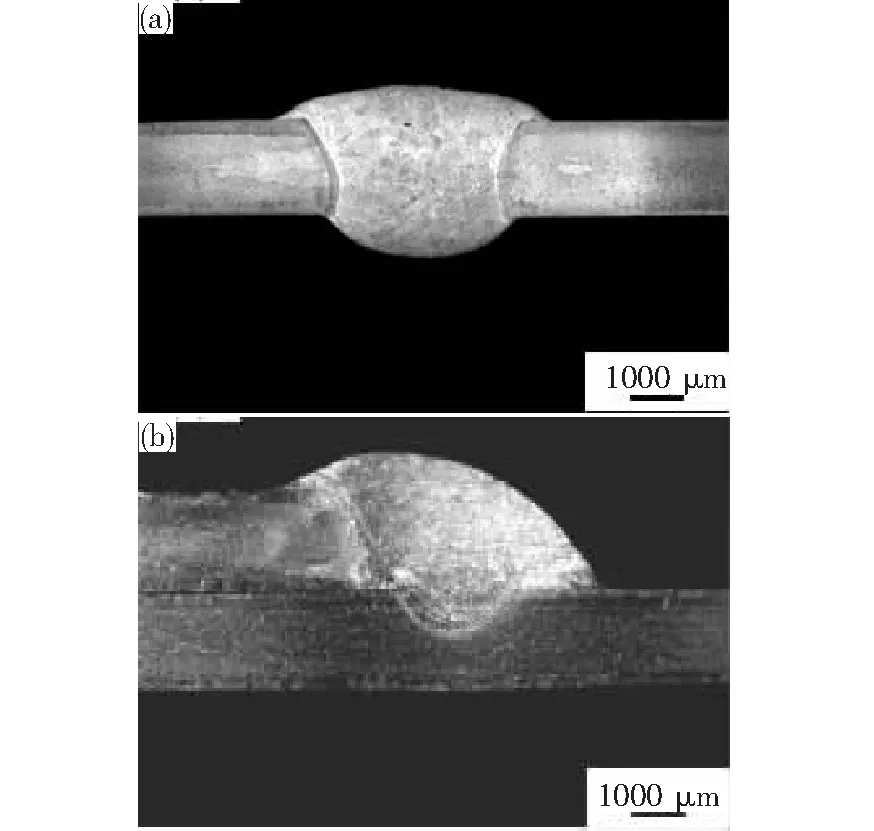
(a) 對接接頭;(b) 搭接接頭圖3 焊縫宏觀形貌(a)butt join;(b)lap joinFig.3 Macromorphology of welding
可以看出,母材相形狀主要以骨骼狀及多角形為主。對圖1中方框位置進(jìn)行EDS分析,結(jié)果表明,兩種相所含主要成分為Al、Mg、Si,Al元素以α(Al)形式存在,Mg、Si則形成Mg2Si強(qiáng)化相,如表3所示。
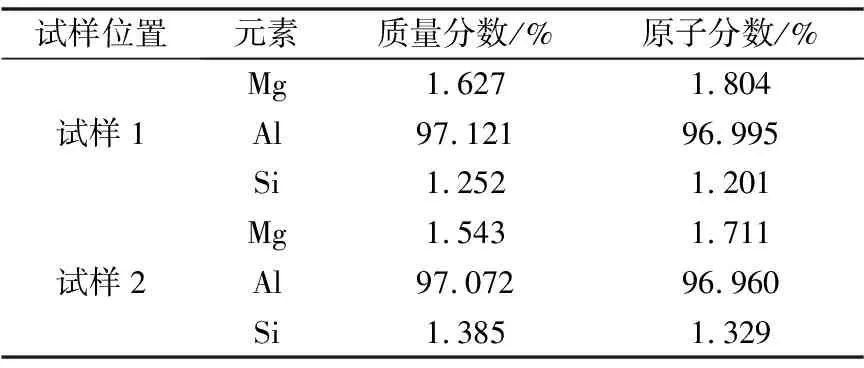
表3 EDS分析結(jié)果Table 3 Analysis results of EDS
焊前使用丙酮清理母材表面油污、灰塵等,用氣動鋼絲刷打磨焊縫,至其兩側(cè)25 mm區(qū)域內(nèi)氧化膜露出金屬光澤,并用酒精對待焊部位進(jìn)行清理。
試驗(yàn)采用Fronius CMT 5000焊機(jī)及KUKA KR90機(jī)器人等設(shè)備進(jìn)行焊接,送絲速度與電流、電壓為一元化調(diào)節(jié)方式,即通過選擇送絲速度來設(shè)置焊接電流和電弧電壓。電弧電壓可以通過弧長修正進(jìn)行調(diào)節(jié)[6],焊接工藝參數(shù)如表4所示。
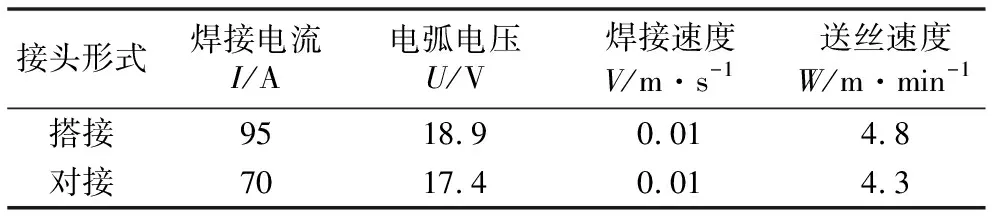
表4 焊接工藝參數(shù)Table 4 Welding process parameters
2 試驗(yàn)結(jié)果與分析
2.1 焊縫成型情況
圖2為對接接頭與搭接接頭焊縫外觀形貌,焊接接頭表面光滑,焊縫表面存在均勻的魚鱗紋。圖3為對接接頭與搭接接頭焊縫宏觀形貌,未發(fā)現(xiàn)宏觀裂紋、氣孔等缺陷,焊接接頭質(zhì)量良好。
2.2 拉伸性能分析
焊后使用島津AG-X 100KNH型電子萬能試驗(yàn)機(jī)對焊接接頭進(jìn)行橫向拉伸破壞性試驗(yàn)。對接接頭拉伸斷裂試樣見圖4,拉伸試驗(yàn)結(jié)果如表5所示,焊接接頭的平均抗拉強(qiáng)度為197.5 MPa,試樣斷裂位置為焊接接頭的熱影響區(qū)[7]。焊接接頭抗拉強(qiáng)度達(dá)到母材抗拉強(qiáng)度的68%,接頭存在一定的軟化。
圖4 拉伸斷裂試樣Fig.4 Tensile fracture sample

表5 對接接頭拉伸試驗(yàn)結(jié)果Table 5 Tensile test results of butt join
對接斷口形貌見圖5,可以發(fā)現(xiàn)接頭斷口較為平緩,存在一定數(shù)量的等軸韌窩,韌窩尺寸較大、較深,斷口面存在部分滑移分離,呈現(xiàn)出蛇形滑動特征;但同時存在一定的解離面,解離面的存在說明存在脆性斷裂,斷口為韌脆混合斷裂。
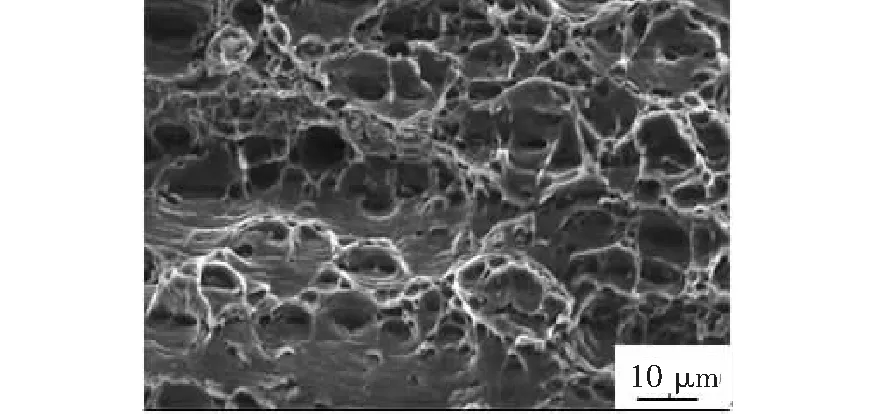
圖5 對接接頭斷口形貌Fig.5 Fracture morphology of butt joint
表6為搭接接頭拉伸試驗(yàn)結(jié)果,焊接接頭的平均抗拉剪切強(qiáng)度達(dá)到156.5 MPa,為母材抗拉強(qiáng)度的53%。搭接接頭拉伸試樣斷裂位置見圖6,接頭在焊縫處斷裂,起裂源位于焊縫根部,在拉伸與剪切力作用下產(chǎn)生應(yīng)力集中首先開裂[8]。
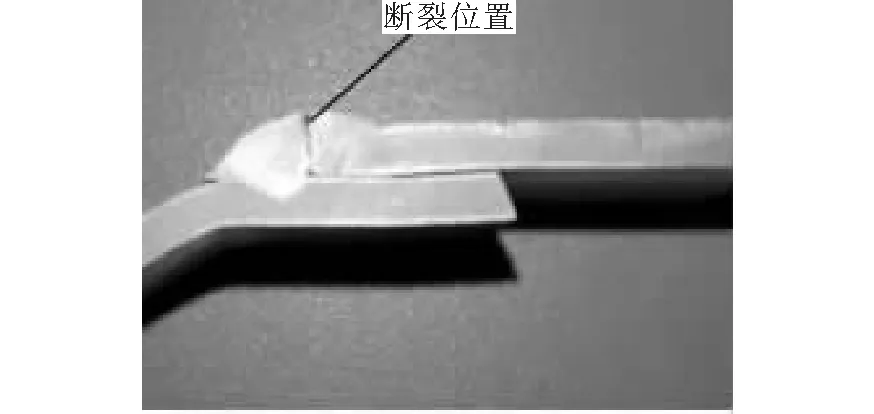
圖6 搭接接頭拉伸試樣斷裂位置Fig.6 Fracture location of lap joint tensile sample
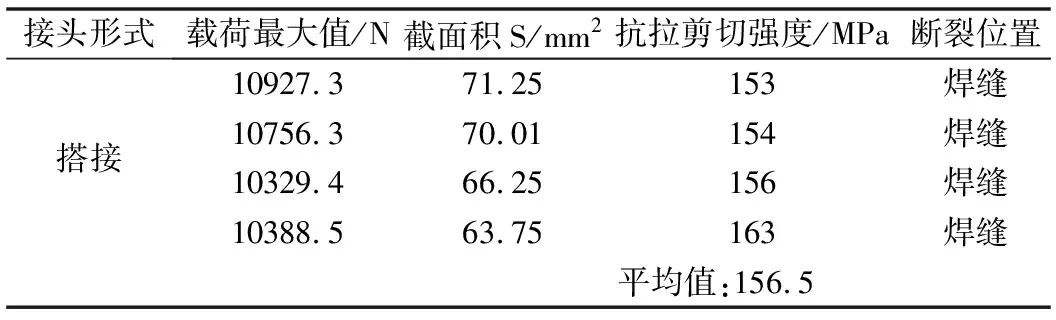
表6 搭接接頭拉伸試驗(yàn)結(jié)果Table 6 Tensile test results of lap join
搭接接頭斷口形貌見圖7,可以發(fā)現(xiàn)接頭的斷口比較凹凸,存在尺寸較大、較深的韌窩;但同時存在明顯的準(zhǔn)解離面,說明接頭發(fā)生了準(zhǔn)解離斷裂,而準(zhǔn)解離斷裂是介于解離斷裂與韌窩斷裂之間的過渡斷裂形式,斷口為韌脆混合斷裂。
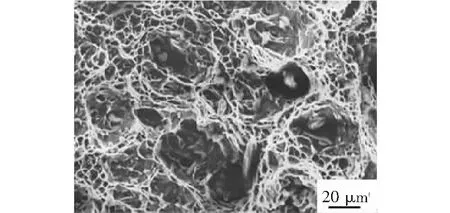
圖7 搭接接頭斷口形貌Fig.7 Fracture morphology of lap join
2.3 焊接接頭金相組織及能譜分析
圖8(a)、8(b)為對接接頭焊縫區(qū)與熔合線附近組織,圖8(c)為搭接接頭金相組織。可以看出,兩種接頭的焊縫區(qū)存在明顯的等軸晶與樹枝晶,熔合線靠近焊縫一側(cè)為粗大的柱狀晶[7],對接接頭熔合線附近柱狀晶更為粗大并垂直于熔合線方向生長;搭接接頭熔合線靠近焊縫側(cè)柱狀晶更為細(xì)小,方向性不明顯,靠近母材側(cè)則存在細(xì)小的等軸晶,熱影響區(qū)組織存在一定程度的長大。
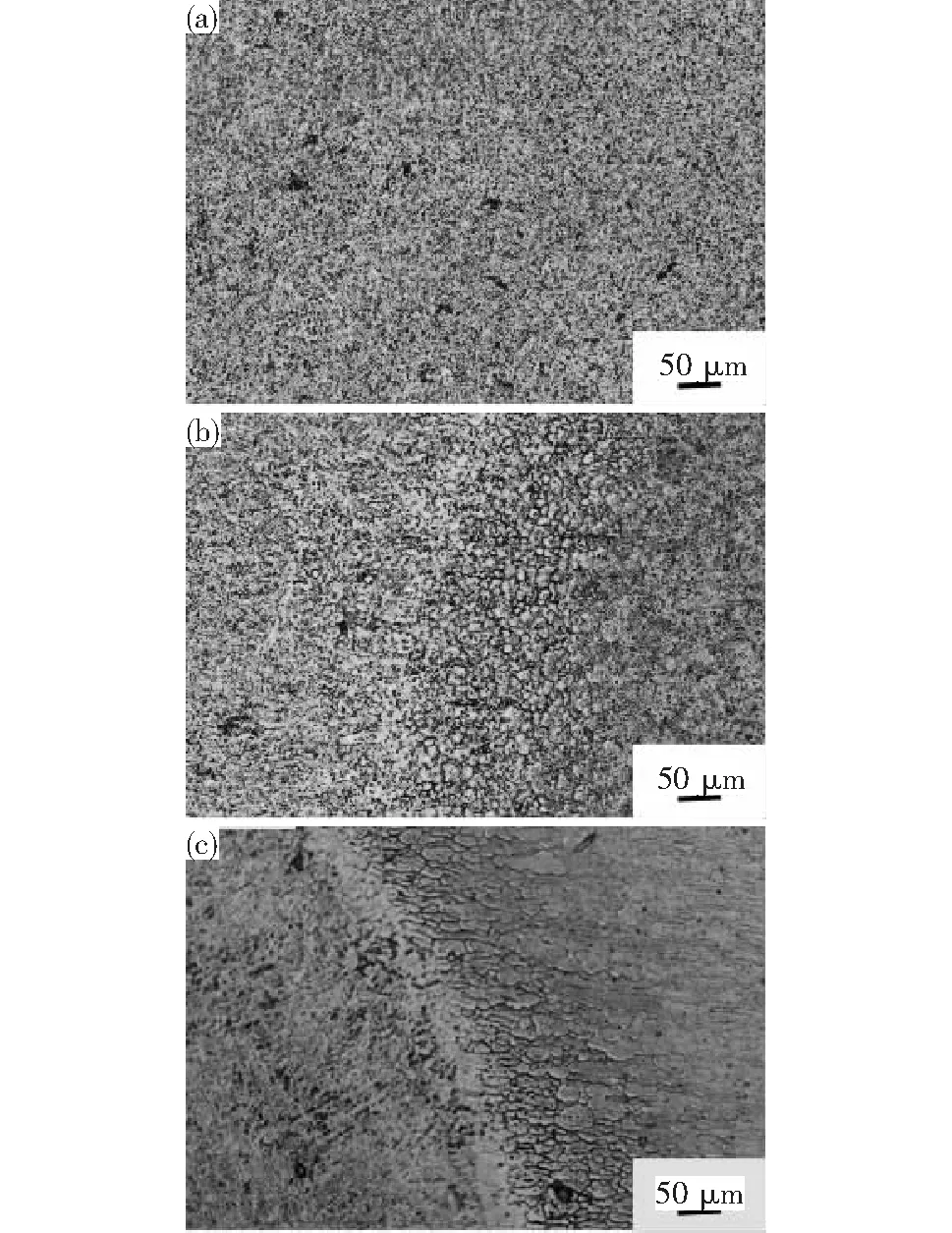
(a) 對接接頭焊縫區(qū);(b) 對接接頭熔合線;(c) 搭接接頭圖8 焊接接頭金相組織(a)welding zone of butt joint;(b)usion line of butt joint f;(c)lap jointFig.8 Microstructure of welded joint
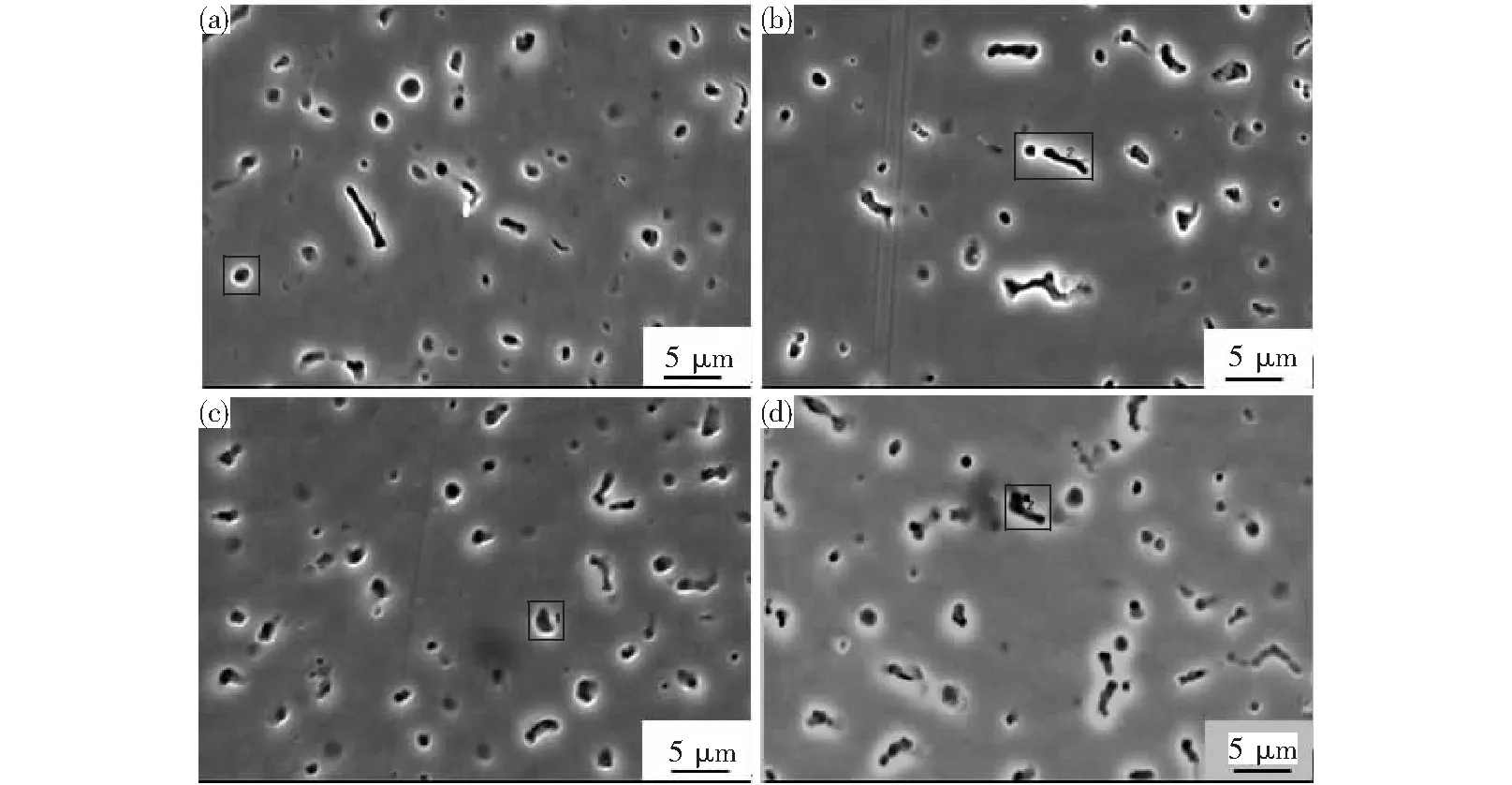
(a)對接試樣位置1;(b)對接試樣位置2;(c)搭接試樣位置1;(d)搭接試樣位置2圖9 焊接接頭EDS分析(a) position 1 of butt sample;(b) position 2 of butt sample;(c) position 1 of lap sample;(d) position 2 of lap sampleFig.9 EDS analysis of welded joint
對焊接接頭進(jìn)行SEM觀察,發(fā)現(xiàn)焊縫內(nèi)存在不同形狀的強(qiáng)化相,對接接頭試樣位置1、位置2強(qiáng)化相為長條骨骼狀,搭接接頭試樣位置1、位置2分別為多角形和骨骼狀,如圖9所示。對其進(jìn)行EDS成分分析,試驗(yàn)結(jié)果如表7所示。可以發(fā)現(xiàn),對接試樣位置1、位置2以及搭接試樣位置1含有Al、Mg和Si元素,說明該強(qiáng)化相為Mg2Si,Al則以α(Al)基體形式存在;搭接試樣位置2只含有Al、Mg元素,表現(xiàn)出了β(Mg5Al8)相的特征。
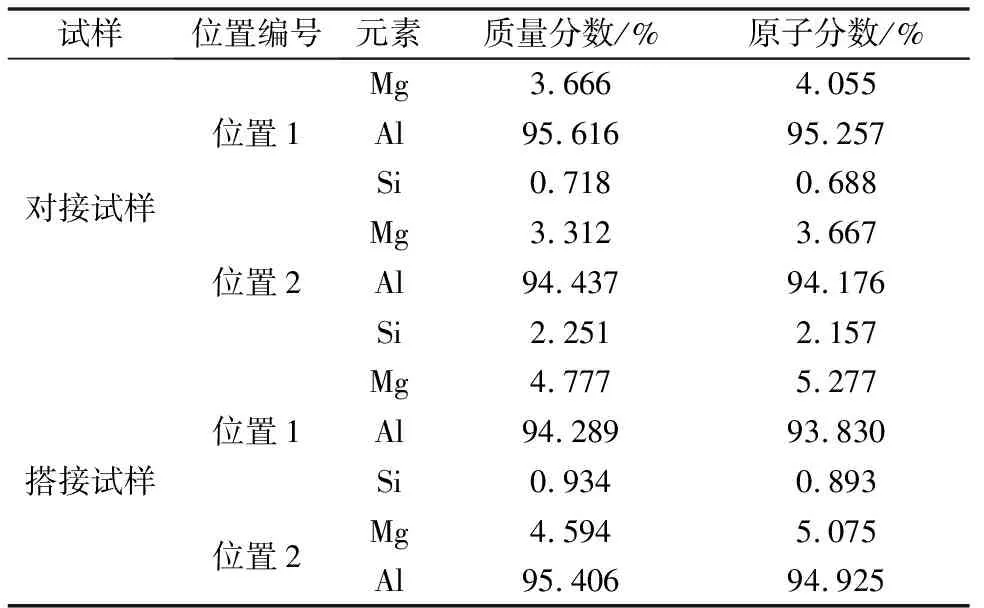
表7 EDS分析結(jié)果Table 7 Analysis results of EDS
3 結(jié)論
1)對接接頭平均抗拉強(qiáng)度為197.5 MPa,為母材抗拉強(qiáng)度的68%,接頭斷裂位置為焊接接頭的熱影響區(qū);搭接接頭平均抗拉剪切強(qiáng)度達(dá)到156.5 MPa,為母材抗拉強(qiáng)度的53%,在焊縫處斷裂。
2)對接接頭斷口表面較為平緩,存在一定數(shù)量的韌窩,韌窩尺寸較大、較深,存在一定的解離面,斷口為韌脆混合斷裂;搭接接頭斷口表面比較凹凸,存在尺寸較大、較深的韌窩,存在一定的準(zhǔn)解離面,斷口為韌脆混合斷裂。
3)兩種接頭的焊縫區(qū)為等軸晶與細(xì)小的樹枝晶,對接接頭熔合線靠近焊縫一側(cè)為粗大的柱狀晶垂直于熔合線方向生長;搭接接頭熔合線靠近焊縫側(cè)柱狀晶更為細(xì)小,方向性不明顯,靠近母材側(cè)則存在細(xì)小的等軸晶。
4)母材主要強(qiáng)化相為Mg2Si,焊縫中存在的強(qiáng)化相主要為β(Mg5Al8),并存在一定數(shù)量的Mg2Si。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術(shù)與機(jī)床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術(shù)學(xué)院學(xué)報(bào)(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
機(jī)電信息(2015年3期)2015-02-27 15:54:47
機(jī)械工程師(2015年9期)2015-02-26 08:38:15
水電站機(jī)電技術(shù)(2014年4期)2014-10-13 08:30:07