塔式起重機標準節主桿連接套旋轉工裝的研究及應用
2021-09-01 06:45:04胡祝兵安徽建筑機械有限責任公司安徽合肥230601
安徽建筑 2021年8期
關鍵詞:標準
胡祝兵 (安徽建筑機械有限責任公司,安徽 合肥 230601)
1 研究背景
隨著社會的發展和城鎮化的不斷完善,隨處可見的高樓大廈也是像雨后春筍一樣拔地而起,使得塔式起重機的需求量越來越大。標準節是塔式起重機的重要受力部件,承受著塔式起重機在工作時的軸力、扭矩和彎矩,標準節的制造精度直接影響著塔式起重機工作時的穩定性和可靠性,因此標準節的焊接質量至關重要。
標準節是由四件標準節主桿和各腹桿組成一個矩形空間桁架結構。標準節主桿是標準節的重要組成部件,標準節主桿是由主弦桿和連接套組成,標準節主桿的拼裝焊接質量直接關系著標準節質量的好壞,因此控制好標準節主桿的拼裝焊接質量,可以起到事半功倍的效果。
現有的塔式起重機標準節主桿連接套拼焊工裝為固定式,其拼裝步驟如下:首先將主弦桿吊入工裝中,然后用銷軸單側定位主桿連接套,確認尺寸無誤后,點焊牢固,最后脫模。脫模時需用手將標準節主桿從工裝中推出,再利用行車將其轉運至焊接工位,這種裝置工裝效率低且勞動強度大。且現有工裝標準節主桿連接套為單側銷軸定位,其精度不高,易導致標準節裝配階差大。為提高標準節主桿的拼裝效率及精度,有必要設計一個新的標準節主桿連接套工裝。
2 主桿連接套旋轉工裝介紹
為了克服上述現有工裝的不足,經過長時間的觀察和研究,設計了一種新式塔式起重機標準節主桿連接套旋轉工裝。該工裝使用簡單方便,上、下料輕松省力,不僅能降低勞動強度、提高生產效率,而且有效地解決了連接套定位精度不高和標準節裝配階差的問題。
2.1 工裝組成
該工裝(見圖1)由物料擺放臺、定位裝置和成品擺放臺三部分組成。

圖1 標準節主桿連接套旋轉工裝軸測視圖
物料擺放臺是一個帶有一定坡度的物料存放臺,物料擺放臺的頂面為傾斜設置,物料移動控制機構設置在物料擺放臺頂面的最低處,通過該機構可將主弦桿移動到定位裝置上。在重力的作用下,標準節主弦桿會從物料擺放臺的高處位置向低處位置滾落。物料移動控制機構(見圖2)包括復位彈簧、阻止塊、障礙塊和一端與阻止塊鉸接另一端與障礙塊鉸接的鉸接件,鉸接件的中部鉸接有連接桿,連接桿固定在物料擺放臺上,復位彈簧的一端與物料擺放臺連接,復位彈簧的另一端連接在阻止塊或鉸接件的靠阻止塊的一側。物料擺放臺上開有通孔,供障礙塊通過。通過障礙物的升起可以阻擋下一標準節主弦桿的向下滾動,從而使每次僅有一件標準節主弦桿進入定位裝置內。通過物料移動控制機構,可以控制標準節主弦桿滾落的距離和滾落的數量。

圖2 物料移動控制機構示意圖
定位裝置由定位機構和支架組成,定位機構的背面焊有轉動軸,定位機構通過轉動軸安裝在支架上,轉動軸上安裝有旋轉手柄,方便轉動定位機構時更加省力。定位機構由兩立板拼焊而成,銷軸定位孔和U形卡槽通過機加工整體而成,U形卡槽主要是用于標準節主弦桿定位,而銷軸定位孔則是用于定位連接套,立板上還設有斜坡,便于標準節主弦桿進出。兩定位機構通過連接槽鋼連接成為一個整體,當轉動旋轉手柄時,可帶動兩定位機構整體運動。穿過軸套在拼裝標準節主桿時,連接套通過銷軸穿鏜定位放置于兩立板內部。當主弦桿移動到定位機構內時,拼裝連接套,調整連接套和主弦桿的拼焊位置,點焊連接套與主弦桿連接部位,每道焊縫點焊兩點,確認點焊牢固后,通過旋轉定位機構向成品擺放臺方向,標準節主桿在重力的作用下掉落至成品擺放臺上,實現了標準節主桿的快速落料。支架是由板片組成的一個矩形桁架結構,軸套安裝在支架頂部中間部位,通過軸套將定位機構固定在支架上。
成品擺放臺也是一個帶有一定坡度的物料存放臺,用于擺放已點焊好的標準節主桿,待達到一定數量后,統一轉運。頂部傾斜設置,在頂部最低處設有物料擋板,當標準節主桿落料時會被擋板擋住,不至于掉落至地面,方便集料。
2.2 附圖說明
見圖1~圖3。
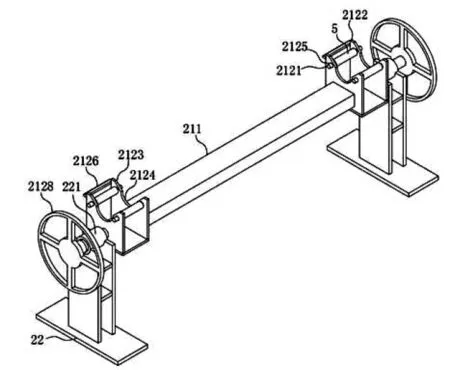
圖3 定位裝置示意圖
3 工作原理
標準節主弦桿和連接套分別事先機加工完畢,放置于本工裝內待焊接。
兩名操作人員分別在兩定位機構兩側準備,當標準節主弦桿吊裝至物料擺放臺上后,兩名操作人員同時轉動定位機構至物料擺放臺方向。定位機構上觸碰塊的向下移動,帶動物料移動控制機構上的接觸塊和阻止塊向下運動,阻止塊向下移動使得復位彈簧拉長,向下移動的阻止塊通過鉸接件時,會帶動障礙塊向上移動,障礙塊的一端在鉸接件的帶動下穿過通孔。通過障礙物的升起可以阻擋下一標準節主弦桿的向下滾動,從而使每次僅有一件標準節主弦桿進入定位裝置內。當標準節主弦桿進入定位機構后,慢慢轉動手柄,并將定位機構轉動成品擺放臺方向,在復位彈簧向上回收的帶動下,阻止塊向上移動,向上移動的阻止塊通過鉸接件時,會帶動障礙塊向下移動至穿出通孔的障礙塊的一端不超過物料擺放臺的頂面,這樣定位機構就自動歸位,大大降低了操作人員的勞動強度。通過利用物料移動控制機構進控制標準節主桿的滾動,轉動定位機構向物料擺放臺方向時,會使得物料移動控制機構開始工作,進而實現標準節主桿自動進入定位機構中,勞動強度得到降低,且操作簡便。
當標準節主弦桿進入定位裝置后,操作人員分別將連接套通過銷軸穿鏜定位于定位機構內,調整標準節主弦桿和連接套的定位位置,依次點焊牢固連接套,每道焊縫點焊兩點,然后退出銷軸,最后將定位機構轉動至成品擺放臺方向,拼裝好的標準節主桿在重力的作用下,滾落到成品擺放臺上,從而完成了標準節主桿的拼裝工裝。最后將拼裝好的標準節主桿轉運至焊接工位。
4 結束語
本工裝利用定位機構的轉動來觸發移動控制機構進行工作,使放置在物料擺放臺上的標準節主桿自動進入定位裝置,通過轉動定位裝置,還可以將位于定位裝置上的標準節主桿轉移至成品擺放臺上,降低了操作人員的勞動強度;通過對標準節主桿整體進行準確的定位可以提高標準節主桿連接套的定位精確度,進而提高了標準節主桿的制作精度,并且降低了標準節裝配階差,操作簡單、裝置經濟實用。
猜你喜歡
城市道橋與防洪(2022年4期)2022-07-01 06:04:12
當代陜西(2019年8期)2019-05-09 02:22:48
上海建材(2019年1期)2019-04-25 06:30:48
動漫星空(興趣百科)(2019年3期)2019-03-07 07:23:10
家庭影院技術(2018年4期)2018-05-09 07:07:52
專用汽車(2016年4期)2016-03-01 04:13:43
質量與標準化(2015年9期)2015-12-31 11:41:40
中國質量與標準導報(2014年4期)2014-03-11 19:54:25
中國質量與標準導報(2014年10期)2014-02-28 22:25:47
中國質量與標準導報(2014年7期)2014-02-28 22:24:39