掃描速度對選區激光熔化成形316L不銹鋼微觀形貌和性能的影響
2021-09-01 00:56:20宗學文盧秉恒李偉東
機械工程材料 2021年8期
關鍵詞:不銹鋼
宗學文,張 健,盧秉恒,李偉東
(1.西安科技大學機械工程學院,西安 710054;2.西安科技大學增材制造技術研究所,西安 710054;3.西安交通大學機械工程學院,西安 710049;4.中國船舶重工集團公司第七二五研究所,洛陽 471023)
0 引 言
選區激光熔化(Selective Laser Melting, SLM)是指按照三維切片模型中規劃好的路徑,使用高能量密度的激光對粉末進行逐層掃描,使粉末熔化、凝固,從而獲得零件的一種增材制造技術[1-3]。與傳統制造技術相比,SLM技術可以制造結構復雜、難加工的零部件,具有很大程度的設計自由度,能夠實現零件的近凈成形[4-7]。
316L不銹鋼具有優異的耐腐蝕性能、生物相容性和抗氧化性能,在核工業、生物醫學、航空航天領域得到了廣泛應用[7-9]。采用SLM成形316L不銹鋼的研究在國內外也引起了廣泛關注。KURZYNOWSKI等[10]在不同激光功率下激光選區熔化成形316L不銹鋼,發現激光能量密度和掃描策略會對奧氏體亞結構和鐵素體含量產生巨大影響。LIVERANI等[11]研究了SLM工藝參數對316L不銹鋼顯微組織和力學性能的影響,發現增大激光功率后,試樣的伸長率呈上升趨勢,減小成形角度后,試樣的抗拉強度和屈服強度提高。WANG等[12]采用SLM技術制備316L奧氏體不銹鋼,發現其屈服強度與拉伸延性的綜合性能高于傳統鍛造316L不銹鋼的。目前,有關SLM成形316L不銹鋼的研究主要集中在顯微組織和力學性能等方面,而不同掃描速度下缺陷對力學性能影響的研究相對較少。
為此,作者采用SLM工藝在不同掃描速度下制備了316L不銹鋼試樣,觀察了其微觀形貌、表面形貌和試樣斷口形貌,研究了拉伸性能、硬度和沖擊韌性的變化,為SLM成形不銹鋼材料奠定理論與技術基礎。
1 試樣制備與試驗方法
試驗材料為水霧化316L不銹鋼粉末,化學成分見表1,由中瑞智創三維科技股份有限公司提供。該不銹鋼粉末呈近似規則的圓球狀,如圖1所示,顆粒直徑在25~60 μm之間。SLM成形時所用基板材料為316L不銹鋼。

表1 316L不銹鋼粉末的化學成分(質量分數)

圖1 316L不銹鋼粉末的微觀形貌Fig.1 Micromorphology of 316L stainless steel powder
使用iSLM150型選區激光熔化設備,在氮氣保護環境下對不銹鋼粉末進行SLM成形,采用光纖激光器,激光波長為1 064 nm,光斑直徑為70 μm,激光功率為170 W,相位角為73°,鋪粉層厚度為50 μm,掃描間距為60 μm,掃描速度在700~1 200 mm·s-1。分別直接成形硬度、拉伸和沖擊3種試樣,形狀和尺寸如圖2所示,其中:拉伸試樣和沖擊試樣的長度方向均平行于成形方向(z方向),拉伸試樣厚度為1 mm,沖擊試樣的V型缺口深度為2 mm。根據GB/T 228-2002,采用島津萬能拉伸試驗機在室溫下進行拉伸試驗,拉伸速度為1 mm·min-1。根據GB/T 4340.1-2009,采用HB-3000B型顯微硬度計在硬度試樣xOy、xOz、yOz面上取點進行硬度測試,載荷為0.98 N,加載時間為15 s,測3個點取平均值。按照GB/T 229-2007,采用ZBC2000系列金屬擺錘試驗機進行室溫沖擊試驗。采用S-3000N型掃描電子顯微鏡觀察沖擊斷口形貌。在距沖擊斷口15 mm處取樣,經鑲嵌、研磨、拋光,用王水(HCl和HNO3體積比為3…1)腐蝕15 s后,在尼康ECLIPSE MA200型倒置光學顯微鏡上觀察微觀形貌。采用Dektak XT型輪廓儀觀察xOy面的形貌并測定表面粗糙度。

圖2 SLM成形試樣的形狀和尺寸Fig.2 Shape and size of SLM formed specimens: (a) tensile specimen; (b) impact specimen and (c) hardness specimen
2 試驗結果與討論
2.1 掃描速度對表面形貌和表面粗糙度的影響
由圖3可以看出:當掃描速度在700~800 mm·s-1時,試樣表面平坦,孔洞較少,這是由于在較慢的掃描速度下,激光與粉末作用的時間較長,粉末能充分熔融,熔池界面穩定性提升,使得形貌平坦,同時熔池中熔體流動性好,成形質量得到優化;但是在該掃描速度范圍內,試樣存在少量的球化現象,這一部分是由于較高激光功率和較低掃描速度的交叉作用而導致的“自成球”[13],另一部分是由于不銹鋼氧化形成的氧化膜改變了熔池邊緣的表面張力,產生內對球而導致的球化[14]。當掃描速度增至900 mm·s-1及以上時,試樣表面變得越來越粗糙,孔洞增多,球化現象越發明顯,這是因為掃描速度的增大導致激光作用時間縮短,粉末熔融狀態不佳,成形質量降低。隨著掃描速度的增加,試樣表面粗糙度增大。

圖3 不同掃描速度下SLM成形試樣的表面形貌和表面粗糙度Fig.3 Surface morphology and surface roughness of SLM formed specimens at different scanning speeds
2.2 掃描速度對微觀形貌的影響
由圖4可以看出:當掃描速度為800 mm·s-1時,熔池間連續性好,生長方向一致,熔池大小比較均勻,但是試樣表面出現微孔,這是由于粉末顆粒間隙中的氣體在熔池形成時溶解于液相,在快速凝固過程中未能及時逸出而形成的;隨著掃描速度的增加,熔池間的空隙缺陷增多,特別是當掃描速度達到1 200 mm·s-1時,試樣不同面上均出現大量空隙缺陷,形狀為三角形和不規則形狀,空隙尺寸達到100 μm以上,單道熔池出現斷續現象。當掃描速度增大后,激光與粉末作用時間變短,導致粉末未能全部熔化,熔池中熔體流動性變差,熔池間搭接率降低,出現未熔合空隙缺陷。當其他工藝參數在合理范圍內,適當降低掃描速度可以提高熔池搭接率,從而提升成形試樣的致密性能和力學性能。
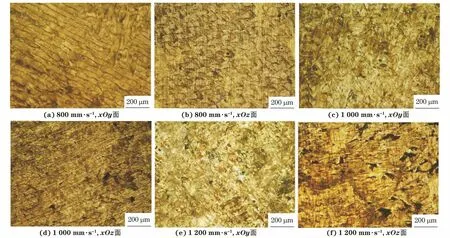
圖4 不同掃描速度下SLM成形試樣不同面的微觀形貌Fig.4 Micromorphology of different faces of SLM formed specimens at different scanning speeds
2.3 掃描速度對拉伸性能的影響
由圖5可知:隨著掃描速度的增加,SLM成形試樣的抗拉強度和斷后伸長率先呈緩慢升高趨勢后快速降低,屈服強度則一直呈降低趨勢。當掃描速度大于1 000 mm·s-1后,抗拉強度、斷后伸長率和屈服強度急劇下降,這一方面是由于較高掃描速度下的空隙缺陷增多,加劇了裂紋的萌生和擴展,另一方面是由于掃描速度的升高導致液相對流不穩定,界面失衡,晶體不能有效生長。

圖5 不同掃描速度下SLM成形試樣的工程應力-工程應變曲線和拉伸性能Fig.5 Engineering stress-engineering strain curves (a) and tensile properties (b) of SLM formed specimens at different scanning speeds
綜上可知,在試驗條件下,當掃描速度在700~1 000 mm·s-1時,SLM成形試樣的強度和塑性較為穩定。
2.4 掃描速度對硬度的影響
由圖6可知:隨著掃描速度的增加,SLM成形試樣的硬度總體呈緩慢增加后降低的變化趨勢;當掃描速度在700~800 mm·s-1時,xOy,xOz和yOz面的硬度均較高,分別在230.0~247.0 HV,255.2~258.0 HV,252.3~262.5 HV,這是因為在合適工藝條件下,適當降低掃描速度后粉末熔融效果較好,成形后內部空隙缺陷少;在相同掃描速度下,成形試樣xOz和yOz面的硬度相近,且除了掃描速度1 100 mm·s-1外均明顯高于xOy面的,這是由于xOz和yOz面的熔池邊界密度略高于xOy面的。

圖6 不同掃描速度下SLM成形試樣不同面上的硬度Fig.6 Hardness on different faces of SLM formed specimens at different scanning speeds
2.5 掃描速度對沖擊韌性的影響
由圖7可知:隨著掃描速度增加,SLM成形試樣的沖擊吸收能量先保持穩定后下降,內部孔洞和裂紋逐漸增多,且孔洞直徑增大,最大達到150 μm;當掃描速度在700~800 mm·s-1時,沖擊吸收能量較高,在58.6~60.0 J,試樣韌性最優。當掃描速度增至1 000 mm·s-1及以上時,試樣中出現較多空隙缺陷,導致韌性下降。

圖7 不同掃描速度下SLM成形試樣的沖擊吸收能量及沖擊斷口附近微觀形貌Fig.7 Impact absorption energy and micromorphology near impact fracture of SLM formed specimens at different scanning speeds
由圖8可知:當掃描速度為800 mm·s-1時,SLM成形試樣發生韌脆性斷裂,其沖擊斷口表面較為平整,有許多細小韌窩,裂紋源區比較平滑;當掃描速度為1 000 mm·s-1時,試樣的沖擊斷口表面出現未熔顆粒與第二相粒子,分布有河流狀的不連續條紋,該斷口為宏觀脆性斷裂的解理斷口,解理條紋上的分支較少;當掃描速度為1 200 mm·s-1時,試樣沖擊斷口上存在較多未熔顆粒和孔洞,這些缺陷會導致大量裂紋萌生,進而降低試樣的沖擊韌性。

圖8 不同掃描速度下SLM成形試樣的沖擊斷口形貌Fig.8 Impact fracture morphology of SLM formed specimens at different scanning speeds
3 結 論
(1) 隨著掃描速度增加,激光與粉末作用時間縮短,粉末熔融狀態不佳,SLM成形316不銹鋼試樣中的空隙缺陷增多,表面粗糙度增大;當掃描速度在700~800 mm·s-1時,試樣表面粗糙度較低,表面空隙及球化現象極少。
(2) 隨著掃描速度增加,SLM成形試樣的抗拉強度、斷后伸長率和硬度總體上先呈緩慢增加趨勢,當掃描速度大于1 000 mm·s-1時呈快速降低趨勢,屈服強度一直呈降低趨勢。
(3) 隨著掃描速度增加,SLM成形試樣的沖擊吸收能量先保持穩定后下降,沖擊斷口附近的孔洞和裂紋逐漸增多,沖擊斷裂形式由韌脆性斷裂變為脆性斷裂。當掃描速度在700~800 mm·s-1時,試樣的沖擊韌性最優,沖擊吸收能量在58.6~60.0 J。
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
