Sn-3.0Ag-0.5Cu/ENEPIG焊點界面反應及剪切性能的尺寸效應
2021-09-01 00:56:26于鳳云杜彥鳳
機械工程材料 2021年8期
關鍵詞:界面
于鳳云,劉 浩,杜彥鳳
(大連理工大學材料科學與工程學院,大連 116024)
0 引 言
隨著科學技術的進步,電子消費產品要求具有更好的性能、更多的功能、更小的尺寸,這使得微電子工業逐步進入集成電路(Integrated Circuit,IC)的后摩爾定律時代,而三維(3D)IC封裝成為解決超大規模IC物理極限的重要方案之一,并獲得了極大的發展[1]。3D IC封裝廣泛采用微凸點(Micro-Bump)和硅通孔(Through-Silicon-Vias,TSV)實現芯片互連,這在促進封裝密度不斷提高的同時,也使得焊點尺寸大大減小,從而導致焊點界面反應、組織演化以及焊點力學性能表現出明顯的尺寸(體積)效應[2-5]。互連焊點常常因熱失配、裝配外力等原因發生剪切失效,因此具有良好剪切性能的焊點是電子產品高可靠性的重要保障。但在尺寸效應的作用下,焊點界面金屬間化合物(IMC)體積在焊點中的比例增加,微小尺度互連的可靠性問題變得更加嚴重[6-7]。
化學鎳/鈀/金(ENEPIG)表面處理層具有良好的釬焊潤濕性、緩慢的界面金屬間化合物生長速率和較低的成本等特性,且能夠滿足多種封裝工藝要求,因而受到了廣泛的重視。ENEPIG在化學鎳金(ENIG)的基礎上引入鈀層,較好地解決了ENIG因鎳(磷)層腐蝕而在其表面形成鎳氧化物(黑盤,Black-pad),進而導致焊點可靠性下降的問題[8]。此外,ENEPIG還可抑制電遷移引起的鎳(磷)層消耗和焊點界面金屬間化合物的溶解和擴散,使其表現出良好的抗電遷移特性[9]。
HO等[10]在研究不同尺寸Sn-3.0Ag-0.5Cu/Ni焊點的釬焊界面反應時,發現在大尺寸焊點界面處只生成了一層(Cu,Ni)6Sn5金屬間化合物,而小尺寸焊點界面上卻生成了一層(Ni,Cu)3Sn4和一層(Cu,Ni)6Sn5金屬間化合物,并且出現(Cu,Ni)6Sn5金屬間化合物層大量脫落的現象,認為小尺寸焊點界面反應消耗銅的速率比大尺寸焊點的快,致使焊點貧銅,從而表現出明顯的尺寸效應。ISLAM等[2]對比研究了2種尺寸的釬料球與銅焊盤的釬焊界面反應,發現大體積釬料球消耗了更多的銅焊盤,但形成的界面化合物卻更薄。LI等[11]研究了不同間距焊點的剪切性能,發現隨著焊點間距的減小,金屬間化合物體積占焊點比例變大,剪切強度增大。TIAN等[12]研究發現,隨焊點尺寸的減小,回流及時效后Sn-3.0Ag-0.5Cu/Cu焊點的剪切強度增大,這是因為小尺寸焊點中細小的Ag3Sn顆粒增大了其剪切強度,大尺寸焊點中枝晶狀和羽毛狀的Ag3Sn導致了焊點脆性的增大。
目前,國內外學者對焊點釬焊界面反應和剪切性能的尺寸效應進行了深入研究,但基于ENEPIG的界面反應和剪切性能的尺寸效應研究尚不多見;而相關研究對ENEPIG的應用及其釬焊焊點的可靠性評估具有積極意義。作者研究了不同尺寸Sn-3.0Ag-0.5Cu/ENEPIG焊點的界面反應和剪切性能,對比分析了焊點經多次釬焊回流和時效處理后的界面金屬間化合物層厚度及焊點剪切強度,闡述了尺寸效應對焊點界面金屬間化合物生長、轉變和剪切斷裂的影響。
1 試樣制備與試驗方法
試驗用釬料焊球成分(質量分數)為Sn-3.0%Ag-0.5%Cu,直徑分別為200,300,400 μm。基板銅焊盤表面處理層為ENEPIG鍍層,由鎳(磷)層、鈀層和金層組成,其中鎳(磷)層厚度為5 μm,焊球與焊盤的尺寸參數列于表1中。將焊球置于涂覆中性活性助焊劑的焊盤上,并放入TYR108N-C型臺式回流焊機中進行回流。回流峰值溫度為250 ℃,液相線(217 ℃)以上停留時間為45 s,分別回流1,3,5,7次。將部分回流3次的焊點試樣放入恒溫箱中進行等溫時效處理,時效溫度分別為75,100,125 ℃,時效時間為200 h。
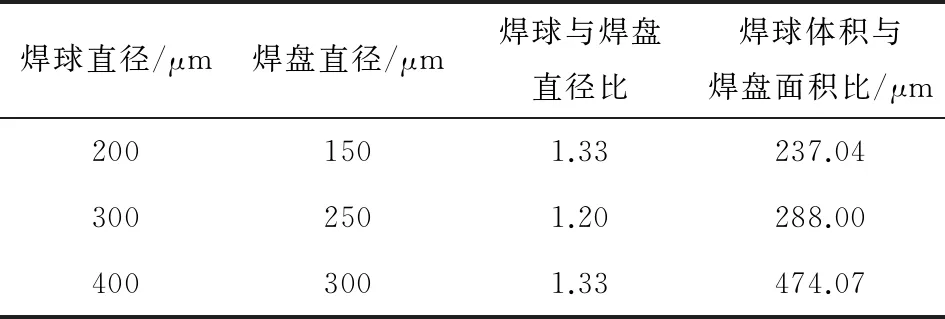
表1 焊球與焊盤的尺寸參數
采用Dage4000型鍵合強度測試儀對焊點進行剪切試驗,剪切試驗原理如圖1所示,推刀端面到基板表面的距離為10 μm,剪切速度為50 μm·s-1。在測試過程中,當剪切力下降至最大剪切力的75%時,推刀迅速將焊球推斷,若焊盤不被剝離,即視為1次有效測試值。對于不同條件下的焊點,取15個有效值的平均值作為試驗結果。

圖1 焊點剪切試驗原理圖Fig.1 Schematic of solder joint shear test principle
將不同條件下的焊點用環氧樹脂密封后,用200#砂紙沿垂直于基板法線方向對焊點最大橫截面處進行磨制,然后依次使用2000#砂紙和粒徑0.5 μm金剛石拋光膏對該截面進行磨拋,再用體積分數5%硝酸酒精溶液腐蝕5 s后,用SUPARR 55型場發射掃描電子顯微鏡(SEM)觀察焊點界面組織與形貌,并通過SEM附帶的INCA+CH5型能譜儀(EDS)分析界面金屬間化合物的成分和類型。
2 試驗結果與討論
2.1 回流后焊點的界面組織及剪切性能
由圖2可以看出,隨著焊球直徑的增大,焊點界面金屬間化合物層的厚度及其晶粒尺寸均減小,表現出明顯的尺寸效應。同時,由EDS分析結果可知,直徑200 μm焊球與鍍層回流后焊點的界面產物均為(Ni,Cu)3Sn4,由Ni3Sn4相固溶少量銅原子形成;直徑400 μm焊球與鍍層回流后焊點的界面產物為(Cu,Ni)6Sn5,由Cu6Sn5相固溶少量鎳原子形成;而直徑300 μm焊球與鍍層回流后焊點的界面產物則由靠近基板側的(Cu,Ni)6Sn5和靠近釬料側的(Ni,Cu)3Sn4兩種金屬間化合物組成。焊點中未發現由鈀或金形成的獨立金屬間化合物,也未發現其存在于界面金屬間化合物中,推斷較薄的鈀層和金層在釬焊初期迅速溶解到釬料中,釬焊結束后鈀和金以固溶的形式存在于錫基體中。隨著SnAgCu釬料中銅質量分數從1.0%降低至0.2%,SnAgCu/Ni界面產物先由單一相(Cu,Ni)6Sn5向復相(Cu,Ni)6Sn5和(Ni,Cu)3Sn4轉變,再轉變為單相(Ni,Cu)3Sn4[13]。焊球直徑較小(200 μm)的焊點中銅的絕對含量低,不足以形成(Cu,Ni)6Sn5,因此只能形成消耗銅較少的(Ni,Cu)3Sn4;而焊球直徑較大(400 μm)的焊點中銅的絕對含量高,足以供界面反應形成(Cu,Ni)6Sn5;對于焊球直徑介于二者之間(300 μm)的焊點,反應初期釬料中的銅含量較高,界面處形成(Cu,Ni)6Sn5,隨著反應的進行釬料中逐漸貧銅,界面產物轉變為(Ni,Cu)3Sn4。隨著焊球直徑的增大,焊點界面金屬間化合物層厚度及晶粒尺寸隨回流次數增加而增大的趨勢減弱。這是由于:一方面,隨著焊球直徑的增大,鎳向液態釬料中溶解的速率較慢,因此界面金屬間化合物的生長速率也相應較慢;另一方面,隨著焊球直徑的增加,焊球體積與焊盤面積的比值增大,更多溶解的鎳原子擴散到釬料中以滿足溶解度需求,使得參與界面反應的原子通量降低,導致焊點中界面金屬間化合物生長速率下降。
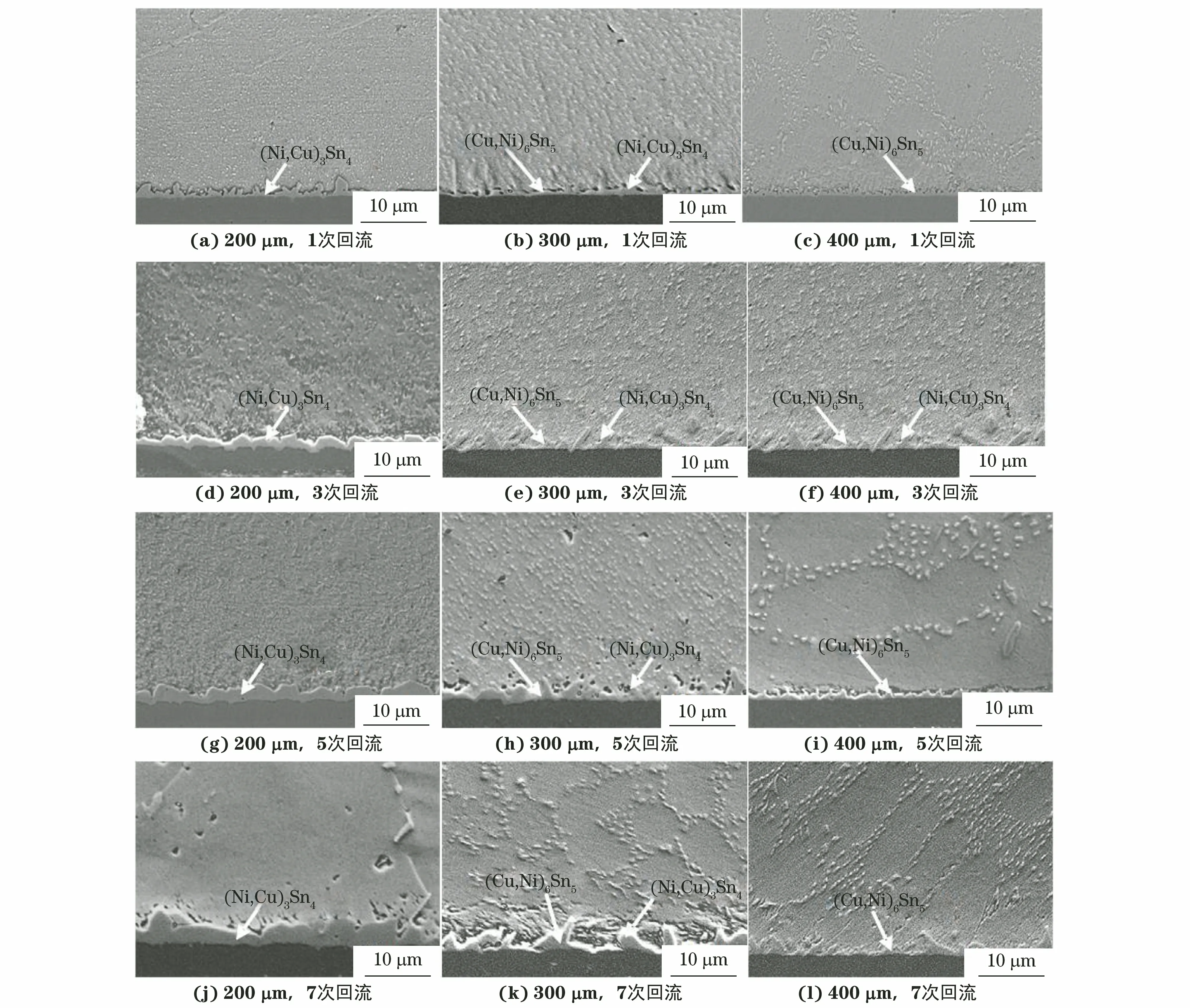
圖2 不同直徑Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流不同次數后焊點的截面SEM形貌Fig.2 Cross section SEM morphology of solder joints by reflow of Sn-3.0Ag-0.5Cu solder balls with different diameters and ENEPIG cladding for different times: (a-c) reflow for time; (d-f) reflow for 3 times; (g-i) reflow for 5 times and (j-l) reflow for 7 times
由圖3可知:當焊球直徑從200 μm增加到300 μm時,焊點剪切強度下降明顯,回流1次時的剪切強度下降程度最大,由87 MPa下降到68 MPa,下降幅度為21.53%;焊球直徑從300 μm增至400 μm時,焊點剪切強度下降幅度較小,回流1次時的剪切強度下降程度最大,由68 MPa下降到60 MPa,下降幅度僅為5.54%。可見,相同回流次數下,焊點的剪切強度隨焊球尺寸的增大而降低,表現出尺寸效應,這與LI等[11]的研究結果相吻合。對于相同焊球尺寸的焊點,隨著回流次數的增加,焊點的剪切強度下降,這可能是由于焊點經多次回流后,釬料晶粒粗化導致的[12]。對比發現,直徑200 μm焊球與鍍層經7次回流后焊點的剪切強度比經1次回流后的下降了22.74%,而直徑400 μm焊球與鍍層經7次回流后焊點的剪切強度比經1次回流后的下降了6.72%,說明回流次數對焊點剪切強度下降的影響程度隨著焊球直徑的增大而減弱。
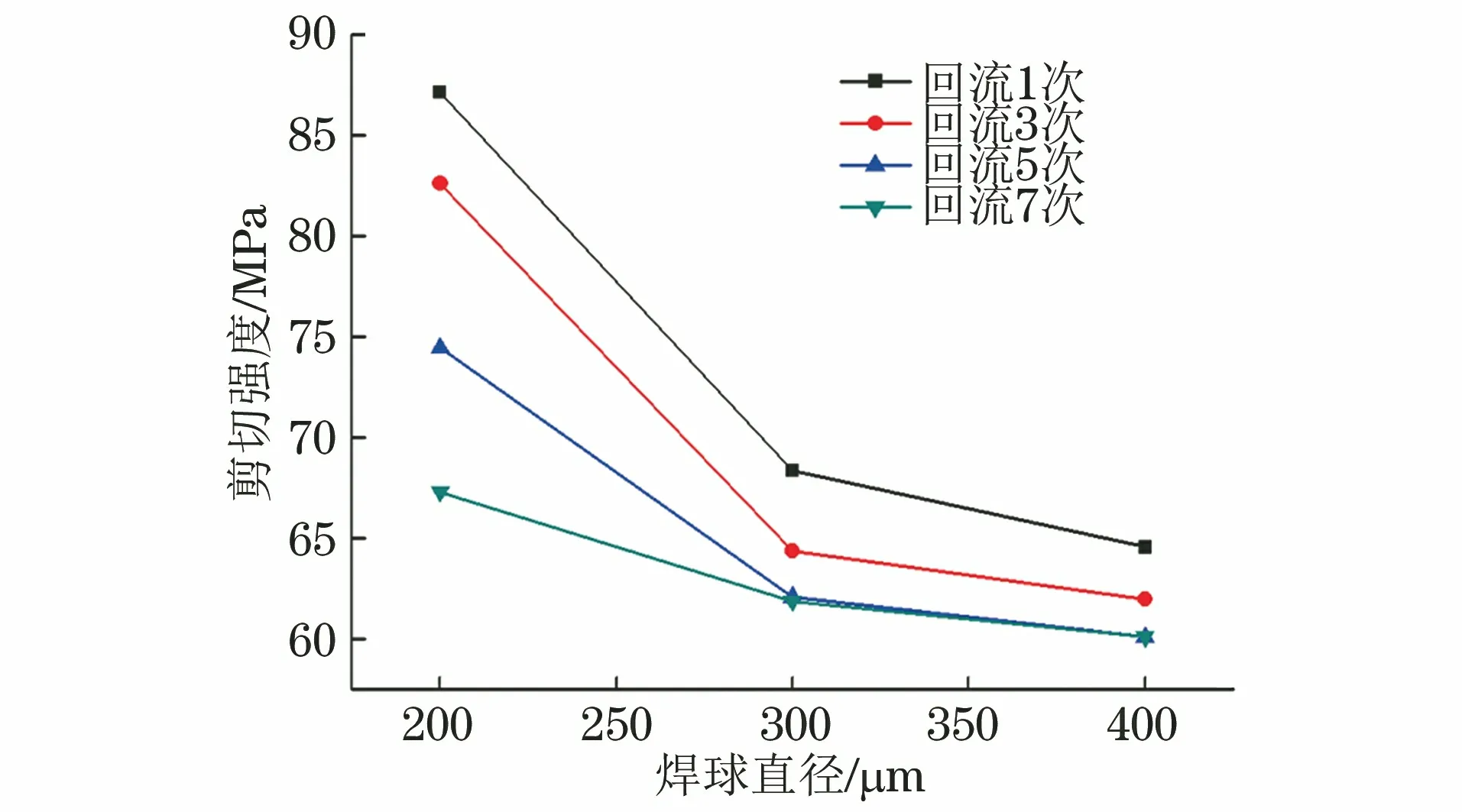
圖3 Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流不同次數后焊點剪切強度隨焊球直徑的變化曲線Fig.3 Curves of shear strength of solder joints by reflow of Sn-3.0Ag-0.5Cu solder balls and ENEPIG cladding for different times vs diameter of solder ball
由圖4可以看出,在剪切力作用下,焊點先發生塑性變形后發生撕裂,最后發生斷裂失效。焊點斷口主要由劈刀切開區和撕裂區組成,直徑200 μm焊球與鍍層回流后焊點的劈刀切開區的面積明顯大于其撕裂區的面積,而直徑400 μm焊球與鍍層回流后焊點的撕裂區相對面積明顯比直徑200 μm焊球與鍍層回流后的大。焊球直徑較大焊點的劈刀切開區面積相對較大,說明其塑性較好,可知焊點的斷口形貌也表現出明顯的尺寸效應。
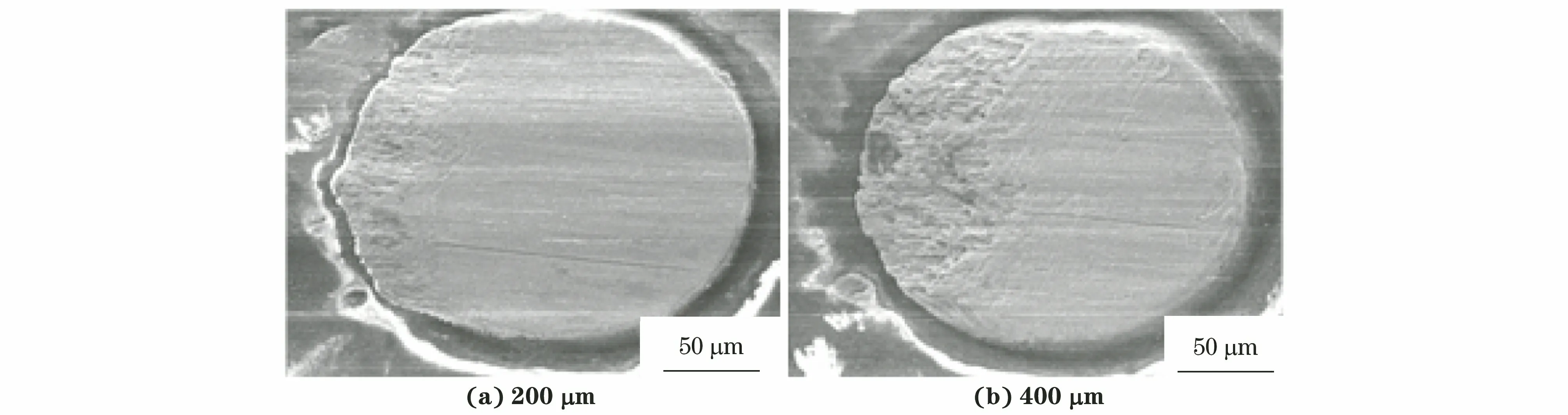
圖4 不同直徑Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流1次后焊點的剪切斷口形貌Fig.4 Shear fracture morphology of solder joints by reflow of Sn-3.0Ag-0.5Cu solder balls with different diameters and ENEPIG cladding for 1 time
2.2 回流3次與時效后焊點界面組織及剪切性能
參考實際工藝,選擇了回流3次并時效后的焊點截面組織與剪切性能進行研究。由圖5可知,相同時效溫度下,焊點界面金屬間化合物層厚度及晶粒尺寸均隨焊球直徑的增大而減小,其變化趨勢與時效前的相一致。與時效前的焊點相比,時效后焊點界面金屬間化合物層厚度明顯增加,且其形貌變得更為光滑、平坦。隨著時效溫度的升高,焊點界面金屬間化合物發生明顯粗化。由EDS分析可知,時效處理后所有焊點界面的金屬間化合物均為(Cu,Ni)6Sn5,說明在時效過程中釬料中的銅原子不斷向界面遷移,一方面促進了金屬間化合物的生長,另一方面促使焊球直徑為300 μm焊點中界面金屬間化合物類型轉變。
由圖6可知,隨著焊球直徑的增大,時效后焊點的剪切強度均呈下降趨勢,且當焊球直徑從200 μm增加到300 μm時,剪切強度下降趨勢明顯,與時效前的結果相吻合,但下降幅度較時效前的均有所降低。隨著時效溫度的升高,焊點的剪切強度降低,當時效溫度為125 ℃時,剪切強度最小。時效后焊點的剪切強度整體低于時效前的,這可能是由于時效后焊點內錫晶粒及金屬間化合物顆粒發生粗化,且界面金屬間化合物層在增厚的同時也變得更加平坦導致的。
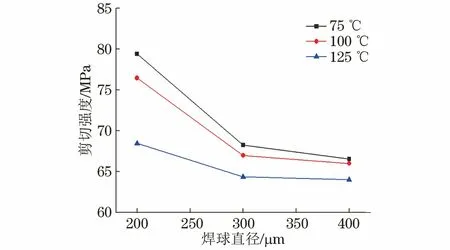
圖6 Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流3次的焊點在不同溫度下時效200 h后的剪切強度隨焊球直徑的變化曲線Fig.6 Curves of shear strength vs solder ball diameter of solder joints by reflow of Sn-3.0Ag-0.5Cu solder balls and ENEPIG cladding for 3 times after aging at different temperatures for 200 h
3 結 論
(1) Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流不同次數后,焊點界面金屬間化合物層的厚度以及焊點的剪切強度均隨焊球直徑的增大而降低,表現出明顯尺寸效應;焊球直徑為200,300,400 μm的焊點中,釬焊界面金屬間化合物分別為(Ni,Cu)3Sn4、(Ni,Cu)3Sn4和(Cu,Ni)6Sn5、(Cu,Ni)6Sn5;焊球直徑較大焊點的劈刀切開區面積相對較大,說明其塑性較好,焊點的剪切斷口形貌表現出尺寸效應;回流次數的增加導致焊點界面金屬間化合物層厚度增加,焊點剪切強度下降,且焊球直徑較小的焊點剪切強度的下降程度大于焊球直徑較大的焊點。
(2) Sn-3.0Ag-0.5Cu焊球與ENEPIG鍍層回流3次的焊點經時效后的界面金屬間化合物層的厚度以及焊點的剪切強度均隨焊球直徑的增大而降低,表現出明顯的尺寸效應;時效溫度升高導致界面金屬間化合物層厚度增加,焊點剪切強度降低;在不同溫度下時效200 h后,所有焊點界面金屬間化合物均為(Cu,Ni)6Sn5,且時效后焊點的剪切強度均低于時效前的。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
