FCAW-S 工藝條件下X80 環(huán)焊接頭性能及安全運行影響因素研究*
2021-09-02 05:53:06齊麗華高雄雄陳越峰楊耀斌
焊管 2021年8期
齊麗華, 王 磊, 高雄雄, 王 磊, 陳越峰, 楊耀斌
(1. 中國石油集團石油管工程技術(shù)研究院, 西安 710077; 2. 石油管材及裝備材料服役行為與結(jié)構(gòu)安全國家重點實驗室, 西安 710077; 3. 國家管網(wǎng)西部管道公司, 烏魯木齊 830013)
0 前 言
2013 年底, 我國建設(shè)的石油天然氣長輸管道總里程已達10 萬km。 近20 年來, 隨著天然氣消費量的快速增長, 我國管道建設(shè)高速發(fā)展,油氣輸送管線用鋼的強度等級和管徑逐漸增大,管道輸送壓力逐漸提高, 這些都對管道現(xiàn)場焊接技術(shù)提出了新的挑戰(zhàn)[1-3]。 目前, 國內(nèi)X80 在役管道工程主要采用自保護藥芯焊絲半自動下向焊接方法[4-6], 根焊一般采用堿性低氫E7016 或STT/RMD ER70S 焊材, 填充和蓋面焊接采用E81T8-Ni2 焊材。 這種焊接方法的特點是熱輸入大, 半自動焊接人為因素影響較多, 焊縫性能離散度大, 較易出現(xiàn)焊縫低韌性的脆性斷口[7-8], 且藥芯焊絲的焊縫金屬強度低于同級別的管材強度。 因此, 在整個環(huán)焊接頭匹配和焊材匹配方面需要慎重考慮和選擇。 天然氣管道運行過程中, 環(huán)焊接頭需要承受工作應力、 焊后殘余應力、 土壤約束應力、 組對應力以及山體滑坡、 地陷、 凍脹或水域引起的外部載荷等, 環(huán)焊接頭運行的安全性和韌性要求一直是油氣管道建設(shè)單位和運行單位重點關(guān)注的問題。 本研究從FCAW-S 焊接工藝的環(huán)焊接頭性能特點、 土壤約束應力測試和管道服役受力建模等方面綜合分析, 得到該工藝條件下管道服役安全性的影響因素, 對提高管道工程環(huán)焊縫質(zhì)量及管道建設(shè)和安全運營具有重要的意義[9-10]。
1 環(huán)焊工藝和環(huán)焊接頭性能分析
1.1 環(huán)焊工藝
實驗室中環(huán)焊接頭采用Φ3.2 mm 堿性低氫焊材E7016 進行根焊, 填充和蓋面采用Φ2.0 mm自保護藥芯焊絲E81T8-Ni2 焊接, 試驗采用X80 鋼級Φ1 016 mm×15.3 mm 管線鋼管, 鋼管和填充焊絲的合金成分見表1。

表1 X80 鋼管和E81T8-Ni2 藥芯焊絲的化學成分
針對服役X80 管道工程的環(huán)焊接頭進行破壞性檢測, 并從微觀組織特點和力學性能分布趨勢進行分析, 結(jié)合組對應力測試、 環(huán)焊接頭的微區(qū)性能特點進行環(huán)焊接頭的服役安全性綜合影響因素分析。
1.2 力學性能分析
圖1 為該管道項目工程服役環(huán)焊接頭破壞性檢測的拉伸性能數(shù)據(jù)分布, 橫坐標為抽查的環(huán)焊接頭數(shù)量, 縱坐標為同一環(huán)焊接頭不同區(qū)域的拉伸性能分布情況。 由圖1 可見, 在未去除余高情況下, FCAW-S 環(huán)焊接頭拉伸性能在610~740 MPa波動, 基本滿足油氣管道標準GB/T 31032 和API 1104 中環(huán)焊接頭強度要求。 標準要求, 如果斷裂位置在焊縫上, 其強度需大于公稱強度625 MPa,若低于公稱強度的環(huán)焊接頭, 其斷裂位置應在母材上, 且大于95%的公稱強度。 經(jīng)分析可知, 直縫埋弧焊鋼管的縱向拉伸強度較橫向拉伸強度略低, 但高于95%的公稱強度值, 也可滿足標準要求。 同一環(huán)焊接頭不同部位的強度波動最大值為40 MPa, 說明不同焊接位置焊接工藝參數(shù)的波動對環(huán)焊接頭強度影響較小。
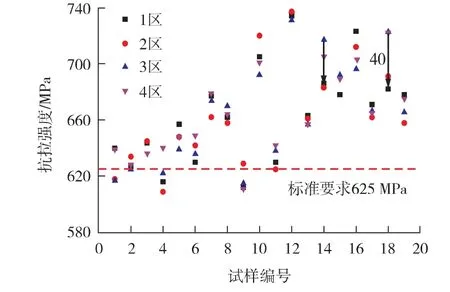
圖1 FCAW-S 環(huán)焊接頭的拉伸性能
圖2 所示為實驗室該種焊接工藝條件下環(huán)焊接頭焊縫中心、 熔合線、 熔合線+1 mm 和熔合線+2 mm 不同位置的沖擊性能分布。 由圖2 可知, 焊縫中心的沖擊韌性波動在50~175 J, 且存在低于標準要求單值60 J 的情況。
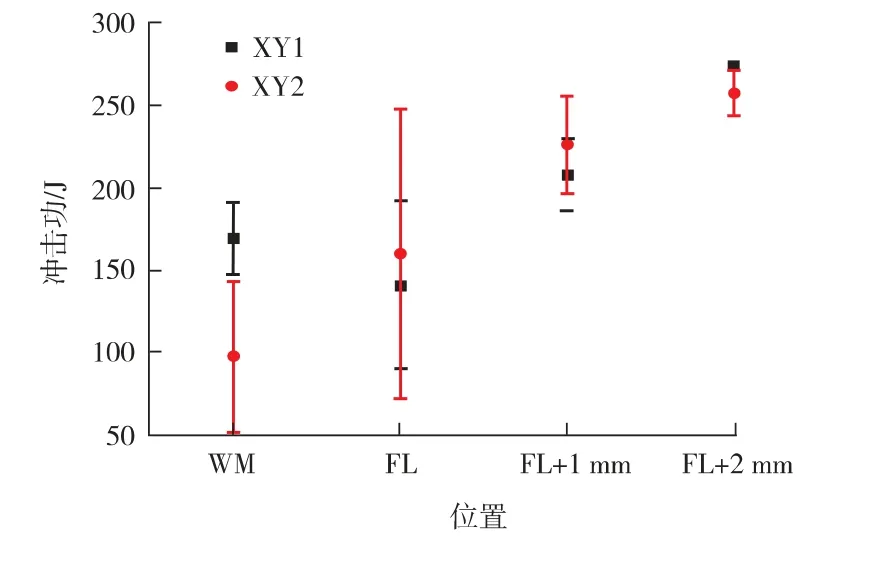
圖2 FCAW-S 環(huán)焊接頭的沖擊性能
圖3 所示為環(huán)焊接頭的金相照片, 可見該焊縫的每層金屬厚度分布均勻, 但得到的焊縫金屬韌性波動依然很大, 這與自保藥芯焊絲的焊接特點和焊縫中含有較多的AlN 脆性組織有關(guān)[11]。 出現(xiàn)少層少道數(shù), 則可能得到較低的接頭韌性, 不利于管道環(huán)焊縫的安全服役。

圖3 FCAW-S 環(huán)焊接頭金相照片
2 環(huán)焊接頭受力分析
2.1 現(xiàn)場應力測試
為科學測量和評估環(huán)焊縫服役過程的土壤約束應力, 獲得管段覆土開挖及切割前后環(huán)焊接頭截面的應變變化規(guī)律, 現(xiàn)場開挖測試如圖4 所示。 沿管段待取環(huán)焊接頭位置附近布置應變測點(圖4 (a)), 截面共設(shè)置8 個等間距分布的應變測點, 其中1 號測點位于管頂, 其余各測點編號按順時針方向逐次增加。 各測點位置分別布置軸向應變計及三向應變花, 相鄰應變片間夾角為45°。 先將環(huán)焊周圍土壤去除, 取環(huán)焊接頭附近30 mm 進行初次應力測試。 然后保持一側(cè)土壤不動, 在另一側(cè)開挖不同位置, 測試焊縫及管體應力變化, 再挖開焊縫另一側(cè)土壤, 進行應力測試觀察, 見圖4 (b)。 通過現(xiàn)場測試獲得了土體開挖及截面切斷后試件測試斷面的應變分布規(guī)律,統(tǒng)計分析后獲得了試件截面的荷載分布情況。
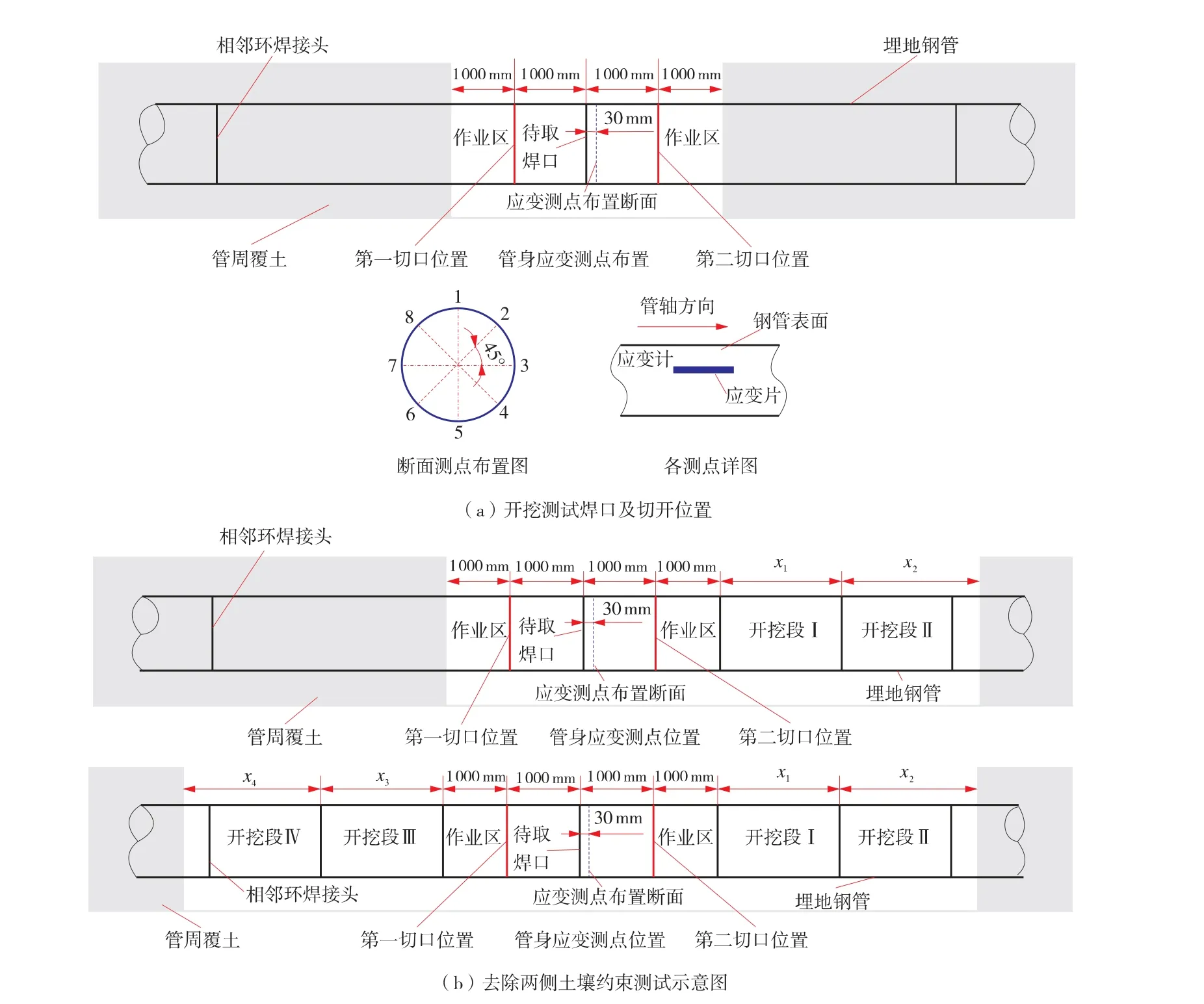
圖4 服役環(huán)焊接頭現(xiàn)場開挖測試示意圖
通過現(xiàn)場測試直管-直管、 直管-冷彎管和直管-熱煨彎管獲得不同環(huán)焊接頭受力情況, 其中熱煨彎管-直管連接的應力最大, 軸向應力為120~140 MPa, 同時環(huán)焊接頭還受剪切應力和扭轉(zhuǎn)應力的共同作用。 圖5 所示為土體開挖及截面切斷后環(huán)焊接頭現(xiàn)場測試及應變片分布以及分析后獲得的試件截面的荷載分布情況, 截面所受軸向力21.9 kN、 彎矩128.6 kN·m、 剪力107.7 kN、扭矩12.8 kN·m。
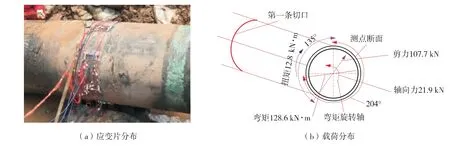
圖5 服役環(huán)焊接頭現(xiàn)場應力測試示意圖
2.2 微拉伸測試分析
為準確表征環(huán)焊接頭的各區(qū)域性能, 進行了數(shù)值模擬分析, 采用微拉伸測試方法對環(huán)焊接頭不同部位進行拉伸性能測試分析, 如圖6 所示,得到各區(qū)域的拉伸應力-應變曲線。 圖6 (a) 為微拉伸試樣的分布示意圖, 分別測試根焊、 熱焊、 填充和蓋面焊及熔合線和熱影響區(qū)拉伸性能變化; 圖6 (b) 為焊縫中心不同位置拉伸曲線,根焊采用E7016 堿性低氫焊材, 得到的最大拉伸強度僅為450~550 MPa, 較母材實際強度低100~200 MPa, 其均勻延伸率達到了17%。 填蓋部位拉伸強度為630~710 MPa, 均勻延伸率為0.06%~0.10%; 圖6 (c) 為熔合線及熱影響區(qū)不同位置拉伸曲線, 可見熔合線處的拉伸強度約600 MPa, 遠低于母材管體650 MPa 的縱向拉伸強度, 出現(xiàn)明顯的軟化現(xiàn)象。 微拉伸測試表明, 根焊為明顯的低強度匹配, 是環(huán)焊接頭最薄弱位置。
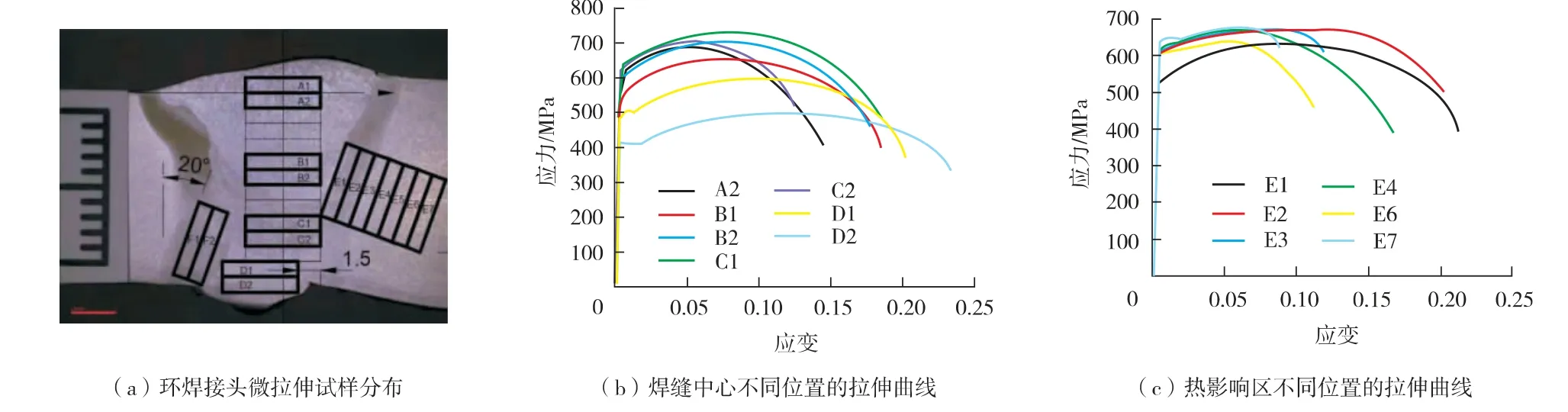
圖6 FCAW-S 環(huán)焊接頭不同部位的微拉伸性能
2.3 數(shù)值模擬分析
考慮環(huán)焊接頭各部分本構(gòu)特點建模, 進行環(huán)焊接頭的受力分析。 使用等應變條件下的裂紋驅(qū)動力曲線與實際裂紋擴展的阻力曲線, 獲得失穩(wěn)擴展點的應變水平, 模擬環(huán)境工作壓力為10 MPa,鋼管直徑1 016 mm, 壁厚15.3 mm。 考慮焊趾、錯邊等結(jié)構(gòu)應力條件下, 進行等應變條件下驅(qū)動力曲線模擬計算, 數(shù)值模型網(wǎng)格和驅(qū)動力與阻力關(guān)系如圖7 所示。 圖7 中等應變的裂紋深度a0、a1、 a2、 a3分別為2 mm、 3 mm、 4 mm 和5 mm。

圖7 FCAW-S 環(huán)焊接頭建立含缺陷的有限元模型進行驅(qū)動力計算
圖8 所示為根據(jù)微測試獲得的簡化環(huán)焊接頭模型進行數(shù)值建模起裂韌性計算。 圖8 (a) 為不同缺陷深度條件下, 測試的低強匹配的環(huán)焊接頭的裂紋驅(qū)動力曲線, 由圖8 (a) 可見, 在低匹配條件下, 考慮殘余應力、 工作運行壓力時,隨著缺陷深度的增加, 裂紋起裂的驅(qū)動力曲線顯著左移, 表明開口型缺陷的深度對環(huán)焊起裂的影響顯著。 當裂紋深度為3 mm 即約為根焊層深度時, 環(huán)焊接頭起裂韌性CTOD 值小于0.042 mm,通過BS7910 標準換算沖擊韌性約為50 J 時, 發(fā)生起裂失效; 當裂紋深度超過5 mm 即鋼管壁厚的30%時, 環(huán)焊接頭的起裂韌性CTOD 值小于0.067 mm, 通過BS7910 標準換算沖擊韌性約為80 J 時, 發(fā)生起裂失效。
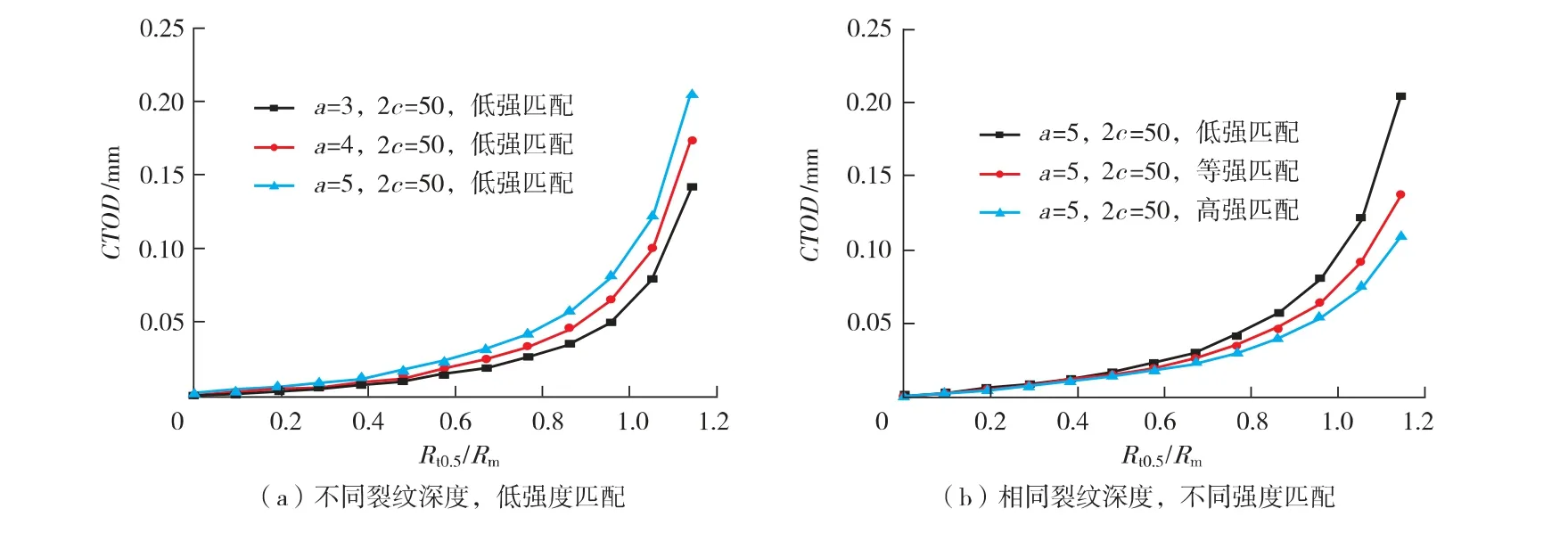
圖8 不同強度匹配條件下環(huán)焊縫的起裂韌性和CTOD 曲線
圖8 (b) 為不同強度匹配條件下, 相同缺陷深度的環(huán)焊接頭的裂紋驅(qū)動力的對比分析。 低強匹配條件下, 起裂韌性CTOD 值為0.067 mm, 換算為沖擊韌性約為80 J, 起裂擴展失效; 等強匹配條件下, 當裂紋深度達到30%壁厚時, 起裂韌性CTOD 值為0.054 mm,換算為沖擊韌性約為66 J, 起裂擴展失效; 高強匹配條件下, 裂紋深度達到30%壁厚時, 起裂韌性CTOD 值僅為0.046 mm, 換算為沖擊韌性約為56 J, 起裂擴展失效。 可見, 相同缺陷深度條件下, 高強匹配環(huán)焊接頭要求的起裂韌性值最低, 環(huán)焊接頭的強度匹配形式是保證環(huán)焊接頭安全服役的首要條件。 考慮管線服役的各種復雜地勢的影響和管道運營安全性, 建議今后的高鋼級管道施工盡量選取等強匹配或高強匹配的環(huán)焊工藝施焊。
3 結(jié) 論
(1) X80 管道FCAW-S 環(huán)焊工藝, 焊接熱輸入量變化較大, 對接環(huán)焊接頭沖擊韌性不穩(wěn)定, 存在韌性較低值。
(2) 通過微拉伸測試觀察得到, FCAW-S 環(huán)焊接頭的根焊強度和硬度遠低于管體母材的強度和硬度, 為整個環(huán)焊接頭的薄弱環(huán)節(jié)。
(3) 在役管道受組對應力和土壤約束應力共同作用, 熱煨彎管-直管連接的環(huán)焊接頭軸向應力最大, 同時還受剪切應力和扭轉(zhuǎn)應力的共同作用。
(4) 不同缺陷深度對裂紋驅(qū)動力有顯著的影響。 低強匹配條件下, 隨著缺陷深度的增加, 起裂韌性顯著增加, 當深度達到壁厚的30%時,起裂韌性約為80 J。
(5) 缺陷深度相同時, 不同強度匹配對裂紋驅(qū)動力的影響不同, 低強匹配條件下, 缺陷深度為5 mm 時起裂韌性的CTOD 值約為0.067 mm,而高強匹配條件下的起裂韌性CTOD 值約為0.046 mm。
(6) 建議高鋼級管道施工時, 環(huán)焊工藝采用等強匹配或高強匹配的焊接材料和焊接工藝, 可提高高鋼級油氣管道的安全運營。
猜你喜歡
艦船科學技術(shù)(2022年13期)2022-08-11 09:29:16
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
中學生數(shù)理化·七年級數(shù)學人教版(2020年11期)2020-12-14 06:59:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
藝術(shù)品鑒證.中國藝術(shù)金融(2018年8期)2019-01-14 01:14:28
藝術(shù)品鑒證.中國藝術(shù)金融(2018年10期)2019-01-08 02:44:26
藝術(shù)品鑒證.中國藝術(shù)金融(2018年12期)2018-08-26 06:03:48
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24
