基于ABAQUS軟件的海底電纜反應力錐切削仿真及切削參數優化
2021-09-03 09:41:30曲愛濤高常青吳紹聰
濟南大學學報(自然科學版) 2021年5期
關鍵詞:優化
曲愛濤, 高常青, 余 超, 吳紹聰, 楊 波
(濟南大學 機械工程學院, 山東 濟南 250022)
反應力錐的切削是大長度海底電纜在制作軟接頭時的重要工序, 具體操作是將絕緣層切削成錐狀, 預留足夠長度的銅導線。 目前反應力錐主要依靠人工進行切削, 隨著海底電纜等級的提高, 截面絕緣層加厚, 人工切削效率低下。 為了提高切削效率, 相關切削設備逐漸涌現。 趙謙益[1]研究了雙刀切削絕緣錐套的加工方式, 在加工絕緣錐套時, 先對錐面進行粗車,然后采取雙刀對稱的方式細車;該方式能夠解決單面切削時因受切削力影響而造成錐套變形的問題,但是車刀的材料去除效率較低,不適用于大截面反應力錐的切削。邢忠海等[2]設計了電纜切削裝置,包括驅動機構和切削機構,切削機構包括圓筒狀的連接段和錐狀的切削段,切削段的內壁上設有至少1個刀片,另一端與驅動機構相連并設有手持機構;與現有人工相比,切削出的反應力錐的表面形狀更加規則,但是仍需要人工保持裝置的平衡。姚德利[3]設計了一種新型反應力錐剝切器,主要結構由刀體、手柄、刀片、調節螺母等組成;刀片能夠靈活調節,用于切削不同尺寸的反應力錐;設備優勢在于適應性較好,可以切削多種規格的電纜,但是切削力仍由人工控制。綜合分析已有的切削裝置,大都以刀片、車刀為切削末端配合人工輔助操作,切削力由人工控制,切削表面質量易受人工影響。
作為切削設備的執行端,切削刀具的選擇及切削力的穩定性尤為重要。合適的切削方式不僅能提高切削效率,還能改善反應力錐表面質量。本文中通過分析反應力錐的形狀及材料性能,選擇合適的切削刀具及切削方式。采用ABAQUS軟件的顯式模塊,對切削過程中所需要的扭矩進行仿真,并建立切削力響應曲面模型,選取合適的切削參數,保證切削過程的平穩性。
1 反應力錐
1.1 反應力錐結構
海底電纜是用絕緣材料包裹的電纜,鋪設在海底,主要用于水下大功率電能的傳輸[4]。在制作接頭之前,需要將電纜端部絕緣層切削成錐狀,切削出的反應力錐表面要求形狀規整。如果切削表面存在缺陷,在電場影響下極易形成放電通道,導致表面放電,進而造成擊穿[5-6]。圖1所示為切削后的海底電纜反應力錐結構。
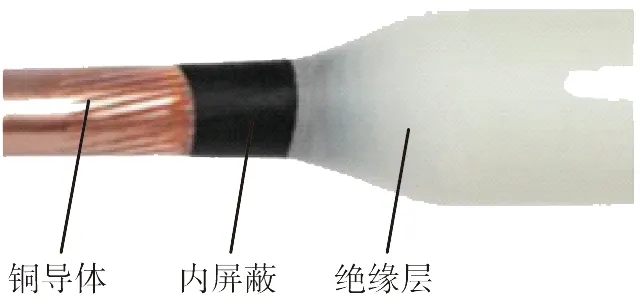
圖1 切削后的海底電纜反應力錐結構
反應力錐的表面形狀理論上是復對數曲線。在實際的工廠切削中,不易切削出復雜曲線,因此企業規定了一定的工藝尺寸,由直線代替反應力錐曲線。
1.2 絕緣層材料性能
海底電纜絕緣層一般采用交聯聚乙烯(XLPE)材料。絕緣材料XLPE的應力-應變曲線如圖2所示。從圖中可以看出,應力-應變曲線分為彈性區和塑形區2個部分,彈性區對應曲線剛開始階段,應變基本不變,應力急速增大,在應力為12 MPa時進入塑性區。塑性區內的應力-應變關系較復雜,試樣先后經歷應變軟化、細頸及趨向硬化的過程。最后在應力為24 MPa時,試樣被拉斷,對應的應力即為拉伸強度[7]。
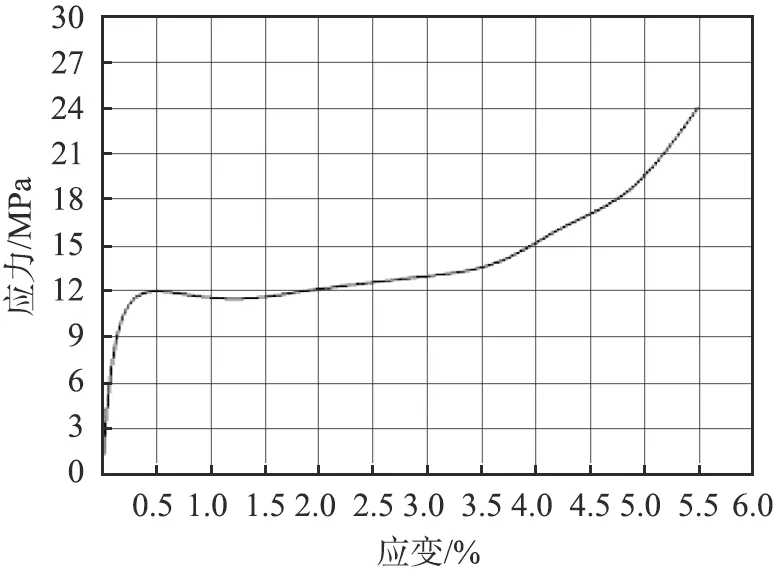
圖2 絕緣材料交聯聚乙烯的應力-應變曲線
2 切削方案制定
2.1 刀具選取
XLPE屬于熱固性材料,加熱后不易熔化。切削熱固性材料與切削脆性金屬的過程類似,切屑變形時不存在塑性變形區,切屑呈崩碎狀[8]。由于塑料的導熱系數較小,切削時產生的熱量不能及時散發,熱量容易聚積于刀刃,因此對于XLPE材料的切削,宜采用前角較大的刀刃工具,并且刀具材料選用導熱系數大的高速工具鋼[9-10]。
由于海底電纜本身質量大,不能回轉,因此需要刀具本身進行自轉和公轉才能完成反應力錐的切削。考慮到切削效率以及刀具散熱問題,選擇圓柱形銑刀以及周銑的方式進行切削反應力錐。圖3所示為齒數為12的圓柱形銑刀的主視圖與側視圖。
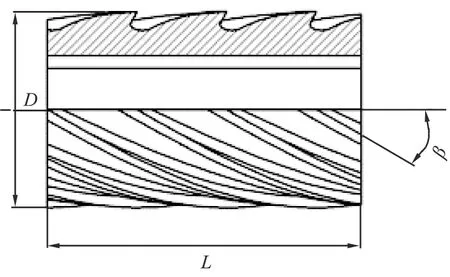
(a)主視圖
圓柱形銑刀具有刀齒多、刀刃前角大、刀刃總長度大、多刃旋轉切削溫度低等特點。切削方式采用更容易切下切削層的順銑方式,切削過程中切削層厚度由大到小,刀齒磨損較少,在保證反應力錐表面質量的同時提高刀具耐用度[11]。
2.2 切削方式確定
切削反應力錐過程中應避免刀具傷及線芯。 線芯出現損傷后, 在實際應用時會導致電荷集中, 劣化接頭電氣性能, 同時綜合考慮切除效率以及反應力錐的形狀, 因此切削形式采用螺旋進給的切削方式, 如圖4所示。 在切削絕緣過程中, 刀具轉速為n, 刀具軸線與海底電纜軸線夾角固定并圍繞電纜旋轉, 轉速為ω, 同時沿海底電纜軸線螺旋進給, 進給速度為v。
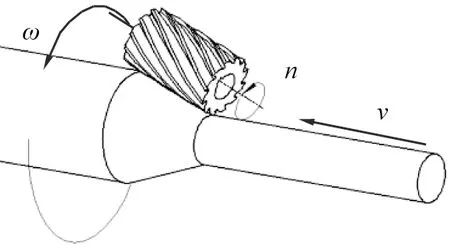
v—軸向進給速度; n—刀具轉速; ω—回轉角速度。
3 基于ABAQUS軟件的切削仿真
3.1 切削力分析
在刀具總切削過程中,主運動的回轉軸線所產生的扭矩為切削力,直接影響著工件質量、刀具壽命、機床動力消耗等因素。切削力的變化通常與很多因素有關,不同的切削參數以及工件曲率的變化均對刀齒的進刀角、退刀角和切削厚度造成影響,進而影響切削力的大小。研究切削用量的優化選擇對減小切削力具有重要的指導意義[12-14]。
圓柱形銑刀切削過程中的切削力如圖5所示。銑削力R為主切削力,正交分解為R1、R2,R1、R2分別為工件對刀具的支撐力、進給抗力[15-16]。
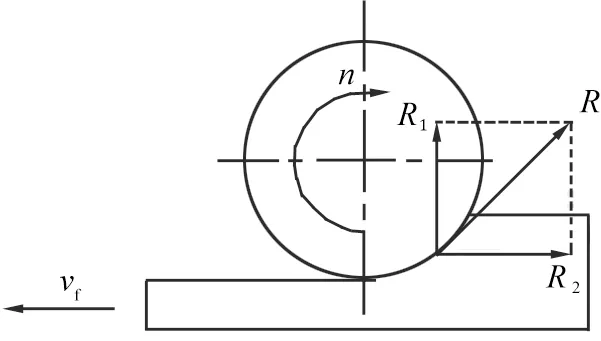
vf—工件速度; R—主切削力; R1、 R2—主切削力的正交分力; n—刀具轉速。
3.2 有限元模型建立
利用Solidworks軟件建立三維模型,并將模型導入ABAQUS軟件。在切削過程中,刀具切削寬度逐漸增大,當切削寬度最大,即完全切出錐體時,切削力達到穩定,并且取得最大值。本文中直接建立海底電纜切削力達到穩定時的有限元模型。
建立有限元模型基于以下假設條件: 1)不考慮工件和刀具的振動; 2)不考慮切削溫度對切削力的影響; 3)忽略加工過程中受溫度導致的材料屬性變化。
建立的切削反應力錐有限元模型如圖6所示。刀具為解析剛體,工件設定為可變形體。建立參考點及刀具坐標系,以便于施加邊界條件及輸出切削扭矩。

圖6 海底電纜切削反應力錐有限元模型
3.3 材料塑性定義
XLPE絕緣材料參數如下:密度為1 400 kg/m3,泊松比為0.38,屈服應力為12.2 MPa。
分別定義ABAQUS軟件中材料的彈性和塑性,塑性定義中的應變指塑性應變,需要用真實應力-應變曲線中的應變減彈性應變得到。一般地,在材料試驗測試時,測出的試驗曲線是名義應力-應變曲線,真實應力應變可由圖2中名義應力-應變曲線轉換得到[17]。
真實應變ε與名義應變εnom之間的關系為
ε=ln(1+εnom)
。
(1)
真實應力σ、 名義應力σnom與名義應變εnom之間的關系為
σ=σnom(1+εnom)
。
(2)
選用剪切破壞(shear damage)定義材料失效準則。輸入相應的斷裂應變、剪切應力率和應變比率,損傷演化的類型為位移,給定值為0,表示一旦有損傷萌生即判定單元失效。材料剪切失效的剪切應力率θs為
θs=(q+kspq)/τmax
,
(3)
式中:q為Mises等效應力;ks為剪切應力系數;p為靜水壓力;τmax為最大剪切應力。
3.4 網格劃分
圖7所示為圓柱形銑刀及海底電纜反應力錐模型的網格劃分。切削絕緣屬于顯式三維應力分析,絕緣力錐采用四面體網格劃分,網格類型選為C3D10M;以圓柱形銑刀作為殼體,采用三角形網格劃分,網格類型選為R3D3;采用種子布局的方式進行網格調整,將刀具與絕緣接觸面細化,以提高計算精度,縮短運算時間。

圖7 圓柱形銑刀及海底電纜反應力錐模型的網格劃分
3.5 邊界條件設定
采用圓柱形銑刀進行銑削應力錐時,刀具的進給是圍繞海底電纜的圓周運動。由于刀具與海底電纜軸線存在夾角,因此銑刀齒在各處的每齒進給量不同,本文中涉及的每齒進給量均為銑刀遠離銅導端的每齒進給量。XLPE材料的布氏硬度HB為100,質地較軟。為了研究實際切削力受參數的影響變化,在圓柱形銑刀銑削相應硬度材料的推薦參數的基礎上,擴大研究范圍。確定參數的范圍如下:每齒進給量fz(z為刀具齒數)為0.10~0.30 mm, 切削速度為30~120 m/min, 本文中選取的圓柱形銑刀外徑為50 mm, 因此選擇轉速為200~800 r/min。綜合切削反應力錐時切削效率及公件曲率,選擇側吃刀量研究范圍為2~6 mm[18-19]。
設定仿真切削初始參數如下:添加銑刀轉速為300 r/min,側吃刀量為6 mm,刀具進給速度為0.011 61 m/s。 為了便于加載,將刀具進給速度等效為海底電纜旋轉角速度,取值為0.27 rad/s。
3.6 仿真結果
基于ABAQUS軟件的切削仿真結果云圖如圖8所示,圖9所示為刀具切削過程中扭矩隨時間的變化。從圖9中可看出,刀具在時間步長約為0.005 s時切入工件,在時間步長為0.01 s時,切削刃接觸長度達到最大,并且切削扭矩趨于平穩,約為2.0 N·m。
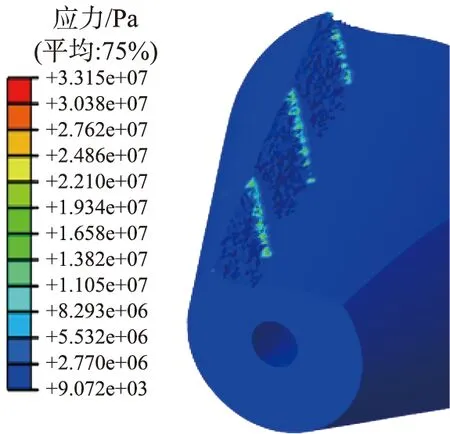
圖8 基于ABAQUS軟件的切削仿真結果云圖
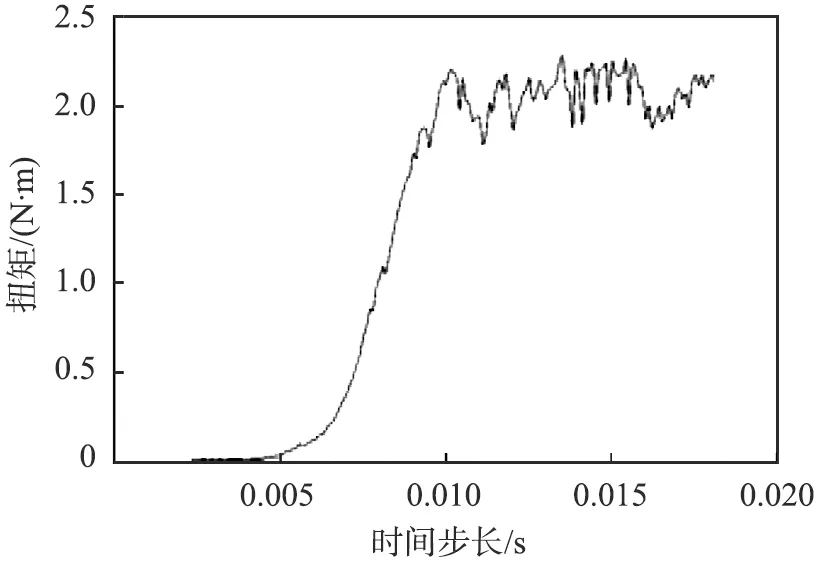
圖9 刀具切削過程中扭矩隨時間的變化
4 切削力的響應曲面分析
4.1 響應曲面模型建立
響應面中存在對應關系的試驗點為(x1,x2,…,xi,y),其中i為試驗因素個數,y為響應指標,本文中因素個數為3,響應指標為切削扭矩。選取試驗點的原則有多種,本文中采用應用較廣泛的中心復合設計取點法[20]。
根據3.5節中確定的參數研究范圍,計算各水平對應的比例數值,建立因素水平表,如表1所示。
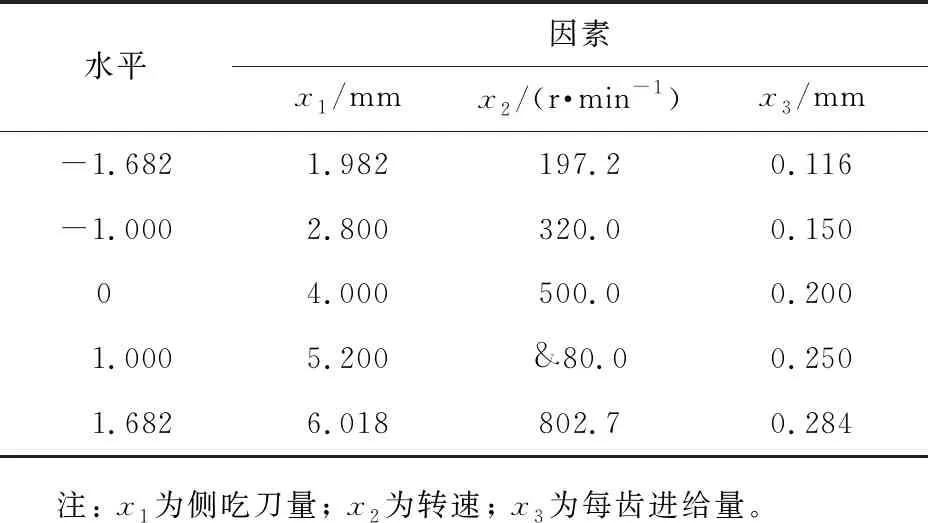
表1 切削力的響應曲面因素水平設計
將表1導入Design-expert軟件,自動生成試驗設計方案。設計方案由6個軸點、 8個析因點、 6個中央點組成。共20組試驗方案[21]。表2所示為各因素設計方案及仿真結果。
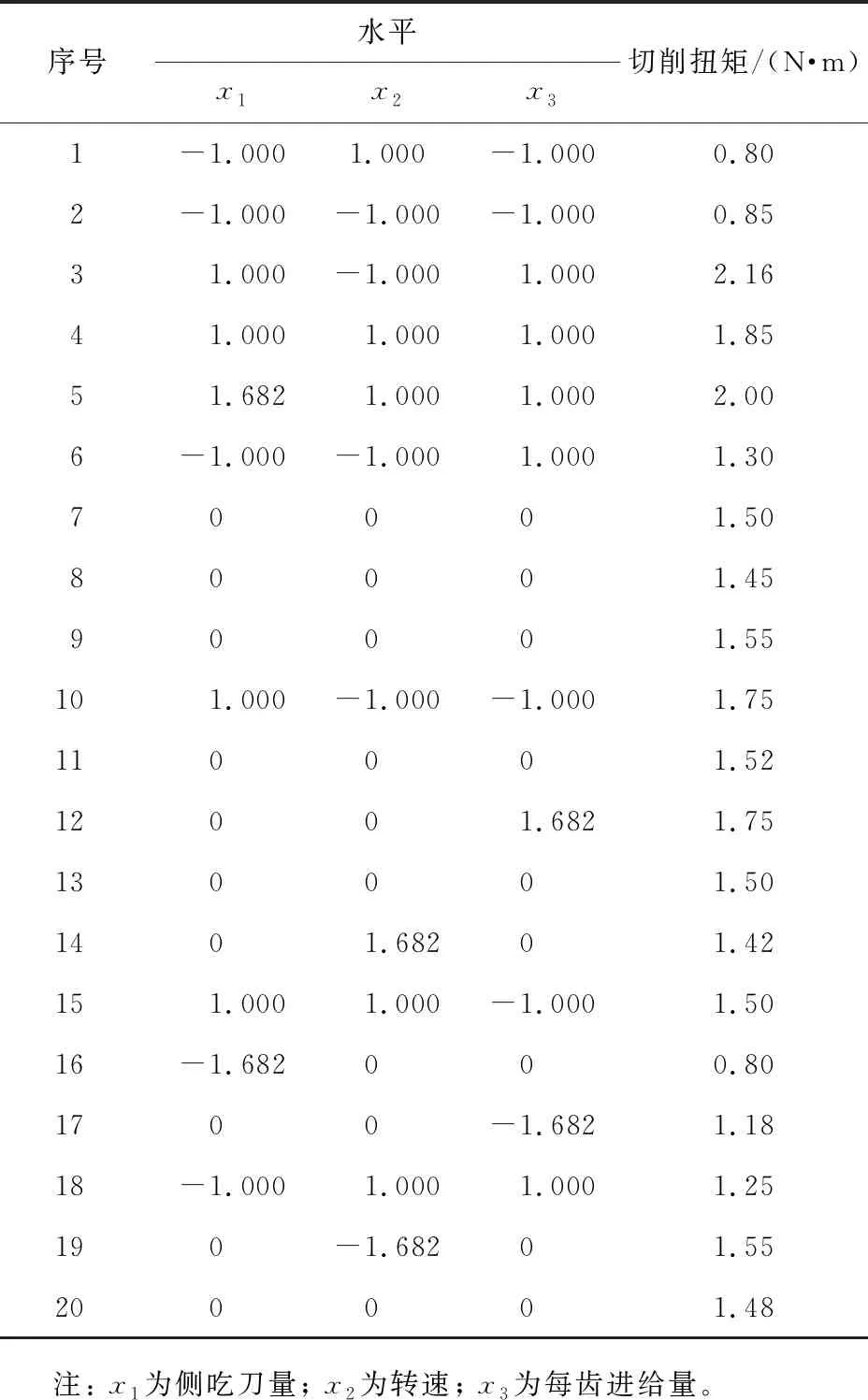
表2 各因素設計方案及仿真結果
利用Design-expert軟件對試驗點進行回歸分析,結果如表3所示。
分析表3中對應項回歸關系顯著性檢驗值p值,如果p≤0.05則該項對影響顯著;若p≤0.01,則該項對切削扭矩的影響極其顯著;若p>0.05,則該項對切削扭矩影響不顯著;一般將不顯著項剔除,重新進行回歸分析[22]。表4所示為修正后回歸分析結果。
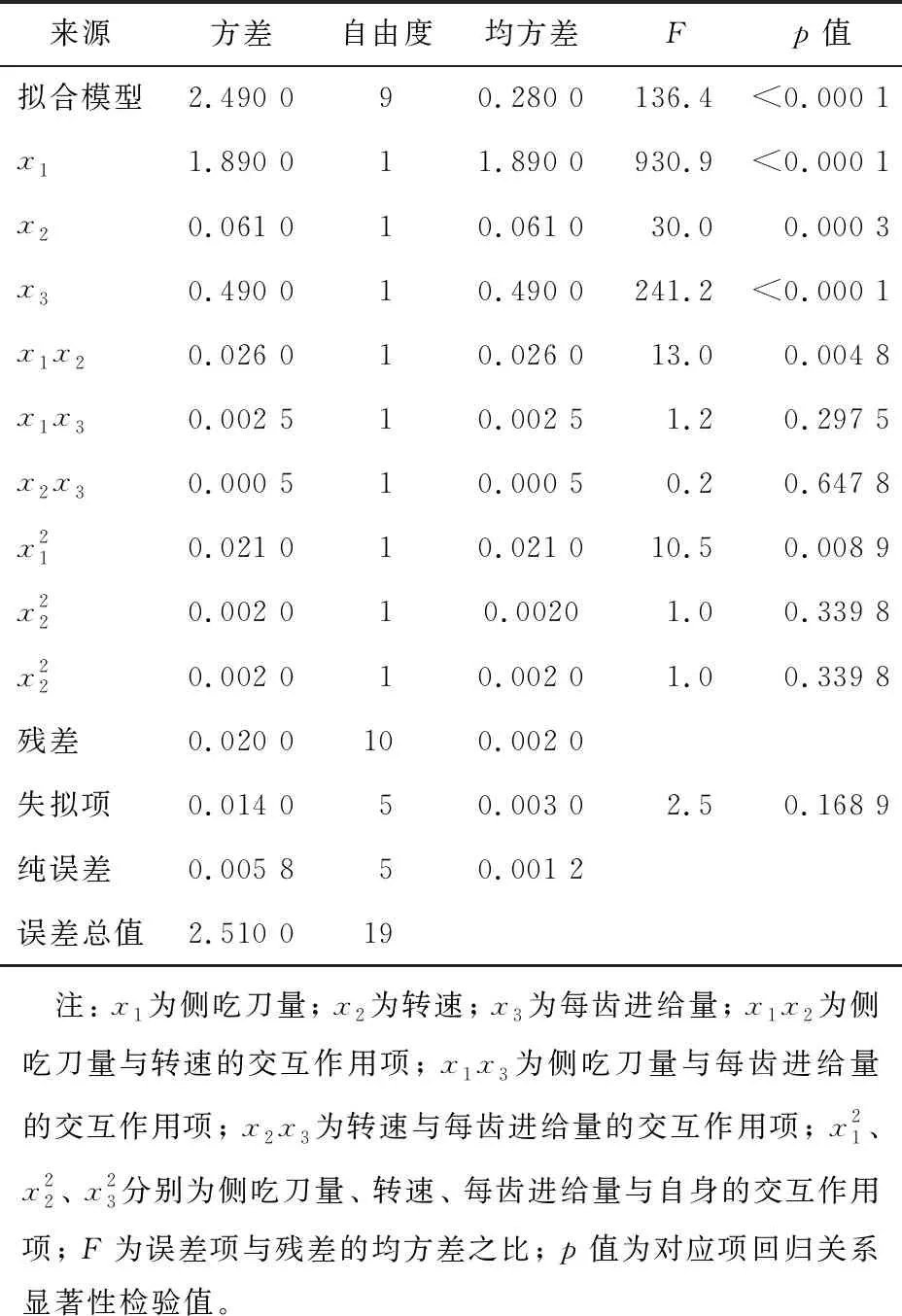
表3 切削力回歸分析結果
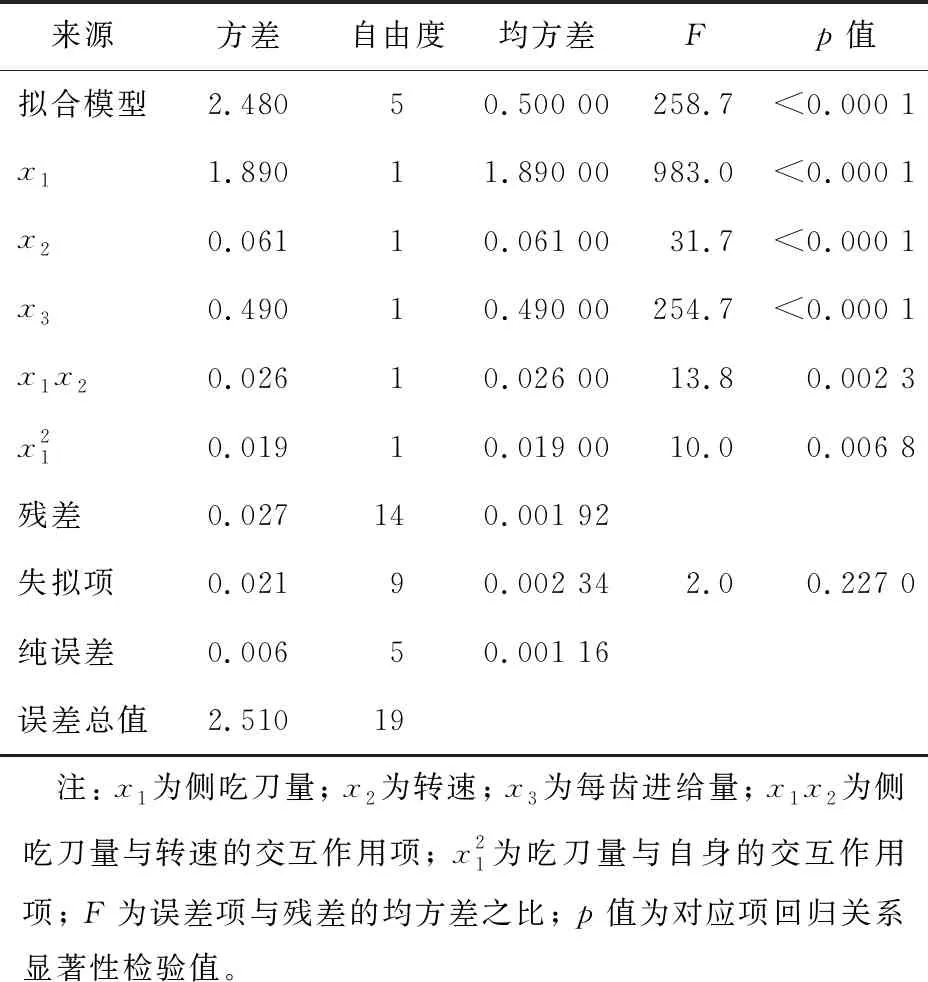
表4 修正后回歸分析結果
如果擬合模型中p≤0.05, 說明切削扭矩與切削參數的回歸關系是顯著的; 如果p≤0.01, 說明回歸關系是極其顯著的; 如果p>0.05, 說明回歸關系是不顯著的, 建立的回歸方程不能用。 從表4中可以得出, 回歸方程擬合效果極其顯著, 回歸方程可用。
建立響應值與自變量之間的擬合表達式,獲得切削扭矩的二次多項式回歸方程為
y1=1.48+0.37x1-0.067x2+
(4)
式中:x1為側吃刀量;x2為轉速;x3為每齒進給量;y1為切削扭矩的擬合值。
由回歸分析的p值可得,各因子的貢獻率均很顯著,切削扭矩受切削參數影響顯著。圖10所示為單因素對切削扭矩的影響趨勢。從圖中可以看出,切削扭矩隨著每齒進給量和側吃刀量的增加而增大,側吃刀量的影響更大。銑刀轉速對切削扭矩的影響最小,轉速增大時切削扭矩略有減小。各因素對切削力影響由大到小的排序為側吃刀量、每齒進給量、轉速。
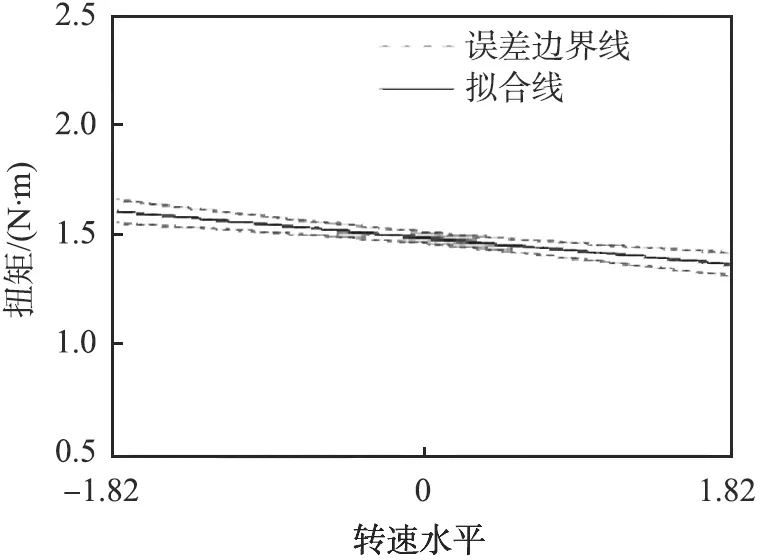
(a)轉速
根據表3可以得出,除單因素外,只有側吃刀量與銑刀轉速的交互作用對切削力影響顯著。圖11所示為交互作用響應曲面模型。從圖中可以看出:當側吃刀量較小時,轉速對切削力的影響很小;當側吃刀量增大時,隨著轉速的減小,切削力更大。
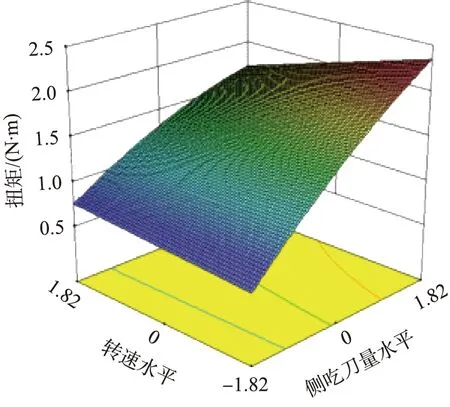
圖11 交互作用響應曲面模型
4.2 切削參數優化
切削參數直接影響切削扭矩的大小。為了保證切削質量以及切削的穩定性,需要制定合理的切削參數以減小切削扭矩。由響應曲面模型分析可知,可以通過減小側吃刀量和每齒進給量的方式減小切削扭矩,但是切削效率也會隨之降低。
切削效率可用切削反應力錐所消耗的時間來衡量。以切削耐壓等級為110 kV的海底電纜為例。海底電纜絕緣層外徑為86 mm,按照軟接頭制作要求,單側海底電纜反應力錐切削后裸露銅導長度約為200 mm,則切削單個應力錐所需時間t(單位為min)為
(5)
式中:d為絕緣層外徑;l為裸露導體長度。
將初始切削參數代入式(5),計算可得切削反應力錐所需時間為36.55 min。
將切削用時和切削力共同作為試驗指標。將20組切削試驗參數分別代入式(5),將結果導入Design-expert軟件,通過擬合得到切削時間的回歸方程為
y2=32.96-13.19x1-17.09x2-10.63x3+4.79x1x2+
(6)
式中y2為切削用時的擬合值。
通過Design-expert軟件的響應面優化模塊,對切削參數進行優化,參數優化范圍及優化目標如表5所示。考慮到絕緣導熱系數較小,因此減小切削速度有助于控制切削溫度,延長刀具壽命,避免材料粘刀[23-24]。
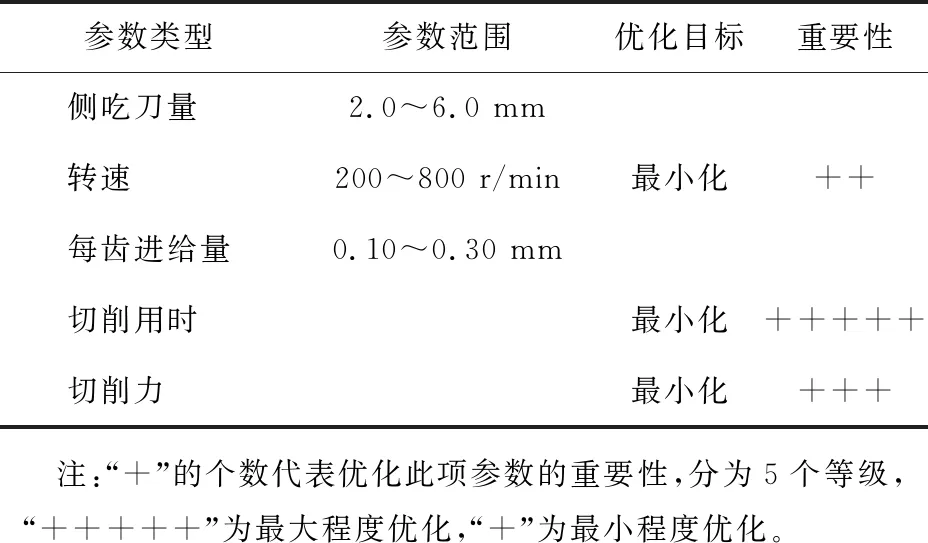
表5 參數優化范圍及優化目標
由Design-expert軟件求解得到,當側吃刀量為2.25 mm,轉速為520 r/min,每齒進給量為0.28 mm時,切削扭矩較小,數值為1.18 N·m,切削所需時間為37.92 min。為了驗證響應面優化的準確性,利用ABAQUS軟件對優化參數進行切削仿真,結果如圖12所示。由圖可知,所需切削扭矩為1.1 N·m。根據式(5)可得切削時間為40.21 min。擬合值與仿真值的誤差約為6%。優化前、 后切削參數及效果如表6所示。由表可知,優化后切削扭矩減小了45%,切削用時延長了9%。
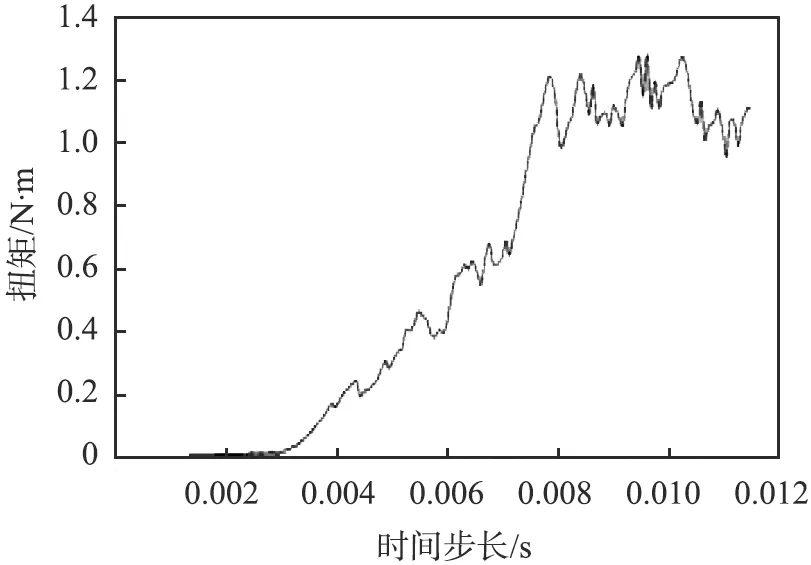
圖12 優化后切削扭矩隨時間的變化
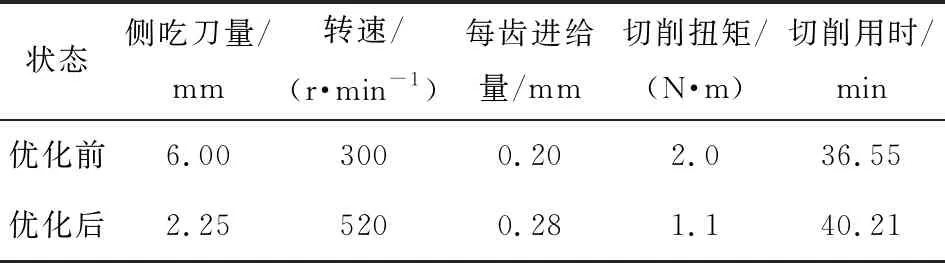
表6 優化前、 后切削參數及效果
5 結論
1)通過分析XLPE材料性能,選擇圓柱形銑刀作為切削刀具,采用圍繞海底電纜軸線螺旋進給的方式切削反應力錐。
2)通過ABAQUS軟件仿真,得出圓柱形銑刀在給定切削參數條件下切削反應力錐過程中所需要的切削扭矩為2.0 N·m。
3)在保證切削效率的同時減小切削扭矩, 運用響應面優化法對銑削參數進行優化設計, 優化后的切削參數如下: 側吃刀量為2.25 mm, 轉速為520 r/min, 每齒進給量為0.28 mm; 新的切削參數條件下切削扭矩為1.1 N·m, 切削所需時間為40.21 min。 相比優化前, 切削扭矩減小了45%, 切削用時延長了9%。
猜你喜歡
房地產導刊(2022年5期)2022-06-01 06:20:14
能源工程(2022年1期)2022-03-29 01:06:28
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中學生數理化(高中版.高考數學)(2021年12期)2021-03-08 01:28:50
今日農業(2020年16期)2020-12-14 15:04:59
消費導刊(2018年8期)2018-05-25 13:20:08
家庭影院技術(2018年4期)2018-05-09 07:07:41
電子制作(2017年20期)2017-04-26 06:57:45
