基于激光測距儀的起重機檢驗裝置
2021-09-03 08:18:36吳瑜
起重運輸機械 2021年14期
關鍵詞:測量
吳 瑜
河南省特種設備安全檢測研究院 鄭州 450000
0 引言
TSG Q7002—2019《起重機型式試驗規則》規定了起重機檢驗的方法,其中明確了在型式試驗過程中要對起重機運行過程中的各項電參數,起升機構的起升、下降速度,大小車運行機構的運行速度以及主梁的撓度等參數進行測量,且需要按照工作制進行動載試驗。同時,隨著節能環保、碳中和等一系列政策的提出,對起重機能效方面的考核越加重要,對此國家出臺了一系列的國家標準和行業標準。現有的檢驗檢測手段大多數還停留在采用卷尺、秒表、鉗形表等工具對起重機進行測量。在進行動載試驗的過程中,基本都是依靠人為操作來控制起重機運行,很難嚴格按照工作制要求的時間流程,對于能效測試沒有有效的方式。鑒于這種現狀,如果能有一款便攜式的、可與起重機控制電路連接來實現對起重機進行自動化控制,且在其運行過程中對相關參數進行測量的檢測裝置,將大大提高起重機檢驗手段的自動化和智能化。
1 系統原理
1.1 速度測量方案設計
現有的測量方式一般是利用卷尺測量出一段運行距離的長度,然后利用秒表記錄某一運行機構通過這段距離所用的時間,從而計算該運行機構的運行速度。這種方式有明顯的缺點:1)起重機相應運行機構通過測量路段的起點和終點的判定依靠人為斷定,且手動啟動或停止秒表計時必然造成較大的測量誤差;2)只能測量起重機通過規定運行區域的平均速度,無法有效采集起重機運行過程中的瞬時速度;3)在測量起升速度時很難找到一段運行距離的有效參考物,且該參考物還要能為檢驗人員安全,便捷的觀測到。
一般的起重機起升速度為0 ~10 m/min,啟動時間一般不超過3 s。運行速度為10 ~20 m/min,啟動時間不超過2 s。以起重機常見的運行速度20 m/min 為例,啟動時間如果為2 s,則其加速度為0.17 m/s2,傳統的串口通訊速率一般在100 ms 以上,如果采用這種方案會使測量誤差始終為厘米級。同時,由于起重機檢驗現場往往條件惡劣,存在較多電磁干擾情況,嚴重影響了通訊質量。
針對以上在起重機檢驗現場存在的種種問題,提出本測量系統中關于起重機各機構運行速度的測量方案。系統采用激光測距儀對起重機運行機構或是載荷的位置變化進行實時跟蹤測量,采用I/O-Link 通訊構建點對點的測量系統,通訊協議選用過程數據(PD)模式,即服務數據以數據幀的形式循環傳輸,每一幀的數據長度不超過2 字節,循環時間不超過2 ms。
1.2 電參數測量方案設計
當前起重機檢驗過程中電參數的測量一般只能依靠檢驗人員用萬用表和鉗形表等基本儀表進行手動測量。在起重機運行過程中檢驗員手持儀表對電路進行測量十分危險。且這些儀表往往不具備記錄功能,很難將起重機運行過程中的各項電參數有效記錄下來,后續對其進行有效分析。針對這些問題,本系統電參數的采集方案設計以特制的電參數表為測量核心,搭建測量電路。
起重機的各機構在運行過程中電參數較為穩定,測量難度不大。重點在如何測量起重機各機構啟動特性。為了較好地捕捉各機構的啟動過程,電參數表的信號采集采用快速采集卡,采集數據的速率為1 024 個/s。采集卡的信號通道分別為4 路電壓信號采集和8 路電流采集。
1.3 系統硬件組成
試驗裝置系統由PLC 為控制核心,觸摸屏為人機界面,通過激光測距和電參數表完成對起重機的測量,通過I/O 模塊以及外圍電路實現對起重機起升、運行動作的控制,系統原理如圖1 所示。
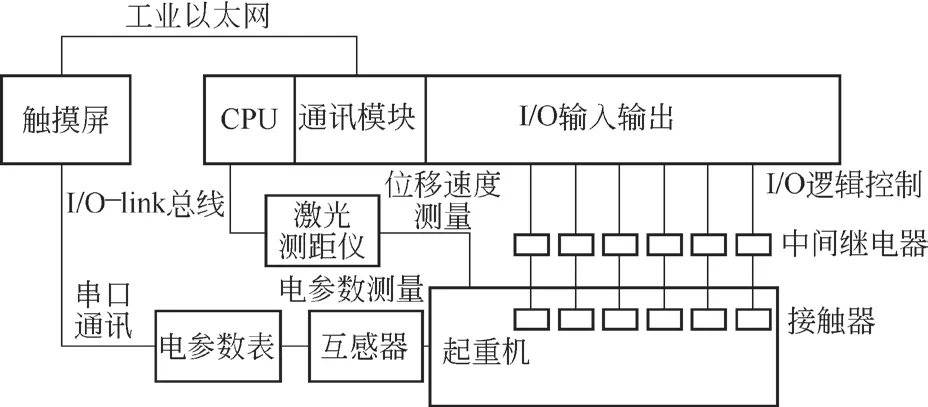
圖1 系統硬件原理
PLC 主要負責接受觸摸屏發出的指令,控制被測起重機完成相應的試驗流程。其中,CPU 模塊主要負責邏輯程序的儲存與運算,接收來自通訊模塊與I/O 模塊的指令信息與狀態反饋。通訊模塊主要負責與觸摸屏進行實時通訊。I/O 模塊負責接收外圍信號的變化,傳遞給CPU,并執行CPU 的指令,輸出數字量信號,控制起重機進行相應的動作。
觸摸屏作為人機界面,負責指令的發出,數據的采集、運算、處理、儲存和查詢。并對起重機的實時運行狀態進行監控,系統故障報警。
2 軟件編制
2.1 軟件結構
試驗裝置軟件采用fameview 進行編制,軟件畫面結構如圖2 所示。用戶啟動軟件后進入開始畫面,點擊任意鍵進入樣機參數設置,在這里可填寫包括樣機規格型號、樣機編號、起升速度、運行速度、跨度、工作制,試驗人員、試驗日期等信息。樣機參數設置好后,用戶可根據需求進入相應的檢驗項目。其中速度測量包括起升速度、大車運行速度、小車運行速度等3 種測量模式。用戶還可進入能效測試頁面或是動載試驗頁面進行相應試驗,系統會根據用戶填寫的樣機相關信息自動控制起重機起升機構按照相應工作制進行起升和下降,并在這個過程中記錄起重機的各項參數。
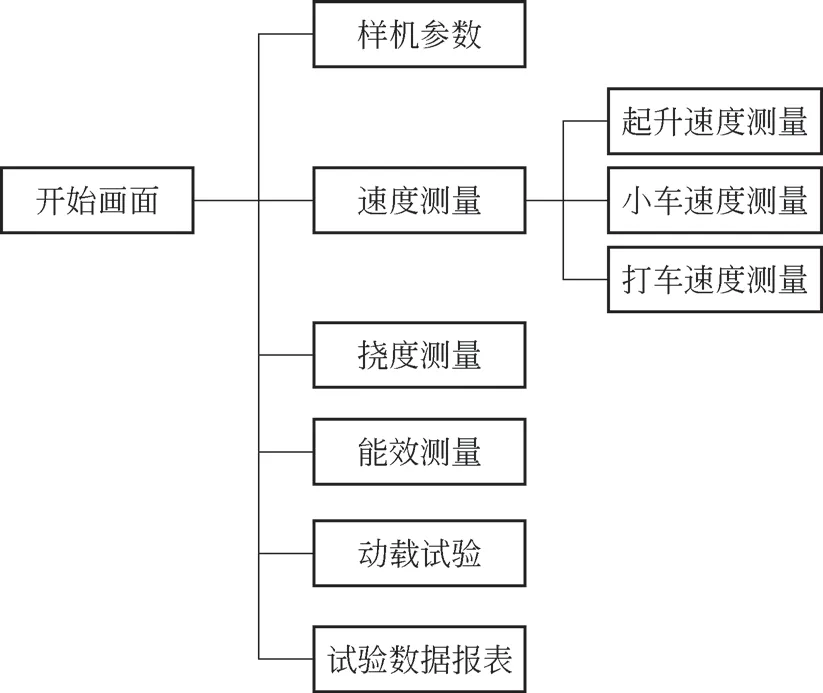
圖2 系統軟件結構
2.2 激光測距儀通訊規約設計
激光測距儀采用I/O-Link 通訊規約與PLC 進行點對點通訊,通訊數據位定義如圖3 所示。在數據傳輸過程中,每個字節由單獨的UART 幀裝載,采用半雙工模式傳輸。激光測距儀傳遞的數據為模擬量,被以8 位的2 進制數表示。為了嚴格保證數據傳輸的正確,通訊協議規定作為系統主站的PLC 需重復向作為從站的激光測距儀發送2 次請求。如果檢測到第二次數據格式不合法,主站PLC 停止通訊,并向系統發送報告。系統通過數據報錯報告數量評估數據傳輸質量。

圖3 激光測距儀通訊規約
2.3 電參數表通訊規約設計
由于系統對電參數測量的要求較高,電參數表在經過快速采集卡將電壓、電流信號和相位差等信號采集后通過濾波和信號放大,由其內部的單片機對信號進行運算,得到功率與電能。為了準確測量各機構整個運行過程中(啟動-運行-制動)的電能消耗,系統對電能的計算摒棄了傳統的功率乘以時間的計算方式,以秒為單位對每秒采集的1 024 個功率數據進行積分計算。
電參數表與計算機之間的通訊采用串口通訊,通訊協議為RS485,通訊速率為38 400 symbol/s。由于串口通訊無法滿足將測量數據實時傳輸給計算機的要求,故電參數表與計算機的通訊采用服務式通訊。即計算機通過向電參數表發送命令字,控制電參數表開始、結束記錄測量數據,將其寫入相應地址的寄存器,并傳遞給計算機。
3 主要功能
3.1 試驗對象
試驗裝置主要用于對通用橋門式起重機的檢驗,被試對象的主要參數為:額定起重量0 ~100 t、電機功率0.55 ~30 kW、起升速度2 ~20 m/min、運行速度2 ~20 m/min、有效行程高度0 ~30 m。
3.2 試驗項目
1)起升速度測量 測量行程不小于1 m,當起升超過0.5 m,啟動測量。
2)小車運行速度測量 測量行程不小于2 m,當運行超過0.5 m,啟動測量。
3)大車運行速度測量 測量行程不小于2 m,當運行超過0.5 m,啟動測量。
以上測量時間可人為根據運行行程測定,連測4 次,取平均值。
4)撓度測量 將激光測距儀放置在主梁正下方,對準主梁跨中,手動測量。
5)能效測量 在額定電壓、額定頻率和試驗載荷為額定載荷條件下,控制起重機起升機構按照相應的循環周期(M1 ~M8)進行連續運轉,測量10 個循環周期的供給能之和與有效能之和,再計算能效。
6)動載試驗 在額定電壓、額定頻率和試驗載荷為1.1 倍額定載荷條件下,控制起重機按照相應的循環周期(M1 ~M8)進行連續運轉,根據不同的試驗項目,選擇測量時間或試驗次數。
4 應用實例分析
4.1 參數設置
操作界面如圖4、圖5 所示,進入樣機參數界面,將樣機參數輸入完整后,進入相應的試驗界面,在試驗界面上會顯示樣機的相關信息。如在動載試驗頁面下,會顯示當前工作制下,樣機起升與下降時間曲線。在屏幕下方會有相應的操作按鍵,用戶可通過按鍵控制起重機進行相應動作來調整各機構的位置。所有機構的位置調整好后,用戶點擊開始按鈕,系統會自動控制起重機按照流程進行動作,并在這個過程中完成對各個參數的測量。測量數據在屏幕相應位置顯示,試驗完成后用戶可根據需要將數據儲存進數據庫,并打印成報表。試驗中如遇到突發情況,用戶可以點擊停止按鈕終止試驗。
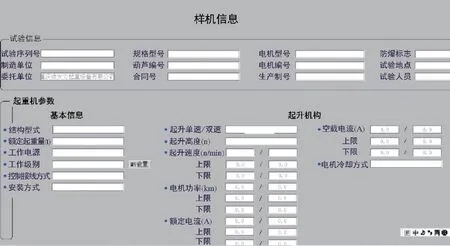
圖4 樣機參數

圖5 能效試驗
為了滿足用戶的需求,系統除了設置M1 ~M8 工作制外,還設置了M9 工作制,專門針對用戶的需求自定義各個動作的時間,如圖6 所示。
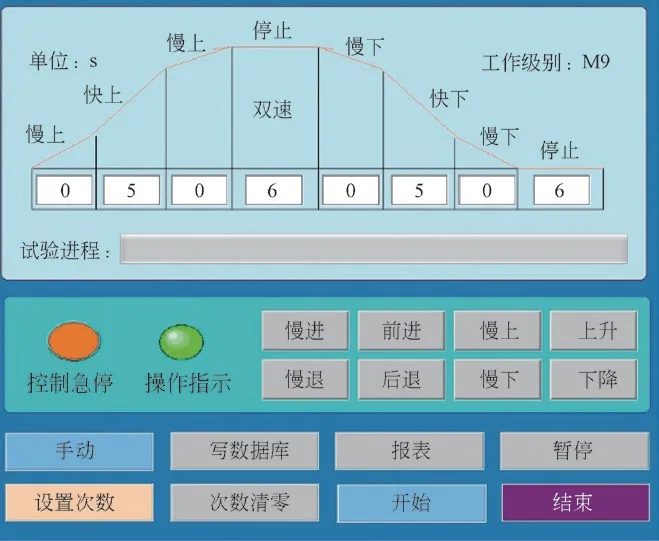
圖6 動載試驗
4.2 速度測量
速度測量分為起升速度、大小車運行速度測量3 個子界面。在3 個子界面下對各個機構的運行速度進行測量,并將數據與傳統的采用卷尺和秒表方式測量得到的速度數據進行對比,表1 列舉了以5 t 懸掛單梁、16 t懸掛單梁和32 t 通橋為樣機進行試驗的數據對比。具體的試驗方法為:對起升速度、大小車運行速度分別采用2 種方法進行測量。為了描述方便,將本文描述的采用激光測距儀的測量方法作為試驗組,將采用卷尺、秒表的測量方法作為對照組
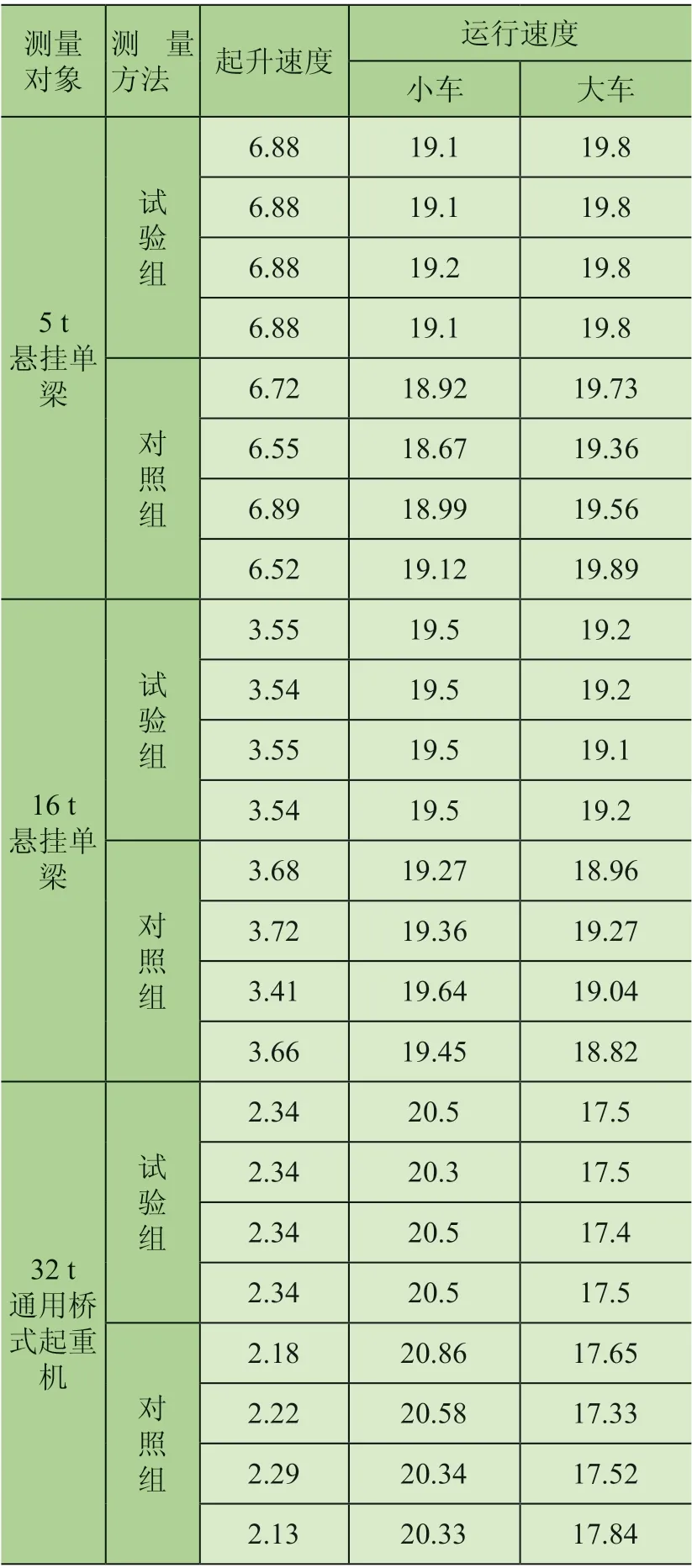
表1 速度測試數據對比 m·min-1
從表1 列舉的3 組對比試驗數據可以看出,試驗組數據的離散程度遠小于對照組,證明試驗組采用的測量方法具有更高的重復精度,且這種優勢在測量運行速度較快的機構時更為明顯。
因為摒棄了采用卷尺和秒表測量速度需有一段測量行程的限制,激光測距儀具有可實時采集被測機構位置變化的特點,所以系統測量的是各運行機構的瞬時運行速度,故還可利用速度數據繪制各機構的運行特性曲線。圖7 為16 t 懸掛單梁起升速度數據的速度特性曲線。
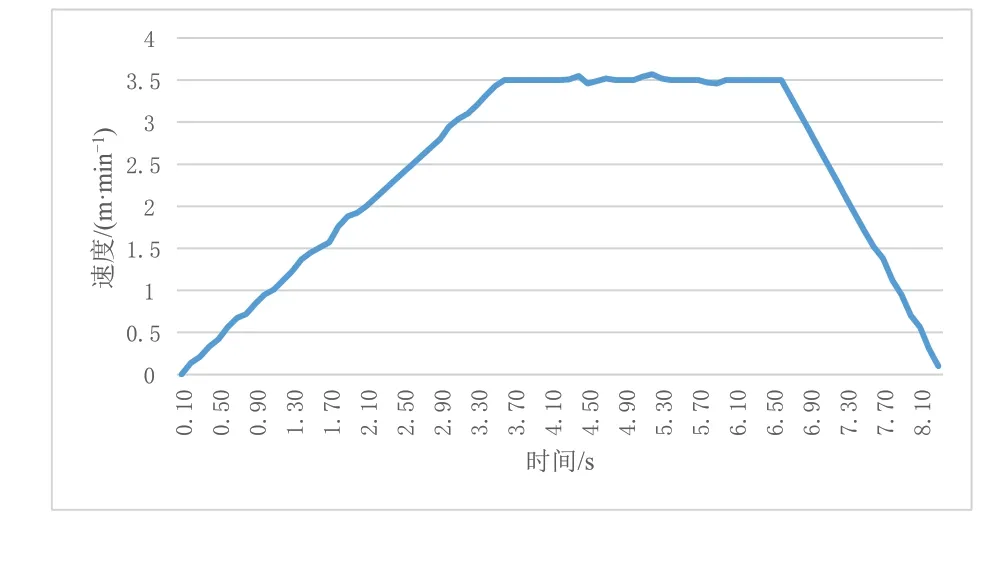
圖7 速度特性曲線
4.3 電參數測量
采用高速采集卡使電參數表對電參數變化的捕捉能力比一般的儀表靈敏,使系統可完整地記錄各運行機構在啟動過程中的各項電參數變化,也能監測各運行機構在運行過程中的異常波動,從而為分析起重機的運行狀態提供了數據支持。表2 為以5 t 懸掛單梁為樣機的對比試驗數據,將本文所述電參數表為測量方法設為試驗組,將傳統的功率儀為測量方法設為對照組。起重機起升機構由靜止到起升一段距離后再停止,測量整個過程的電參數變化。
試驗組電參數表采集數據量大,表中只節選了部分數據。由于對照組采用的功率測試儀數據傳輸速度慢,所以選擇數據的方法是將對照組采集到的數據全部采用,試驗組的數據只采用與對照組數據具有相同時間戳的數據。試驗組數據中供給能為對功率進行積分求得。從表2 列舉的對比試驗數據可以看出,試驗組記錄了起升機構啟動和停止過程中的電參數變化,由于對照組采用了傳統的功率測試儀,通訊速率一般在100 ms 以上,很難采集到啟動和停止過程中的電參數變化。從數據上還可以看出,試驗組測量的供給能高于對照組測量出的供給能,其原因主要有兩點:一是因為對照組的供給能是功率乘以時間求得,這使得在起重機起升過程中的電參數變化沒有被系統詳細記錄,能量消耗積少成多,造成了對照組供給能數據逐漸偏小。二是由于這種算法忽略了啟動和制動過程的能量耗損,而這個過程消耗的供給能要高于起升機構正常運轉時消耗的供給能,造成了對照組供給能測試數據偏小。

表2 5 t 懸掛單梁電參數測試數據對比
5 結語
基于激光測距儀的起重機檢驗裝置操作簡單,系統主要按照規定運轉方式,可自動控制起重機起升、下降與大小車運行。該裝置具有結構緊湊、質量輕、便于攜帶、易于安裝等優點,可非常簡單便捷地對接大部分常規起重機的控制電路。
基于激光測距儀的起重機檢驗裝置對起重機各項參數的測量方法完全符合TSG Q7002—2019《起重機械型式試驗規則》、GB/T 30222—2013《起重機械用電力驅動起升機構能效測試方法》等國家標準的要求。為起重機檢驗人員現場從事法定的檢驗工作提供了有力保證。
基于激光測距儀的起重機檢驗裝置采用的速度測量方式極大地提高了速度測量的自動化程度,避免了人為操作過程中引入的各種測量誤差,有效提高了測量精度,且實現了對起重機各運行機構實時速度變化的監測。系統實現了對電參數的高速采集,使檢驗人員對分析起重機各機構在啟動、運行和制動過程中的電參數變化特性提供了數據支撐。同時,系統在測量供給能時,利用采集速度快的特點,將采集到的電參數數據進行了積分處理,使得供給能的測量比傳統功率測試儀測量的數據更為準確。
基于激光測距儀的起重機檢驗裝置填補了國內起重機現場檢驗工作缺少自動化檢驗設備的空白,利用激光測距儀可以不接觸被測物體便能測量距離、速度等參數的優點,避免了傳統測量方法誤差大,操作麻煩的弊端。
猜你喜歡
小學科學(學生版)(2021年5期)2021-07-22 02:40:06
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
軍事文摘·科學少年(2017年4期)2017-06-20 23:25:16
軍事文摘·科學少年(2017年2期)2017-04-26 21:58:43
中學生數理化·八年級物理人教版(2016年3期)2016-04-07 04:49:32
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21
閱讀與作文(小學低年級版)(2015年4期)2015-04-29 00:00:00
