大面積復合納米壓印的殘余層厚度優化*
2021-09-03 01:52:38曹海燕
微處理機 2021年4期
曹海燕
(大連東軟信息學院智能與電子工程學院,大連 116023)
1 引言
納米壓印(NIL,Nanoimprint Lithography)是由科學家周郁最先提出的。與傳統光刻技術相比,NIL具有效率高、成本低、分辨率高、環保性好和工藝過程簡單等優勢,因此在半導體集成電路制造、光學器件、生物芯片等領域廣受泛關注。大尺寸軟模具制作是實現大面積NIL 的重要條件之一。與硬模具相比,軟模具能夠與基片進行密切貼合,而且在壓印過程中壓印力小,脫模過程不易造成基片破碎,使得脫模更加容易。隨著對軟模具制作技術研究的深入,NIL 技術也在不斷地完善。近年來,青島理工大學的蘭紅波等人,對于大面積NIL 光刻晶圓級復合軟模具制造進行了深入研究,給出了良好的理論和實驗基礎[1]。在NIL 過程中,殘余層厚度是紫外固化NIL 工藝的重要參數,其厚度具體值直接影響后續刻蝕工藝和基片的完整度。鑒于此,設計一套優化方法,先通過模板復制工藝得到大面積復合軟模具;然后采用控制變量法,改變旋涂轉速和壓印膠固體含量這兩個參數,對基片進行紫外固化NIL 工藝;最后對壓印片進行表征,測量殘余層的厚度。通過對實驗數據的分析能夠得出確實可行的優化方案[2-3]。
2 紫外固化NIL 技術原理
NIL 主要包括微接觸壓印技術、熱壓印技術和紫外固化NIL 技術[4-5]。近幾年來,熱壓印技術和紫外固化NIL 技術使用較為廣泛。兩者有相同之處,區別在于:紫外固化NIL 的壓印膠固化是通過紫外光曝光實現的,而熱壓印是通過溫度升降實現的。在此選用紫外固化NIL 壓印進行優化研究,其工藝原理示意圖如圖1。
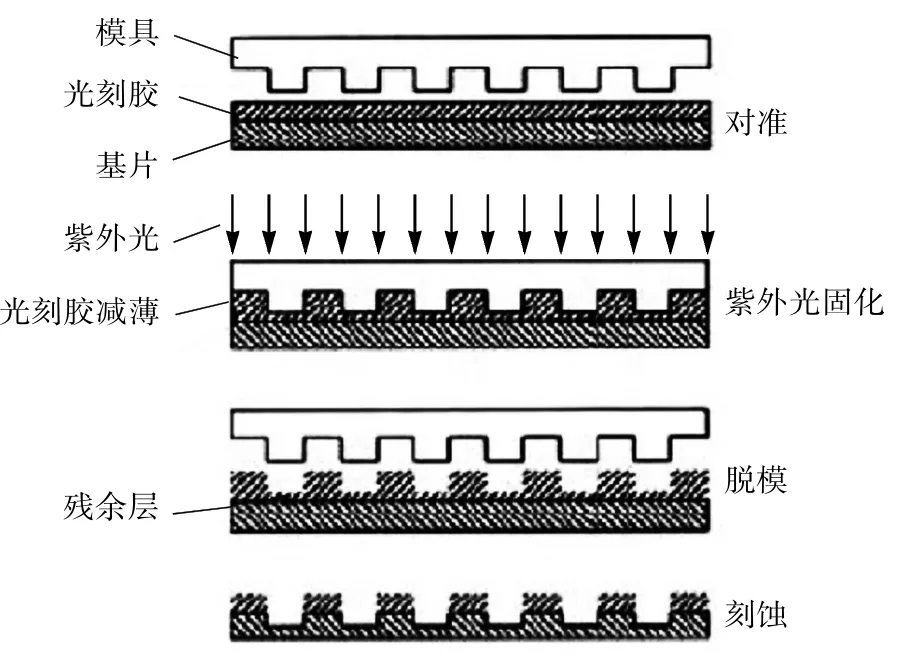
圖1 紫外固化NIL 壓印過程
圖中所示的主要工藝步驟為[6-8]:在基片上旋涂一層紫外固化光刻膠;將柔性微結構透明模具和基片對準,之后將模具下壓,壓入光刻膠內,進行紫外光曝光固化;將軟模具和基片進行脫模;刻蝕殘余層,完成圖案轉移。
3 工藝流程
3.1 復合軟模具制作
軟模具復制工藝和NIL 工藝均使用紫外固化NIL 技術,所用到的NIL 設備主要包括工作臺、移動平臺、壓印模塊、固化模塊、氣路系統和控制系統等。實驗所用模具為PET-PS 雙層復合軟模具,支撐層采用耐高溫聚酯薄膜(PET),它表面的圖形層是模板復制膠(PS)。
復合軟模具制作的具體過程如下:
母模板在第一次使用之前需要旋涂抗粘劑,目的是在母模板表面形成一層自組裝單分子膜,以降低母模板的表面能,便于脫模。轉速設置為2000 rpm,旋涂1 分鐘,旋涂三次;
在母模板上滴加PS 膠,轉速設置為3000rpm,旋涂1 分鐘;
按照表1 中的數據設置NIL 設備參數。將表面帶有PS 膠的母模板放入NIL 設備中,將PET 用夾具固定放入NIL 設備中;
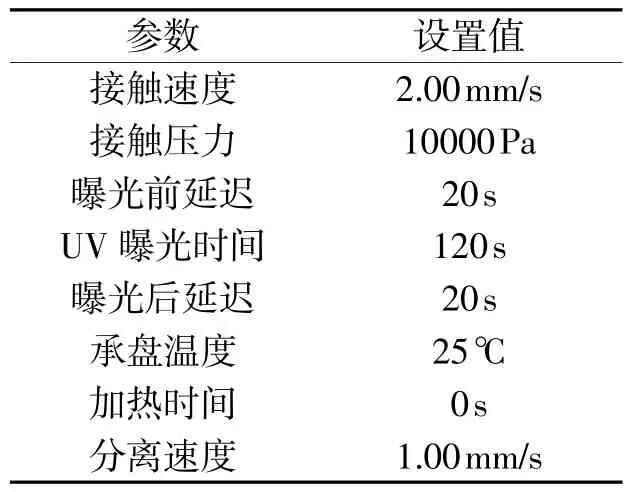
表1 NIL 設備軟模具復制參數設置
設備自動對準,完成PET 和母模板的貼合;
曝光固化、分離,將母模板微納米結構復制到PET 上,即為紫外固化NIL 的復合軟模具,實物樣貌如圖2 所示。
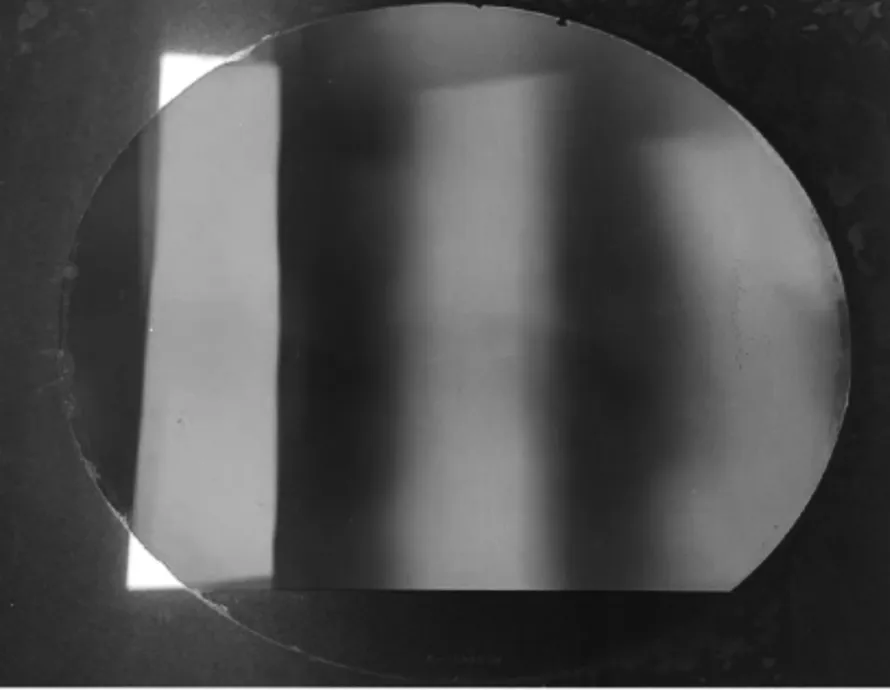
圖2 PET 復合軟模具實物圖
3.2 紫外固化納米壓印
紫外固化納米壓印所用工藝設備的參數設置同表1,它的具體工藝步驟為:
在6 寸直徑的玻璃基片上旋涂增粘劑,轉速設為3000rpm,旋涂1 分鐘,115℃烘烤3 分鐘;
旋涂壓印膠,轉速設置為3000rpm,旋涂1 分鐘,115℃烘烤2 分鐘;
玻璃片放入NIL 中,由真空吸附固定,將前一節中實現的復合軟模具用夾具固定,放入設備,微納米結構朝向玻璃片;
設備自動操作,完成軟模具和基片的貼合;曝光固化、分離,將軟模具微納米結構轉印至空玻璃片上,即得到壓印片,實物樣貌如圖3 所示。
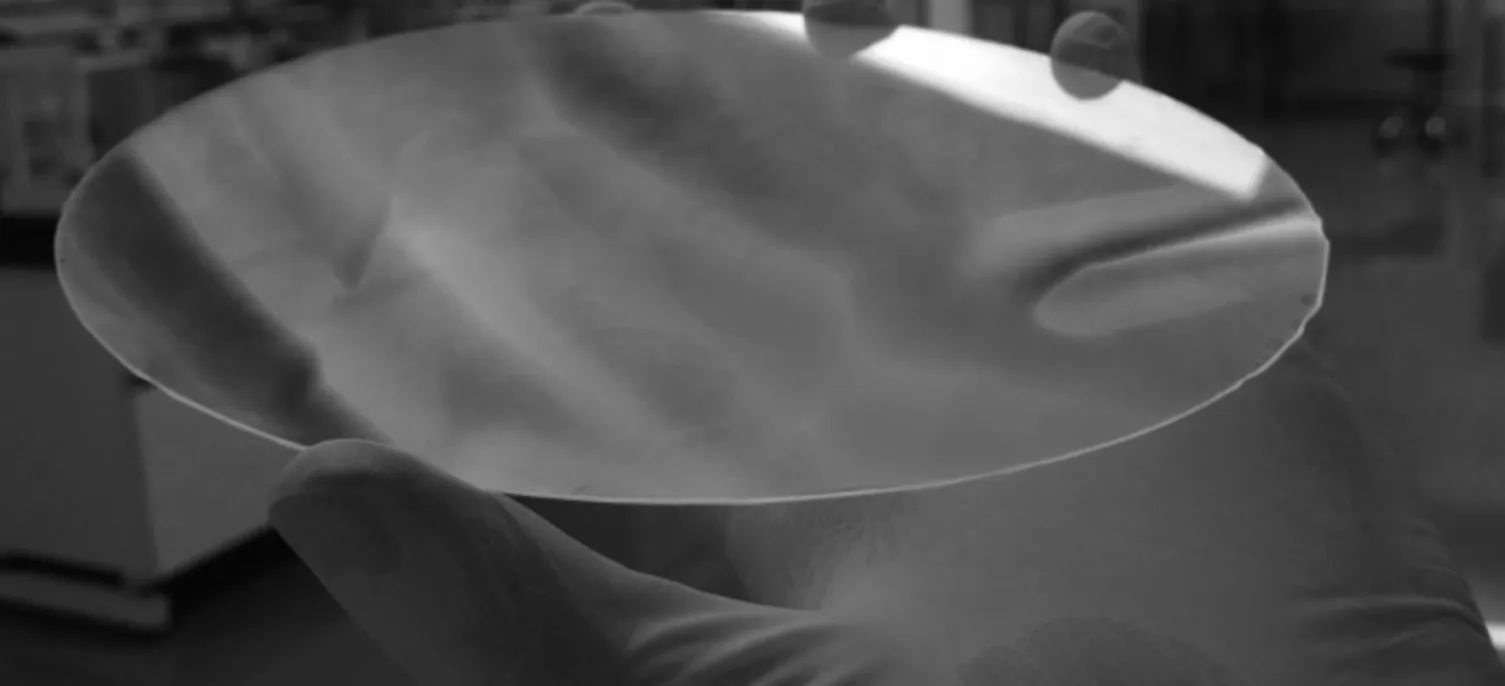
圖3 壓印片實物圖
4 優化實驗與結果分析
影響圖形轉移層厚度和殘余層厚度的因素主要是勻膠時的旋涂轉速、壓印膠的濃度、固體含量、粘度和壓印壓力等。實驗中,通過控制變量法,對旋涂轉速和壓印膠的固體含量進行分步驗證,以此來優化殘余層厚度。由實驗得到,不同旋涂轉速下兩種固體含量的壓印膠對應的殘余層厚度如表2 所示。
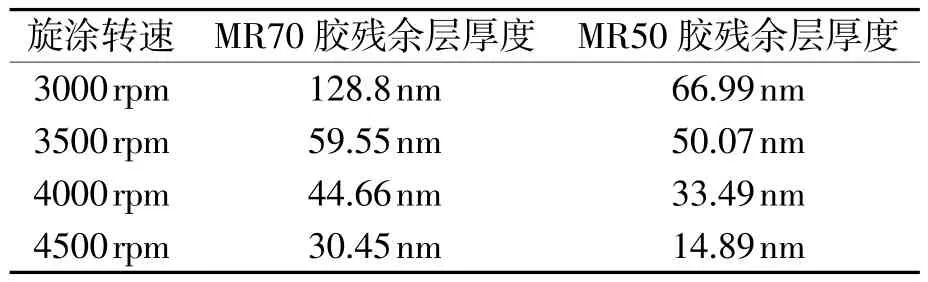
表2 工藝參數對殘余層厚度的影響
通過觀察分析表2 中的數據可以得出:在其他參數不變的條件下,轉速越大,得到的殘余厚度越小。壓印膠的固體含量也會影響殘余層的厚度,兩種膠當中MR50 的固體含量較少,同樣旋涂轉速下殘余層厚度就比較薄。
用掃描電子顯微鏡采集到的立體圖像觀察樣品表面微觀形貌,并對殘余層的厚度及結構高度進行測量,如圖4 所示。圖4(a)的圖像對應于使用MR70壓印膠、轉速達到4500 rpm,此時,殘余層厚度測得為30.45nm,沒有觀察到膠體收縮現象,結構完整;當使用MR50 壓印膠、轉速為3000rpm 時,如圖4(b)所示,可觀察到膠體發生了收縮,結構不能被壓印膠填充滿。
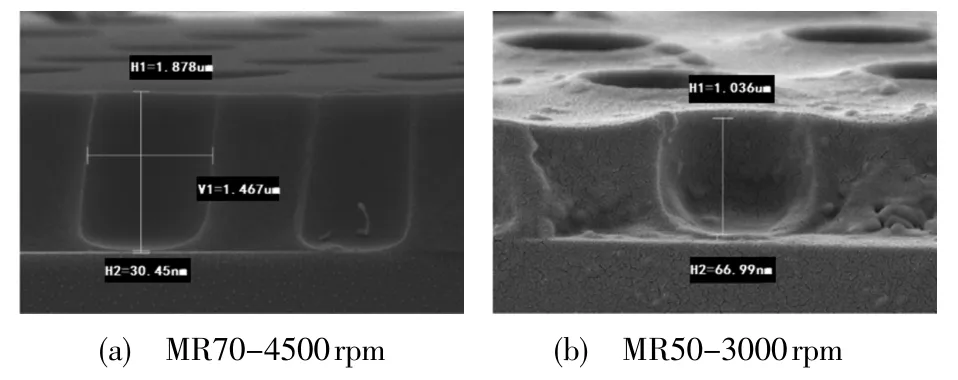
圖4 實驗樣品電鏡成像及測量
繼續使用MR50 膠,使轉速逐漸增大,觀察到轉速越大,膠膜變得更薄,膠體收縮也更加嚴重,得到不完整的結構,如圖5 所示。
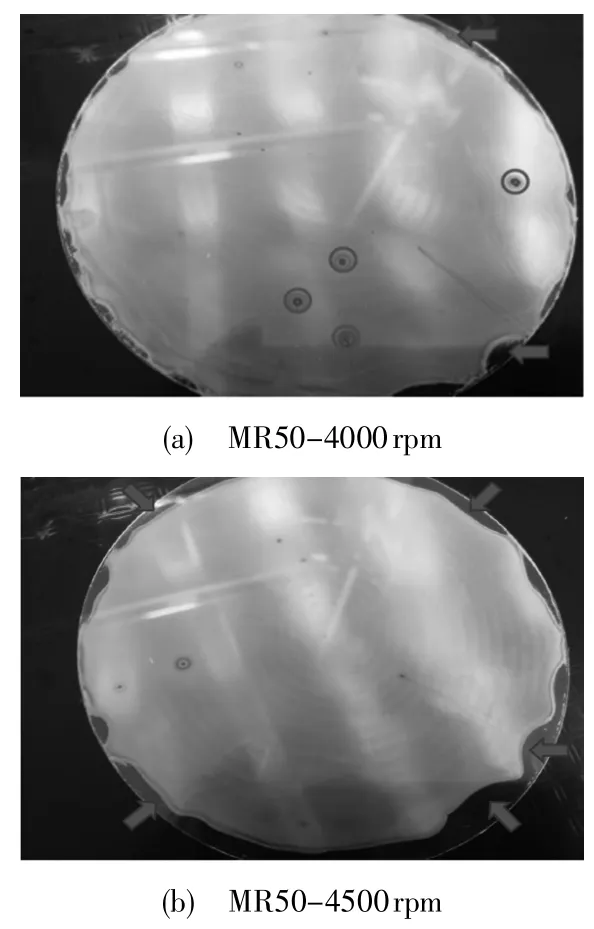
圖5 發生膠體收縮時的不完整結構壓印片
由于MR50 壓印膠的固體含量較低,對于結構高的納米圖案填充效果不好。通過實驗可知,使用MR70 壓印膠,可將殘余層厚度優化為30.45nm。
5 結 束 語
殘余層厚度控制是紫外固化NIL 工藝的關鍵,厚度過薄會使基片在與軟模具的接觸過程中破碎;厚度過厚會增加去除殘余層的時間,影響后續的刻蝕工藝。通過實驗和表征數據分析,進一步明確了殘余層厚度與旋涂轉速、壓印膠固體含量之間的關系,以此對殘余層厚度進行優化,確定最終工藝參數。優化方案及相關結論可作為后續研究軟模具使用壽命和均勻性的理論基礎。
猜你喜歡
小獼猴智力畫刊(2022年9期)2022-11-04 02:31:42
房地產導刊(2022年5期)2022-06-01 06:20:14
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
山東冶金(2019年6期)2020-01-06 07:45:54
小哥白尼(趣味科學)(2019年6期)2019-10-10 01:01:50
世界農藥(2019年2期)2019-07-13 05:55:12
發明與創新(2016年38期)2016-08-22 03:02:52
太空探索(2016年5期)2016-07-12 15:17:55
