六面頂壓機合成過程中線性卸壓機構的設計與應用*
2021-09-08 10:22:18王本亮熊莎莎馮曉鵬劉明崗岳海姣華淑杰
金剛石與磨料磨具工程 2021年4期
關鍵詞:工藝
王本亮, 熊莎莎,, 馮曉鵬, 劉明崗,3, 岳海姣, 華淑杰
(1. 河南機電職業學院, 鄭州 451191)(2. 河南省超硬材料智能制造裝備集成重點實驗室, 鄭州 451191)(3. 河南明華智能系統研究院有限公司, 鄭州 450001)
在人造金剛石生產過程中,提高六面頂壓機的壓力控制精度,對提升金剛石合成質量及六面頂壓機使用壽命起著至關重要的作用。在合成過程中,六面頂壓機的6個油缸壓力高達80 MPa;合成結束后,超高壓油液需要泄流降壓,卸壓范圍較大。由于6個油缸安裝時存在一定的對中誤差,為保障生產現場安全,減少裂錘及爆炸發生,缸內壓力需逐步、依次降低[1]。
在現階段,六面頂壓機的卸壓方式多采用多個電磁換向閥控制多個單級卸壓閥的通斷,在不同的壓力段打開相應的單級卸壓閥,控制閥體內的節流孔流量來完成卸壓,卸壓方式為階梯形卸壓,卸壓曲線為多段不連續的離散曲線,且卸壓時間長,卸壓沖擊力大。同時,現有的卸壓系統是由多個電磁換向閥組成的,其結構復雜、控制煩瑣、可靠性低。因此,需從延長六面頂壓機頂錘使用壽命及減少錘耗的角度對卸壓機構重新設計,以提高其卸壓曲線的可控性、平穩性,是當前產業界和學術界亟須研究的課題。
為滿足生產需求,設計一種由步進電機驅動的線性卸壓機構,結合PID控制系統,針對不同合成工藝時的卸壓曲線進行理論仿真,分析不同閥芯半錐角及閥口節流孔直徑下的卸壓曲線,并對卸壓機構的卸壓效果進行實驗驗證。
1 線性卸壓結構及其動態模型
1.1 線性卸壓理論
在六面頂壓機控制系統內,線性卸壓是指系統壓力按照預設的曲線連續線性減小,如圖1所示。編制線性卸壓工藝曲線時,需根據液壓系統的壓力傳感器反饋的壓力值,使用PID算法來控制閥芯運動,從而實現實際卸壓曲線與理論卸壓曲線一致。
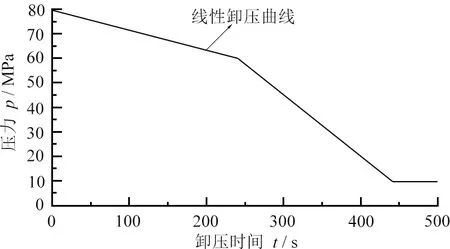
圖1 線性卸壓曲線圖Fig. 1 Linear pressure relief curve
六面頂壓機合成時,6個油缸相互連通,使各個缸體內部的壓力一致。根據合成工藝需要,當系統壓力需要降低時,卸壓裝置逐步、緩慢地降低壓力。根據閥芯運動的特點,建立其機械傳動裝置模型,如圖2所示。
圖2的線性卸壓裝置由閥體(含閥座、節流孔、錐閥芯、彈簧)、螺桿組件、步進電機、油箱、兩位兩通液控閥及壓力傳感器等組成。當系統需要卸壓時,兩位兩通液控閥打開,步進電機收到控制系統指令后帶動螺桿反向旋轉,螺桿在閥體螺紋作用下遠離節流孔,與螺桿接觸的錐閥芯在前端彈簧的作用力及系統壓力的作用下遠離閥座,高壓油液從6個缸體無桿腔返回油箱,系統壓力降低。根據壓力傳感器返回的數值,PID控制系統調節步進電機輸入脈沖,實時改變閥芯位移,使系統壓力逐漸達到理論設定值[2]。
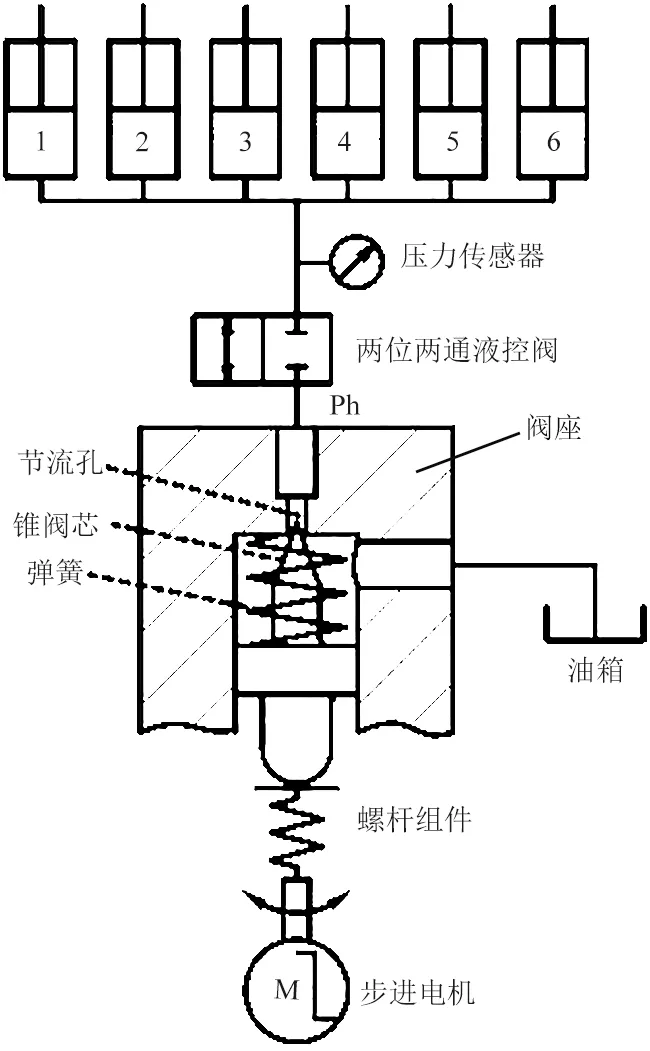
圖2 卸壓裝置模型Fig. 2 Model of pressure relief device
1.2 錐閥芯結構及動態工作模型
圖3為錐閥芯及閥口結構示意圖。如圖3所示:油液由P口流向T口,錐閥芯前端安裝有彈簧,在彈簧力作用下錐閥芯后端與螺桿相接觸。
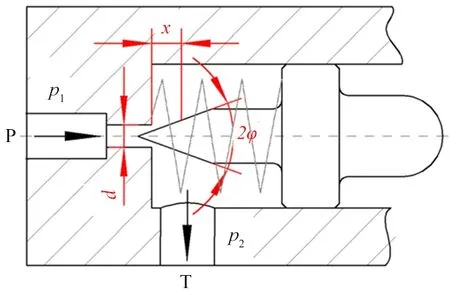
圖3 錐閥芯及閥口結構示意圖Fig. 3 Structural diagram of cone valve core and valve port
當油液流經節流孔時,由于閥芯運動,其流通截面是隨著閥口開度變化而變化的,可以簡化為以入口直徑d為底圓直徑的圓臺。以該圓臺的側面積為研究對象,近似得出錐形閥體減壓的流通面積As為[3]:
As=πxsinφ(d-xsinφcosφ)
(1)
式中:d為閥座節流孔直徑,x為閥芯位移,φ為閥芯半錐角。
根據液體流經閥口的流量經驗表達式,得出經過閥口的流量Q1為[3]:
(2)
式中:Cq為流量系數,閥口的流量系數是相對穩定的常數,取值范圍在0.60~0.90;Δp為入口與出口壓力差;ρ為液壓油密度。
根據閥芯的工作原理,閥腔內流量Q2的連續性方程可表述為[4]:
(3)
式中:V為閥腔容積,E為油液剛度,pv為閥腔壓力,t為卸壓時間。
(4)
式中:m為閥芯質量,k為彈簧剛度系數,x0為彈簧預壓縮量,T為步進電機輸出轉矩,PB為螺桿的導程,η為螺桿傳動效率。
根據步進電機的運動特性,閥芯位移為:
(5)
式中:n為步進電機轉動輸入脈沖數,t0為步進電機旋轉1周需要的脈沖數。
由式(4)可知:閥芯位移x改變了系統的壓力與流量。當設定隨著時間變化的系統壓力時,由式(5)可知:通過調節步進電機的輸入脈沖數,可以改變閥芯的位置,從而降低系統的壓力,達到與設定壓力相匹配的目的。
1.3 經典PID控制
通過對卸壓系統建模,從理論上分析線性卸壓系統的可行性。為了提高壓力控制精度,實現壓力的自適應調整,引入經典PID控制算法[7],其基本表達式為:
(6)
u=SV-PV
(7)
式中:v為PID輸出值,Kp為比例增益,Ki為積分增益,Kd為微分增益;u為壓力偏差值,SV為壓力目標值,PV為壓力測定值,t1和t2為卸壓起止時間。
PID控制結構如圖4所示。圖4中:1/S表示u積分,S表示u微分,Mv為步進電機輸入脈沖,SV為設定的系統壓力值,PV為壓力傳感器反饋的系統壓力值,G(S)表示前向通道傳遞函數。

圖4 PID控制結構圖Fig. 4 PID control structure diagram
2 線性卸壓機構的仿真計算
2.1 AMESim模型建立
根據線性卸壓機構的工作原理及上述數學模型,以錐形閥芯的動態特性為研究對象,采用AMESim軟件,使用Signal庫、Mechanical庫、Hydraulic庫、HCD庫建立仿真模型,進行元件建模[8]。
建立的線性卸壓機構AMESim模型如圖5所示[9]。由圖5可知:(1)在圖5的上半部分,首先使用帶有質量屬性的活塞單元建立六面頂壓機的油缸模型,使用彈簧阻尼單元模擬六面頂壓機合成時的外部負載,并將6個油缸無桿腔的進油口相互連通。使用恒壓源模擬液壓泵,恒壓源通過單向閥接入6個油缸的無桿腔回路,且該回路接入壓力傳感器,建立六面頂壓機卸壓前的工作壓力模型。6缸工作壓力參數如表1所示[10];(2)在圖5的中間部分,將兩位兩通換向閥的P口接入6個油缸連通回路內,A口接入線性卸壓機構的進油口。其中,線性卸壓機構的閥口模型是帶有錐閥芯及節流孔的閥座模型,在錐閥芯的前端設置有復位彈簧,使用線性位移和速度模塊模擬螺桿驅動機構,以此驅動錐閥芯往復運動,建立線性卸壓機構的物理模型,其主要參數如表2所示;(3)在圖5的下半部分,使用分段線性信號源,模擬理論設定的卸壓曲線,其壓力與壓力傳感器反饋的實際壓力求差后,輸入到PID控制器模塊,PID控制器的輸出值為驅動電機的輸入脈沖數;調用f(x)函數模塊,將驅動電機輸入脈沖數轉換為閥芯的位移量,電機驅動螺桿做機械傳動,傳遞給錐閥芯的運動過程等效為比例延遲環節[11],從而建立起卸壓控制系統模型。
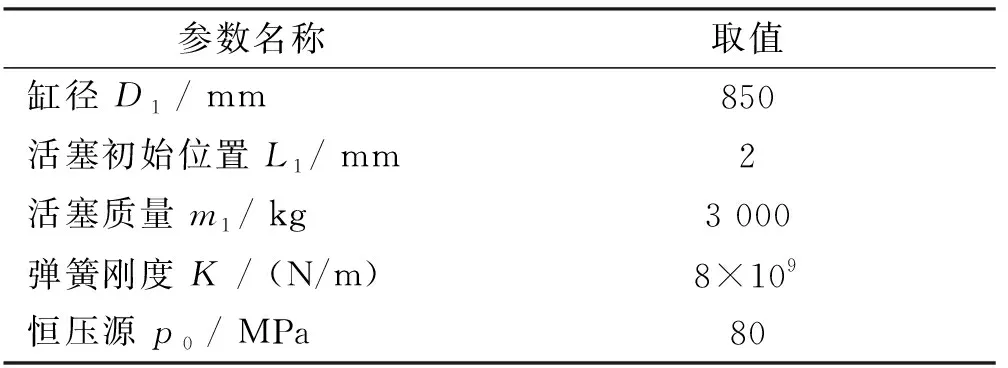
表1 6缸工作壓力參數Tab. 1 Working pressure parameters of six cylinders
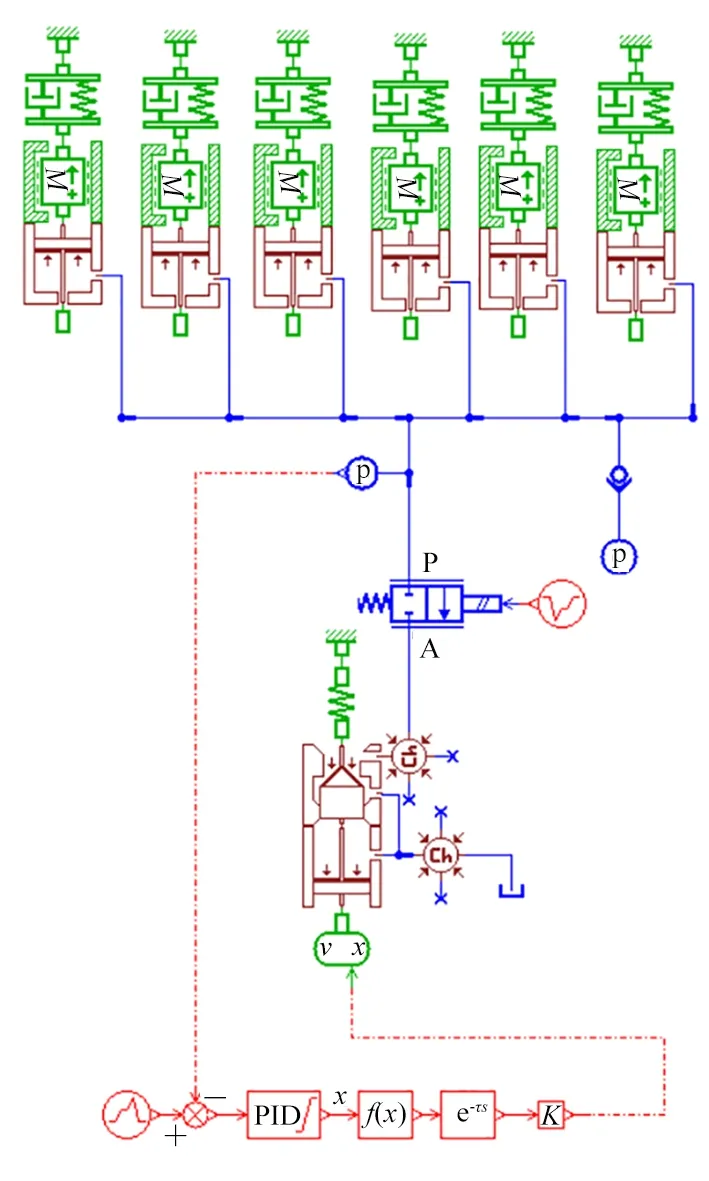
圖5 線性卸壓機構AMESim仿真模型Fig. 5 AMESim simulation model of linear pressure relief mechanism
根據圖3和圖5的分析,影響卸壓的主要參數為閥芯半錐角、節流孔直徑、彈簧剛度以及與壓縮量有關的參數等,其參數取值列于表2中。
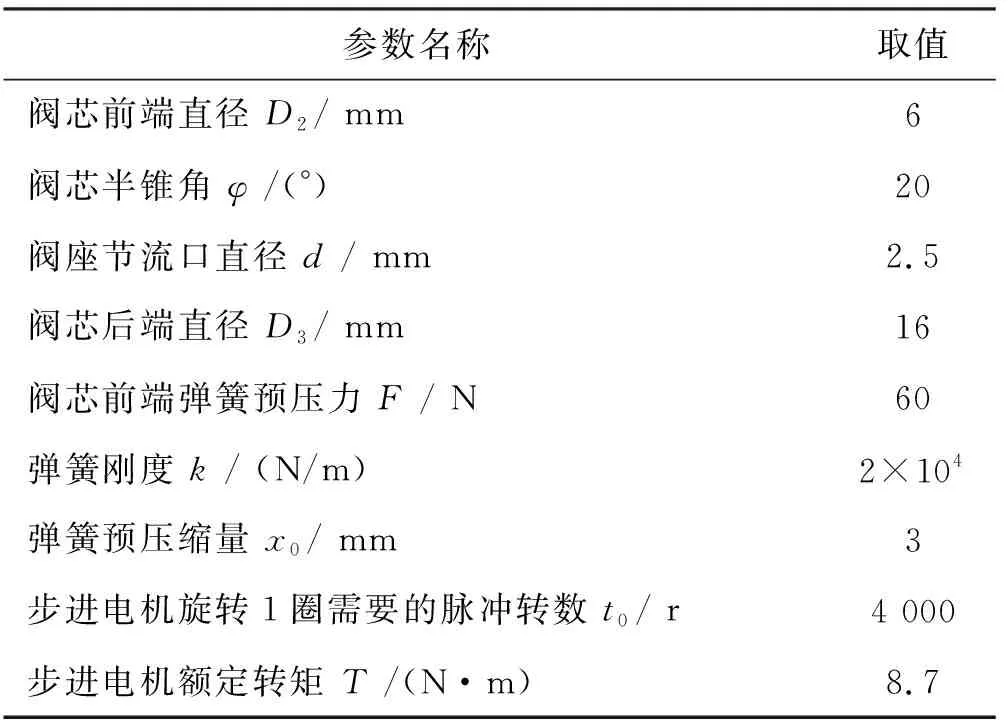
表2 線性卸壓機構的主要參數Tab. 2 Main parameters of linear pressure relief mechanism
由于整個卸壓過程都牽涉到液壓油,在仿真計算時,液壓油的參數設置如表3所示。

表3 液壓油參數Tab. 3 Hydraulic oil parameters
2.2 工藝動態特性仿真
為更好模擬實際工況時的工作壓力[12],恒壓源在0至2 s內保持80 MPa恒定,恒壓源產生的壓力推動油缸活塞運動,壓縮機械彈簧阻尼單元;而超過2 s后,恒壓源壓力又迅速變為0,此時,6缸內液體能量被彈簧阻尼單元吸收。模型中的電機螺桿延遲時間設置為0.10 s,比例系數為0.001。
在進行仿真理論計算時,按照表1中的固定參數及卸壓時間長短編制不同的卸壓曲線;設置不同的PID參數,模擬卸壓過程中的壓力偏差及閥芯位移。卸壓工藝參數設置如表4所示。

表4 卸壓工藝參數Tab. 4 Pressure relief process parameters
在AMESim仿真模式下,輸入卸壓工藝Ⅰ參數,設置計算時間為160 s,得出的卸壓曲線、壓力偏差(設定壓力與仿真壓力的差值)及閥芯位移如圖6、圖7和圖8所示。

圖6 工藝Ⅰ時的卸壓曲線Fig. 6 Pressure relief curve in process I

圖7 工藝Ⅰ時的壓力偏差Fig. 7 Pressure deviation in process I
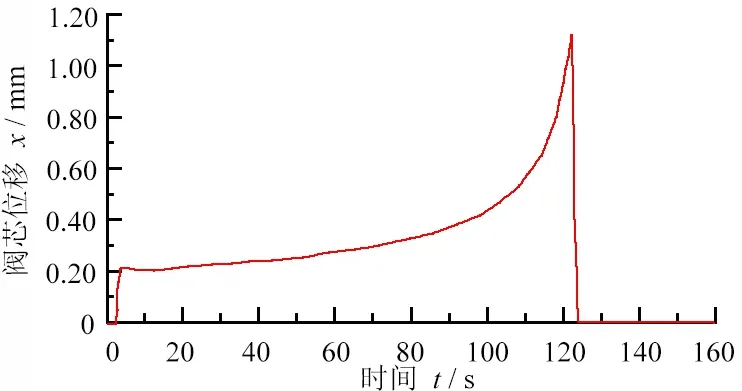
圖8 工藝Ⅰ時的閥芯位移Fig. 8 Spool displacement in process I
如圖6所示:在卸壓工藝Ⅰ參數下的仿真卸壓曲線與設定曲線一致。如圖7所示:當卸壓時間為0~120 s時,仿真計算壓力與設定壓力偏差最大絕對值為0.10 MPa;經過PID算法自動調節,仿真壓力逐漸穩定,可使壓力偏差絕對值≤0.01 MPa。當卸壓時間大于120 s時,在卸壓最后階段,壓力偏差較大,最大值為0.39 MPa。這是由于最后階段的閥芯位移較大,系統反應延遲,當達到設定最小壓力時,系統仿真壓力比設定值小,壓力偏差絕對值較大;同時,由于最后卸壓過程中的液壓系統不進行補壓,因此實際壓力與設定壓力偏差保持不變。如圖8所示:卸壓時間增加,壓力減小,閥芯位移隨之增大,位移最大值為1.12 mm。
在卸壓工藝Ⅱ下的卸壓曲線、壓力偏差及閥芯位移如圖9、圖10和圖11所示。如圖9所示:在卸壓工藝Ⅱ參數下的仿真卸壓曲線與設定曲線一致。如圖10所示:當卸壓時間在0~240 s和240~480 s時,壓力偏差最大絕對值均<0.02 MPa,與工藝Ⅰ相比,壓力偏差絕對值較小。這是由于卸壓時間長,閥芯位移較小,壓力控制精度高所致。經過PID算法自動調節,仿真壓力逐漸穩定,可使壓力偏差絕對值≤0.01 MPa。在480~600 s時,設定壓力大于仿真壓力,壓力偏差最大為0.14 MPa,這是由于液壓系統反應延遲,閥芯位移變化量較大,閥芯關閉時間延長,導致仿真壓力偏低,且由于液壓系統不進行補壓,因此壓力差值維持不變。如圖11所示:在不同的卸壓階段隨著時間增加,壓力減小,閥芯位移增大,位移最大值為0.32 mm。
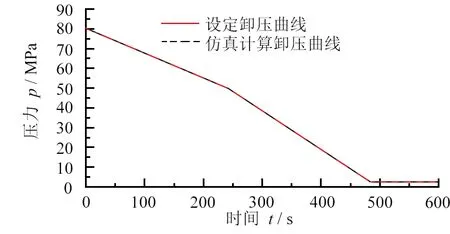
圖9 工藝Ⅱ時的卸壓曲線Fig. 9 Pressure relief curve in process Ⅱ

圖10 工藝Ⅱ時的壓力偏差Fig. 10 Pressure deviation in process Ⅱ
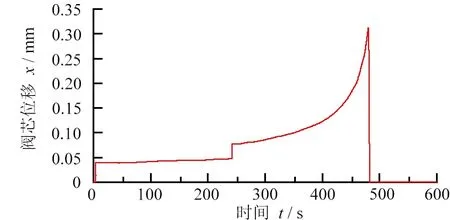
圖11 工藝Ⅱ時的閥芯位移Fig. 11 Spool displacement in process Ⅱ
在卸壓工藝Ⅲ下的卸壓曲線、壓力偏差及閥芯位移如圖12、圖13和圖14所示。如圖12所示:在卸壓工藝Ⅲ參數下的仿真卸壓曲線與設定曲線一致。如圖13所示:當卸壓時間為0~1 800 s時,壓力偏差絕對值≤0.01 MPa;經過PID算法自動調節,仿真壓力可進一步穩定。在1 800~2 000 s內,壓力偏差絕對值在0.03~0.04 MPa。如圖14所示:時間增大,閥芯位移隨著壓力的減小而增大,位移最大值在0.07~0.08 mm。
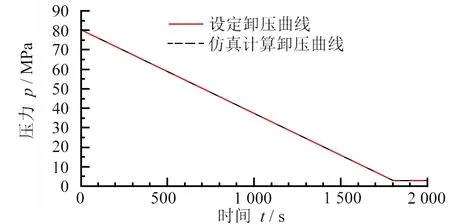
圖12 工藝Ⅲ時的卸壓曲線Fig. 12 Pressure relief curve in process Ⅲ
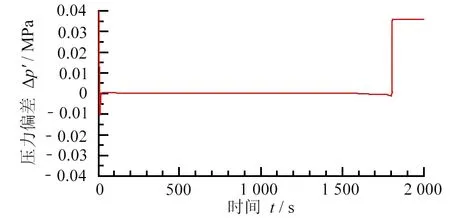
圖13 工藝Ⅲ時的壓力偏差Fig. 13 Pressure deviation in process Ⅲ

圖14 工藝Ⅲ時的閥芯位移Fig. 14 Spool displacement in process Ⅲ
在卸壓工藝Ⅳ下的卸壓曲線、壓力偏差及閥芯位移如圖15、圖16和圖17所示。如圖15所示:在卸壓工藝Ⅳ參數下的仿真卸壓曲線與設定曲線一致。如圖16所示:當卸壓時間為0~1 800 s和1 800~3 000 s時,壓力偏差絕對值≤0.01 MPa;經過PID算法自動調節,也可使仿真壓力進一步穩定。在3 000~3 200 s時,壓力偏差絕對值在0.02~0.03 MPa。如圖17所示:時間增加,閥芯位移隨著壓力的減小而增大,位移最大值為0.07 mm。

圖15 工藝Ⅳ時的卸壓曲線Fig. 15 Pressure relief curve in process Ⅳ
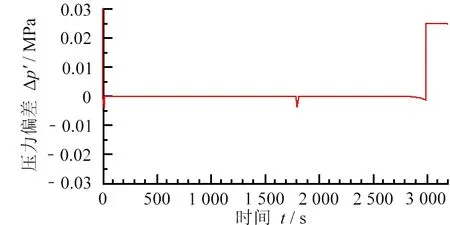
圖16 工藝Ⅳ時的壓力偏差Fig. 16 Pressure deviation in process Ⅳ
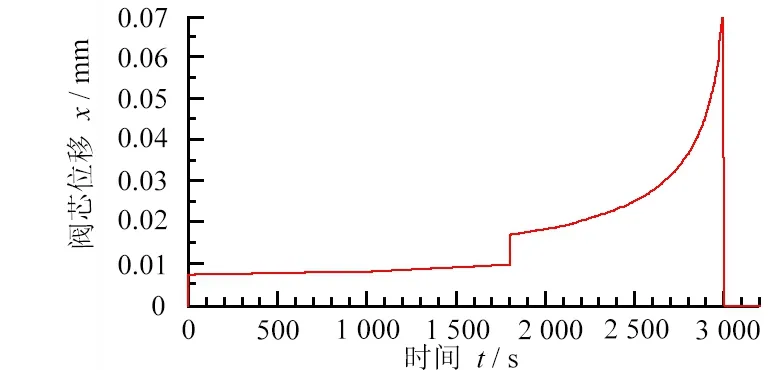
圖17 工藝Ⅳ時的閥芯位移Fig. 17 Spool displacement in process Ⅳ
把上述4種卸壓工藝結合起來,根據卸壓壓力段相同但卸壓時間不同,可將4種卸壓工藝分為2類:一類是Ⅰ和Ⅲ條件下的,二類是Ⅱ和Ⅳ條件下的,且4種卸壓工藝下的仿真卸壓曲線與設定曲線都基本一致。在相同卸壓段的Ⅰ和Ⅲ條件下,其壓力下降的80~3 MPa段的壓力偏差絕對值由0.10 MPa減小到≤0.01 MPa,3 MPa段的壓力偏差絕對值由0.39 MPa減小到0.03~0.04 MPa;同樣,在相同卸壓段的Ⅱ和Ⅳ條件下,壓力下降的80~50 MPa高壓段和50~3 MPa壓力段的壓力偏差絕對值由<0.02 MPa減小到≤0.01 MPa,3 MPa壓力段的壓力偏差絕對值由0.14 MPa減小到0.02~0.03 MPa。而且,隨著時間延長,閥芯位移隨著壓力的減小而增大,一類的閥芯位移最大值由1.12 mm減小到0.07~0.08 mm;二類的閥芯位移最大值由0.32 mm減小到0.07 mm。另外,從泄壓工藝Ⅰ~Ⅳ整體來看,隨卸壓時間延長,其仿真卸壓曲線與設定曲線的壓力偏差絕對值以及閥芯位移最大值也是整體下降的。
與此同時,在相同的卸壓參數、不同的卸壓工藝條件下,經過PID調節,4種卸壓工藝穩定時的壓力偏差均≤0.01 MPa,都可在實際生產中應用。但根據金剛石合成時的一般工藝過程,卸壓工藝Ⅰ與卸壓工藝Ⅱ的卸壓時間短,只適用于磨料級金剛石的生產過程;而卸壓工藝Ⅲ與卸壓工藝Ⅳ的卸壓時間長,可適用于寶石級金剛石的生產過程。
2.3 閥芯閥口動態特性仿真
在表2條件下,固定閥芯半錐角為20°及其他條件不變,以卸壓工藝Ⅱ為模型,以閥座節流口直徑為變量[13],其從1.6 mm 到2.5 mm變化,步長為0.3 mm,進行閥芯位移和壓力偏差數值仿真計算,其結果如圖18、圖19所示。
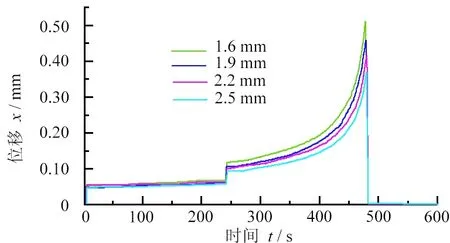
圖18 閥芯位移變化趨勢圖Fig. 18 Trend chart of spool displacement

圖19 壓力偏差變化趨勢圖Fig. 19 Pressure deviation trend graph
如圖18、圖19所示:當節流孔直徑增大時,相同時間點下的閥芯位移、壓力偏差減小。在0~240 s內,不同節流孔直徑下的閥芯位移最大值為0.08 mm,壓力偏差絕對值的最大值為0.04 MPa;在240~480 s內,閥芯位移最大值為0.49 mm,壓力偏差絕對值的最大值為0.04 MPa;在480~600 s內,閥芯位移逐漸增大,在第482 s時,達到最大值0.52 mm,并逐漸變為0,此時壓力偏差的最大值為0.22 MPa,且保持不變。
在表2條件下,固定閥座節流口直徑為2.5 mm及其他條件不變,以卸壓工藝Ⅱ為基礎,以閥芯半錐角為變量,其從14°至20°變化,步長為2°,進行閥芯位移和壓力偏差數值仿真計算,其結果如圖20、圖21所示。
如圖20、圖21所示:當閥芯半錐角增大時,在相同的時間點閥芯位移減小。在0~240 s內,不同半錐角的錐閥芯條件下,閥芯位移最大值為0.07 mm,壓力偏差絕對值的最大值為0.03 MPa;在240~480 s內,閥芯位移偏差最大值為0.41 mm,壓力偏差絕對值的最大值為0.03 MPa;在480~600 s內,閥芯位移逐漸增大,在第482 s時,達到最大值0.44 mm,并逐漸變為0,壓力偏差最大值為0.19 MPa。

圖20 閥芯位移變化趨勢圖Fig. 20 Trend chart of spool displacement
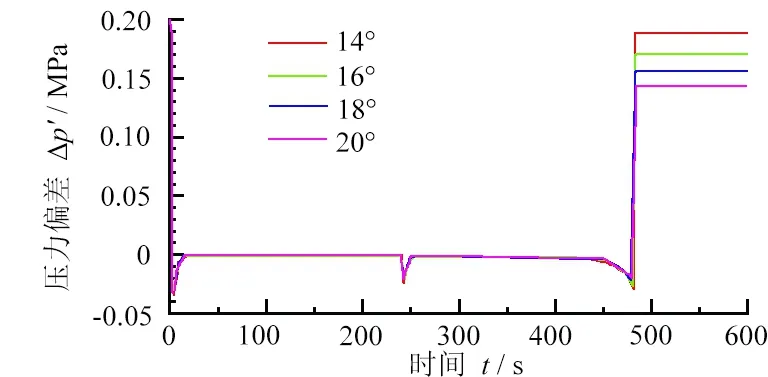
圖21 壓力偏差變化趨勢圖Fig. 21 Pressure deviation trend graph
因此,在卸壓工藝Ⅱ條件下,固定表2中的其他參數,只改變閥座節流口直徑或閥芯半錐角,隨其增大,閥芯位移和壓力偏差均變小。在改變節流孔直徑的卸壓過程中,卸壓時間小于480 s時,設定曲線和仿真曲線的壓力偏差的絕對值最大值為0.04 MPa。在改變閥芯半錐角時,同樣時間條件下的壓力偏差的絕對值最大值為0.03 MPa。所以,從壓力穩定性角度分析,節流孔直徑、閥芯半錐角為影響線性卸壓機構的主要參數,其最佳值分別為閥座節流口直徑為2.5 mm,閥芯半錐角為20°。在此參數下,設計的卸壓機構如圖22所示。
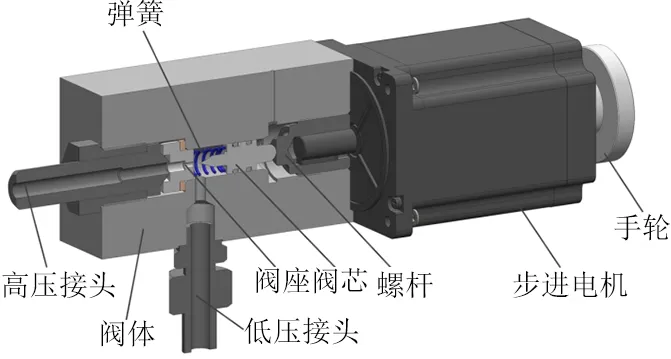
圖22 設計的線性卸壓機構Fig. 22 Designed linear pressure relief mechanism
3 具體實驗測試
3.1 實驗方案
將圖22的線性卸壓機構集成安裝在六面頂壓機的液壓系統內,線性卸壓機構的進油口連接兩位兩通液控閥的出油口,回油口連接油箱,傳動機構的步進電機驅動器連接六面頂壓機控制系統。線性卸壓機構實驗裝置如圖23所示。實驗在金剛石合成的真實環境進行,且采用表1和表2的實驗參數。

圖23 線性卸壓實驗裝置Fig. 23 Linear pressure relief experimental device
3.2 實驗步驟
線性卸壓實驗以磨料級金剛石合成為基礎,在合成階段編制合成工藝曲線;在卸壓階段,以表4的泄壓工藝Ⅱ為參照設定卸壓曲線,分別輸入到六面頂壓機合成控制系統內。實驗工藝參數如表5所示。其中,表5中設定的卸壓過程有2段,模擬不同斜率的卸壓工藝。如表5所示:0~41 min為合成升壓階段,有多段升壓曲線,使最終合成壓力達到80 MPa;而42~49 min為卸壓階段。在第42 min時,兩位兩通液控閥打開,系統開始卸壓。高壓油液流入線性卸壓機構內,根據設定壓力與壓力傳感器檢測壓力的差值,PID控制器自動調節閥芯的位置,使實際壓力曲線緊密跟蹤理論設定壓力曲線,進行線性卸壓。
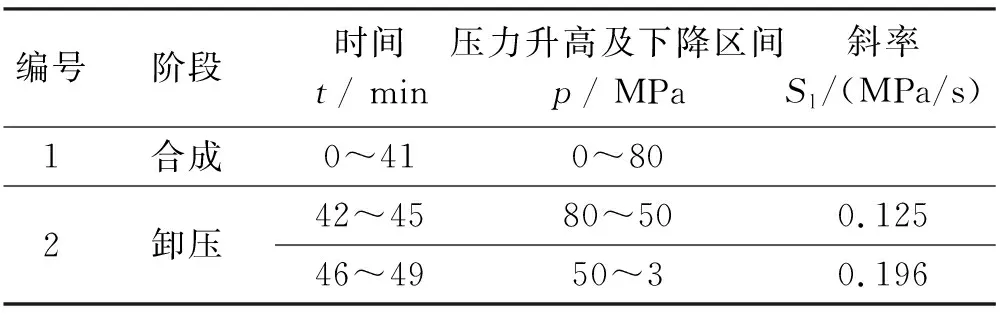
表5 實驗工藝參數Tab. 5 Experimental process parameters
3.3 實驗結果
線性卸壓設定及實驗曲線如圖24所示。圖24中:根據表5預設的工藝,2段卸壓曲線呈線性變化,為斜率不同的直線;且實際壓力曲線與預設壓力曲線吻合。經測定,其壓力偏差絕對值≤0.01 MPa。
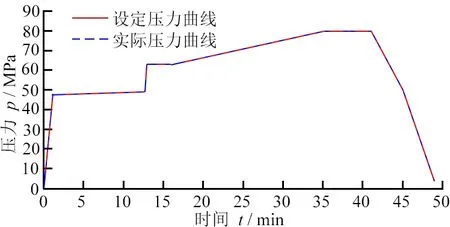
圖24 線性卸壓設定及實驗曲線Fig. 24 Linear relief setting and experimental curves
實驗結果表明:在表5的實驗參數下,卸壓過程中的設定壓力與實際壓力的偏差絕對值和數值模擬Ⅱ條件下的一致,說明所建立的仿真模型準確,也表明在實際工作過程中,六面頂壓機卸壓時,步進卸壓機構的動態特性及性能可以滿足現階段的金剛石生產需求。
需要說明的是,步進電機驅動線性卸壓機構價格低廉、控制簡單,且有鎖定力矩大、抗干擾能力強等優點。但其控制方式為開環控制,易出現丟步現象等,且閥芯在長期使用過程中易出現疲勞磨損而產生裂紋,錐閥與閥座節流孔配合產生間隙,造成液壓油泄漏或閥芯移動不到位等現象。所以,在執行卸壓工藝時,兩位兩通液控閥打開后,在控制閥芯運動時應以控制閥芯相對移動量為關鍵點;根據實際壓力與設定壓力的差值,在PID控制器作用下適時調節閥芯位置;或增加編碼器,適時跟蹤閥芯絕對位置,糾正閥芯位置偏差,使實際系統壓力與設定壓力保持一致。當系統需要手動緊急卸壓時,可以旋轉卸壓機構末端的手輪,在彈簧力的作用下,使閥芯遠離節流孔,打開卸壓通道。
另外,實驗只研究了單個電機驅動單級錐形閥的卸壓動態特性,對于超高壓的高精度卸壓工藝,也可以采用單個電機驅動多級串聯的錐形閥芯,使超高壓的卸壓過程更加快速及平穩。
4 結論
(1)設計Ⅰ~Ⅳ 4種卸壓工藝,PID控制器自動控制步進電機輸入脈沖,使仿真計算得出的卸壓曲線緊密跟蹤設定壓力曲線,在穩定工作狀態下,其壓力偏差絕對值≤0.01 MPa。
(2)在卸壓工藝Ⅱ條件下,固定其他參數,只改變閥座節流口直徑或閥芯半錐角,隨其增大,相同時間點下的閥芯位移變小,壓力偏差減小,可減弱卸壓時的壓力振蕩,使卸壓過程更平穩,從而延長六面頂壓機使用壽命,減少頂錘消耗。同時,確定的最佳閥座節流口直徑為2.5 mm,閥芯半錐角為20°。
(3)在卸壓工藝Ⅱ條件下,進行磨料級金剛石合成的2段卸壓實驗,2段卸壓曲線呈線性變化,為斜率不同的直線。且實際壓力曲線與預設壓力曲線吻合,壓力偏差絕對值≤0.01 MPa,與仿真計算曲線和設定曲線的值一致,驗證了仿真結果的正確性,符合預期設計要求。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
