球面齒輪制造技術現狀與發展趨勢
2021-09-09 02:37:46郭麗紅張均富巫中藝李林峰
制造技術與機床 2021年9期
郭麗紅 張均富 巫中藝 李林峰
(①四川大學錦城學院智能制造學院,四川 成都 611731;②西華大學機械工程與自動化學院,四川 成都 611730)
1 球面齒輪研究概述
球面齒輪是一種新型齒輪傳動機構,挪威Trallfa公司開發的噴漆機器人的柔性手腕機構是其典型應用[1]。球面齒輪機構結構緊湊、傳動元件少、可實現兩個轉動自由度,它為構建仿生機械關節帶來新思路,受到學者們的高度關注。
Trallfa球冠齒輪機構[2](如圖1a所示)通過兩齒面上各離散分布、數目相同的錐形指狀齒與凹坑的嚙合,實現球面齒輪間的傳動。該齒輪增大了機構關節靈活性、減輕了關節質量,在噴漆機器人柔性手腕上得到證實。但該類齒輪齒廓加工精度低、承載能力低、制造困難。Cheng Yang[3]等人相繼提出了改進型齒輪如圓弧齒球齒輪、離散環形漸開線齒球齒輪等[4],這些改進型齒輪增大了嚙合面積,提高了耐磨損能力和承載能力,但其離散齒原理性誤差仍然存在。
針對上述問題,潘存云等提出了漸開線環形齒球齒輪[5](如圖1b所示),該齒輪齒廓曲線為漸開線,輪齒沿球面連續分布,克服了傳統離散齒球面齒輪傳動機構的原理性誤差。漸開線環形齒球齒輪具有360°全方位偏轉功能和自旋運動功能,可廣泛應用于仿生機器人關節[4]、水下載運器矢量推進螺旋機構[4]及輪腿復合移動平臺行走機構[4]等。

球齒輪傳動機構發展的40年歷史里,總體上講,學者們關注傳動機構的嚙合原理與傳動性能較多,而對球齒輪副制造技術研究相對不足[6]。由于在球齒輪傳動,漸開線環形齒球齒輪具有突出的優點而具有廣闊的應用前景,為此論文首先簡要回顧了球齒輪傳動理論研究的發展歷程,重點綜述漸開線環形齒球齒輪制造技術及其裝備發展趨勢,以期推動該類齒輪機構的后期研究和產業化應用。
2 球面齒輪的制造技術及裝備
在現有可查文獻中,所探索的球齒輪副制造技術可歸納為鑄造成型、成形加工及范成加工等。
2.1 鑄造成型
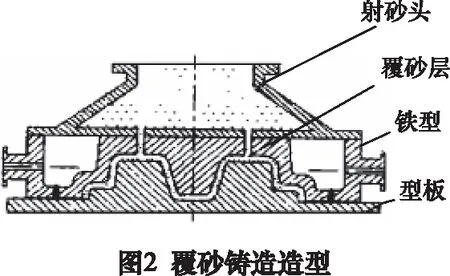
鐵型覆砂鑄造技術是加工漸開線環形齒球齒輪最早的加工方法[7]。鐵型覆砂鑄造技術采用的工裝設備包括射砂頭、覆砂層、鐵型和型板等,如圖2所示。
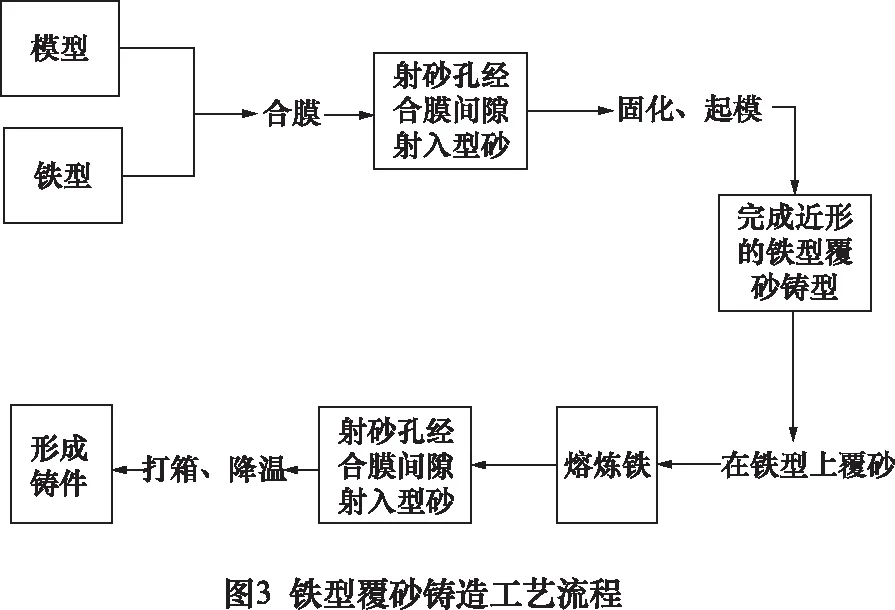
鐵型覆砂鑄造工藝流程[8],如圖3所示。首選將鐵型和模型合模,由射砂孔射入型砂,經過固化起模形成與漸開線環形齒球齒輪外形相近的鐵型覆砂鑄型,然后在近形鐵型上覆蓋一層一定厚度的覆膜砂,最后將鐵水注入粗成形鐵型覆砂鑄型腔形成鑄件。
2008年楊均強等提出了覆砂鐵型線制造奧貝球鐵齒輪鑄件加工方法[9],該方法可實現漸開線環形齒球齒輪的高精度加工。所加工的齒輪精度高、硬度低、致密性好、成品率高,且可有效降低齒輪嚙合噪聲、提高齒輪使用壽命。但該方法對于車間中大量鐵型的保存、不同鑄件的普遍使用和專門使用,還存在改進的地方。其對于工藝設計中鑄件產生的縮孔等缺陷無法保證,這些方面還有待提高。
2.2 成形加工
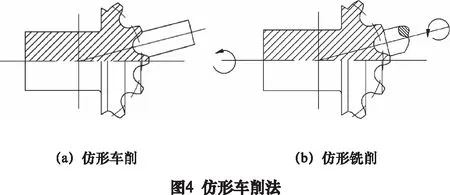
成形法是漸開線齒輪加工的一種常用方法。潘存云提出采用仿形車削或者仿形銑削實現漸開線環形齒球齒輪齒廓加工[10],其車刀或銑刀的刀刃均為漸開線切削刃。采用仿形車削或者仿形銑削切制輪齒時,工件都繞極軸做旋轉運動,區別在于切削刀具是否旋轉。
仿形車削加工如圖4a所示,工件極軸旋轉,刀具始終不旋轉,只做沿球坯的徑向方向做進給運動。工件繞極軸旋轉完一定角度后,車刀切削完1個齒環,重復之前的運動,直至完成漸開線環形齒的成型。仿形銑削如圖4b所示,工件繞極軸做旋轉運動,銑刀刀具和車削法切削時一樣沿球坯徑向方向做進給運動,同時還要繞自身極軸做旋轉運動,以此來實現漸開線環形齒的加工。但因刀數量有限,仿形銑削生產率低、齒輪精度低。
2.3 范成加工
范成法是漸開線齒輪切制的高效加工方法,其模擬1對齒輪嚙合按包絡原理進行輪齒切制。潘存云基于球齒輪演變過程為理論基礎提出漸開線環形齒球齒輪的范成切削加工[10]。圖5為漸開線環形齒球齒輪的范成加工切制原理圖,切制時齒輪毛坯工件和齒條刀具一起做純滾動運動形成漸開線齒廓,同時繞極軸做回轉運動、刀具做直線運動形成漸開線環形面。

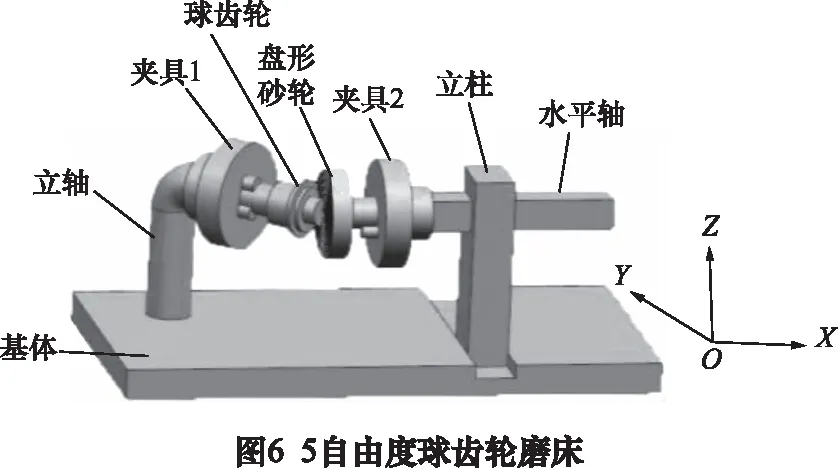
李婷等參照齒輪演變為齒條的原理,利用球齒輪齒盤機構[11]作為理論基礎,提出了球齒輪齒廓范成法磨削加工方法,并設計了基于范成法的盤形砂輪精密磨削加工設備[12],如圖6所示。該磨床由基體、立軸、夾具1、球齒輪、齒盤、夾具2、立柱以及水平軸組成,其中齒盤即盤形砂輪作磨削工具。該磨床有5個自由度,可進行3次旋轉運動和2次平移運動。但該機床長時間加工,立軸的旋轉易使其松動、立柱和水平軸的摩擦會使設備磨損較大,影響齒輪加工精度和加工效率。
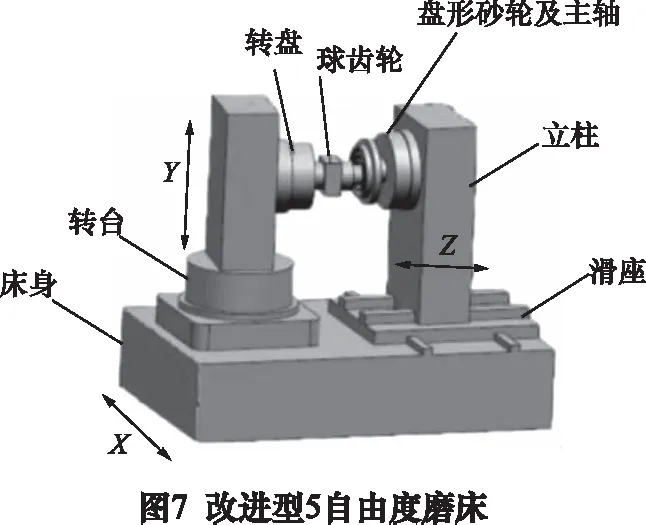
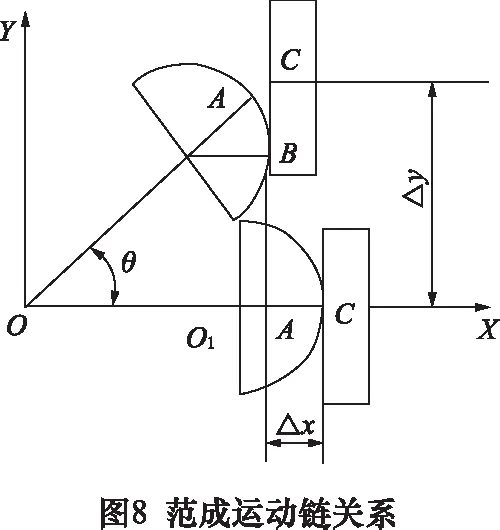
其改進型如圖7所示[4],其將360°旋轉立柱由轉臺代替,提高了立柱旋轉的靈活性;將水平軸由可沿X、Y軸進給的滑座代替,增加了磨削加工的平穩性和機床設備的耐用性,增強了抗振性。加工齒輪時,球齒輪不繞其球心旋轉,而是隨著轉臺擺動,因此盤形砂輪在沿著X軸平移的同時還要沿著Z軸平移。其范成運動鏈關系如圖8所示[2],球齒輪繞擺動中心旋轉,盤形砂輪與球齒輪的相切點由C點變為了B點,根據其接觸弧長AB與盤形砂輪分度線上的線段CB相等,推導出沿X軸和Y軸的位移量方程,驗證了其嚙合原理。經實踐,該機床可實現漸開線環形齒球齒輪副的精加工。
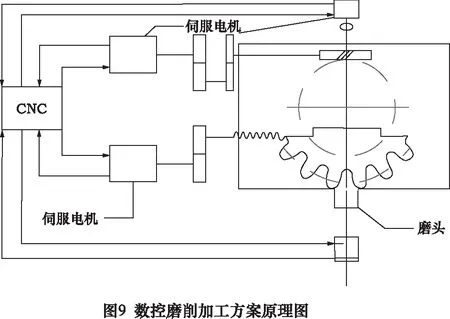
李高峰和潘存云結合范成法加工原理,設計了球齒輪范成法磨削加工裝置[13],如圖9所示。其采用剖面形狀為單個齒環的法截面的指狀磨頭作為磨具,指狀磨頭是耐高速電動磨頭,使用時平穩且能產生足夠的磨削速度,磨具直徑減小提高了磨具的轉速。采用數控分度運動,兩臺伺服電機均與CNC相連,CNC起主導控制作用,通過CNC控制磨削工件的運動、分度換齒、往復光磨及改變工件電機轉速等操作,提高了球齒輪磨削的精度,縮短了加工周期。該技術方案克服了由于磨具轉速不平穩而引起的加工質量不均的不足,具有實用價值。
3 球面齒輪制造技術展望
3.1 五軸數控加工
五軸數控加工是數控技術中技術含量高,加工范圍最廣的技術,集計算機自動控制、隨動系統和精加工于一體,用于加工復雜型面。五軸數控機床至少有5個坐標軸,可在計算機數控系統控制下進行運動加工,其加工精密、高效。因此,采用五軸數控機床加工漸開線環形齒球齒輪副應為可行方案,其可實現高效、高精密加工。王琦曾提出五軸數控滾齒機加工球齒輪技術原理[14],該方法可明顯提高工件加工質量和精度、降低勞動成本,易被生產廠家廣泛采用。
3.2 增材制造(3D打印)
漸開線環形齒球齒輪的齒廓面是復雜型面,若其加工精度低、質量不高會使齒輪工作時產生振動噪聲、承載能力低。隨著增材制造(3D打印)的發展和工業上的廣泛應用,采用3D打印應為今后高精度漸開線環形齒球齒輪加工制造的首選方法[15]。
3.2.1 熔融層積快速成型技術(FDM)
熔融層快速成型技術的研究對象是三維模型,按照不同的技術要求,設定加工參數,按一定的厚度對各剖面的層狀剖面輪廓數據進行處理。系統根據加工信息控制噴嘴擠壓一層又一層的絲狀物料,形成一系列具有小厚度的實體片材。每個板材通過燒結、聚集及粘合等方法逐步堆積成一個有機整體,得到目標零件,材料層層離散疊加,從底部到頂部進行工藝加工。黃子凡、馬躍龍等人于2015年根據漸開線環形齒球齒輪的成型原理,分析其傳動特性,提出了漸開線環形齒球齒輪快速成型加工的方案[16],如圖10為實際加工的球齒輪。

這種基于FDM技術加工漸開線環形齒球齒輪的加工方法,將復雜的三維加工分解為簡單的二維組合,擺脫了各種刀具和機床等因素的限制,縮短了加工周期,實現了球齒輪的快速加工,但由于三維物體分層制造堆砌的理念,若齒型面的曲率過大或傾斜角較大,通過分層堆砌會使齒形面產生較大的粗糙度,由此,階梯效應的大小會隨傾斜角度的減小而減小,對比實際齒廓與理論齒廓,通過對實驗數據的分析表明,誤差產生的原因主要是加工誤差、裝配誤差和測量誤差的累積,即噴嘴的長絲存在寬度不一和材料在凝固收縮過程中有微小的熱脹冷縮現象。對于解決上述誤差產生的問題,該研究人員提出了更優化的快速成型技術加工漸開線環形齒球齒輪[16]。
3.2.2 金屬粉末激光燒結技術(SLS)
金屬粉末激光燒結技術[16]又稱SLS選區激光燒結技術。利用SLS工藝加工漸開線環形齒球齒輪,其原理為利用CAD三維軟件繪制出漸開線環形齒球齒輪的三維模型,并將文件生成STL文件格式,數據處理軟件對STL文件進行檢驗、插補、顯示、分層切片等操作,在粉體床的基板上平鋪一層金屬粉末材料,將其壓實預熱,計算機控制系統控制激光束的掃描,金屬粉末材料在激光照射下燒結,同時與下層已成型的部分粘接,在計算機控制下層層堆積成型后完成漸開線環形齒球齒輪的加工[17]。該方法加工材料范圍較廣,可直接制作金屬類制品,燒結路線和溫度便于控制和調整,燒結周期較短,提高了漸開線環形齒球齒輪的精度、致密性和機械性能[18]。將三維模型直接驅動產品的制造,設計與制造一體化為產品的生產提供了便捷的技術支撐。
4 結語
漸開線環形齒球齒輪是一種新型齒輪機構,在實現多自由度傳動上起著關鍵作用。近幾年國內外對球齒輪研究多集中于齒廓理論和應用分析,球齒輪加工制造技術成果并不是很多。在現有可查文獻中所探索的球齒輪副制造方法也多為傳統的鑄造成型、成形加工、范成加工等。
鑄造成型能加工出與理論齒形接近的齒輪副,但精度差且鑄件中存在縮孔缺陷等影響傳動承載能力。成形加工非連續加工,生產效率低,因銑刀數量有限導致加工精度低,無法實現漸開線環形齒球齒輪的高精度加工。范成法是一種不錯的選擇,但采用漸開線環形齒球齒輪制作成刀具,因球齒輪齒面副在其設計制造困難,刀具尺寸固定不易改變,需要加工的球面齒輪尺寸有所限制。五軸數控機床易于加工復雜型面,可實現漸開線環形齒球齒輪的精密高效加工。
隨著增材制造(3D打印)技術成熟度不斷提高并在工業上的廣泛應用,因此采用增材制造技術應為高精度漸開線環形齒球齒輪加工制造的發展趨勢和方向。基于增材制造技術實現高精度漸開線環形齒球齒輪加工制造需要解決漸開線環形齒球齒輪的數字化建模、材料選擇、齒形誤差自動測量、齒端修形、齒面強化、齒面精度提升、粉末材料的熱脹冷縮及STL模型處理軟件修復及優化等關鍵技術。