細長軸類鋁合金限流針桿工藝方法研究
2021-09-09 02:37:48錢子棟
制造技術與機床 2021年9期
陳 偉 張 帆 喻 征 錢子棟 單 帥
(中航飛機起落架有限責任公司,湖南 長沙 410200)
隨著社會的發展,人類對飛機的需求量越來越大,其中起落架是飛機重要組成部分,確保飛機的起飛與降落的安全。油針作為起落架中的一個主要零件,在起落架緩沖過程中能夠發揮通油及限流的作用,其形狀設計大同小異,相對簡單,此類航空零件材料多采用具有密度低、強度高、耐腐蝕、耐低溫等特點的鋁及鋁合金[1],但尺寸精度要求較高,且此類零件一般長徑比大于20,屬細長軸類零件[2],加工困難,精度難以保證。
1 零件分析
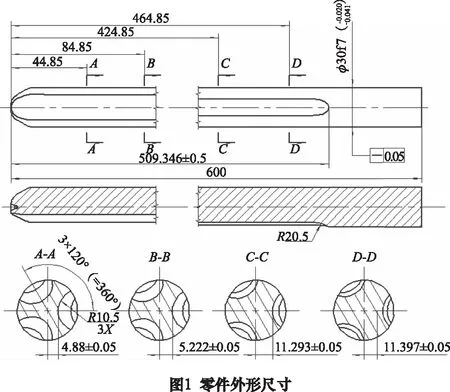
如圖1所示為涉及零件外形尺寸,長度達600 mm,直徑僅為30 mm(7級公差),外圓表面分布3處變截面圓弧限流凹槽,各截面凹槽底部至零件中心線距離d0尺寸公差帶僅0.1 mm,此零件不僅尺寸精度要求高,且凹槽的存在減小了零件橫截面積,從而降低了零件的剛性,另由于零件材料為鋁合金,剛性本身較鋼件更差,在加工中產生切削力、切削熱、振動等因素將直接影響零件的加工尺寸精度及形位精度[3];并且切削參數不夠合理的時候,就很容易出現加工零件震動的問題,進而降低加工精度,引發加工變形[4]。因此,為保證此類零件的質量,使其更好地發揮作用,提出一種有效的加工方法至關重要。
2 加工參數的選擇
2.1 刀具參數的確定
2.1.1 車削刀具參數的確定
零件材料雖為鋁合金,較易切削,但鋁合金材料不宜磨削加工,故只能車削加工,若刀具不夠鋒利,表面粗糙度將無法滿足要求,一般來講,前角越大刀具越鋒利,但過大容易出現崩刃現象,且隨車刀前角的增大及切削深度ap的減小,振動隨之下降[3],周宇[5]分析研究了細長軸的加工特性,并分析了刀具刃傾角以及刀具前角對徑向力的影響,最終選出了最佳的刀具幾何參數,此實驗過程中粗車時取車刀前角γ0=20°、切削深度ap=0.1 mm,精車時取車刀前角γ0=25°、切削深度ap=0.05 mm,另外刃傾角λs的存在也將提高刀具鋒利度,但也不宜過大,取λs=5°適宜。車刀材料使用高速鋼,能夠克服加工變形,是保證幾何公差的關鍵[6],綜上所述,在加工過程中將自制高速鋼車削刀具,刀刃要磨直,結構如圖2所示。

2.1.2 銑削刀具規格的確定
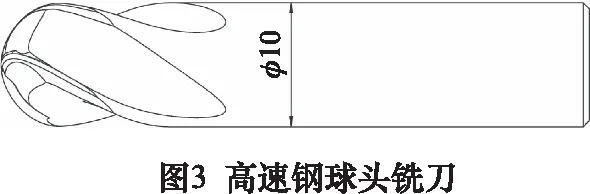
由于工件限流槽的特殊結構——圓弧型,在采用立式加工中心銑削的情況下,僅能采用球頭銑刀輪廓銑削才能加工出連續的圓弧表面,銑刀直徑應根據限流槽圓弧直徑決定,為保證限流槽圓弧直徑,此銑刀直徑必須小于限流槽圓弧直徑。上述零件圓弧槽半徑為10.5 mm,在加工過程中球頭銑刀直徑可選為10 mm,同車刀原理,采用高速鋼材料,如圖3所示,刀頭部分設置4刃,刀刃要鋒利,刀具裝刀長度盡可能短,在加工過程中能起到避免由于刀具震動造成零件表面質量差的作用。
2.2 粗加工余量的確定
目前經驗顯示,對于此類高精度零件的加工分為粗精加工,但粗加工留有余量越大,精加工時間越長,降低了零件加工效率;且球頭銑切削量越少,刀具壽命越長;若余量過小,可能由于在釋放粗加工過程中零件內部的殘余應力后造成變形量過大而導致精加工余量不足;另外,為了減少精加工后零件內部的殘余應力,精加工切削量盡可能少,如車削時,在調整好零件錐度后應將單邊余量控制在0.1 mm之內。為此,選定粗車后零件直徑D1=D+(0.6~1.4) mm,其中D為零件最終直徑;選定粗銑后限流槽表面余量為0.2~0.6 mm。在實驗加工過程中將選擇多組粗加工余量,如表1所示。
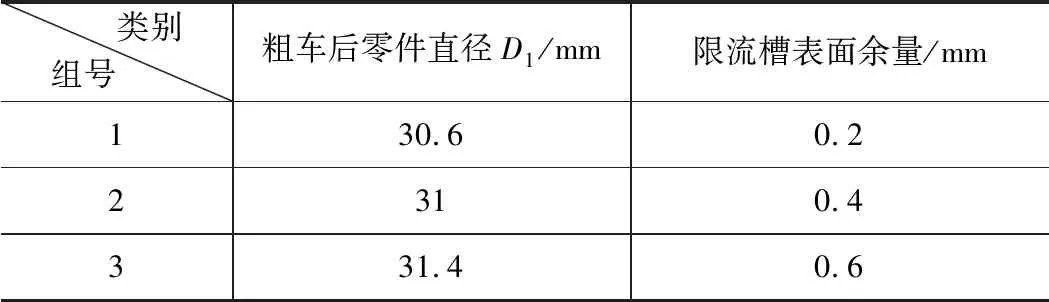
表1 粗加工余量
3 加工方案
3.1 毛料確定
根據設計要求零件材料為7050鋁合金,為滿足零件加工要求,選用φ40 mm×700 mm的棒料作為此實驗用料。
3.2 裝夾方式
卡盤頂尖的裝夾方式在細長軸的加工中是最常使用的裝夾方式[7]。同時,經過現場試加工,頂尖頂尖裝夾精車外圓時,由于限流槽的存在出現必定斷屑切削的情況,加之頂尖頂尖裝夾方式相當于簡支梁結構,穩定性較差,零件表面震刀紋明顯,故加工此零件將采用卡盤頂尖的裝夾方式,如圖4所示為零件車削加工裝夾示意圖,右端設計夾頭供卡盤加持,左端設計頂尖孔。
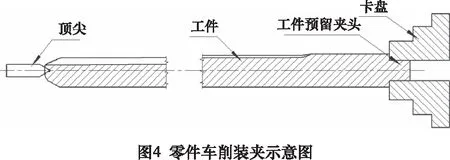
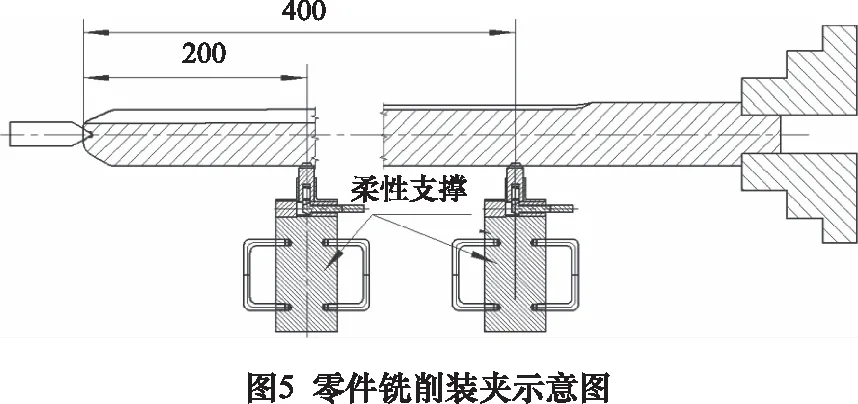
圖4裝夾方式同樣適用于四軸加工中心銑削限流槽,由于在銑削過程中銑刀對工件產生的作用力,而零件懸空部分較長,必然造成零件彎曲變形,最終影響尺寸精度,故需要在銑削過程中為零件提供支撐力,與刀具作用力抵消,達到減小變形的目的。如圖5所示,可在零件下方放置柔性支撐,具體操作為:事先可在無支撐情況下銑削,通過千分表頭測量支撐部位跳動值,然后通過超靜定梁撓度方程計算來反推所需支撐力的大小;然后通過調整柔性支撐的高度來使其與工件接觸,但柔性支撐內部彈簧處于自由狀態,即此時沒有產生任何作用力;最后通過調節柔性支撐內部彈簧壓縮量來控制柔性支撐對工件的作用力,此作用力應與最初判斷所需的支撐力相等。
3.3 銑削走刀形式
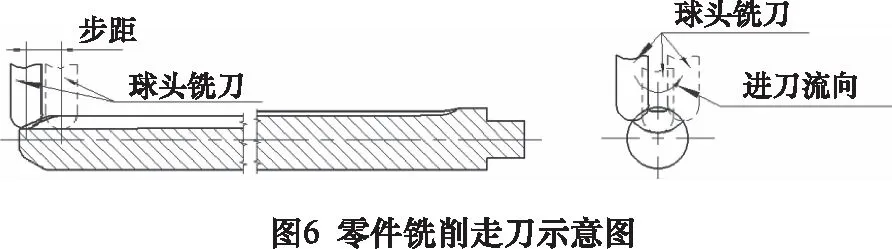
精銑限流槽時,為保證槽型與實際相符,如圖6所示編制程序時沿截面圓弧進刀,銑削圓弧截面橫向步距為0.05 mm(即每隔0.05 mm銑削一個圓弧截面),采用G02G19圓弧插補指令。
3.4 機床在線檢測
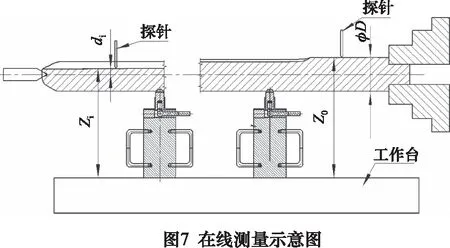
精銑限流槽時,為消除機床及對刀誤差,保證零件尺寸,必須在一次裝夾狀態下完成加工,故不僅需要加工時進行抬刀,更需要安排機床在線測量,以便判斷尺寸是否加工到位,具體操作如下:如圖7所示,先用千分尺測量零件外圓直徑記錄為D,在每個限流槽加工完成后,可以將探針安裝在機床主軸上,通過探針探測外圓最高點Z值記錄為Z0,然后探測每個截面最低點Z值記錄為Zi,此時可以通過式(1)間接計算出每個截面最低點至零件中心距離di,若di值落在理論值d0公差范圍之內即可認定此限流槽已加工合格,若di值大于理論值d0的上差值,則需要通過降刀重新加工,如此直至di值落在理論值d0公差范圍之內。
(1)
4 實驗結果分析
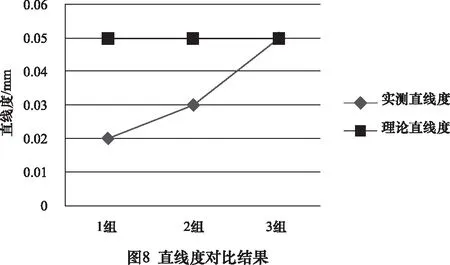
為減小加工應力對工件最終尺寸的不利影響,加工流程需遵循粗車→半精車→人工時效→粗銑→人工時效→精車→人工時效→精銑的加工流程,在此加工流程前提條件不變的情況下,分別按表1設置的3組粗加工余量加工出3件試驗件,通過三坐標測量機分別測量零件外圓直線度,得出與理論要求直線度對比數據如圖8所示,可以看出余量選擇越大,直線度值越大,表示直線度越差;另通過3D掃描儀測量實際di值得出數據如表2所示,可見第1組每個截面不同槽尺寸相差不大,最大存在0.011 mm偏差,第2組中最大偏差為0.045 mm,第3組最大偏差達到0.069 mm,故隨著精加工時余量的增加,各截面di值波動越大,變形越大。
通過機床在線檢測方法計算得出di值如表3所示,對比表2數據可見機床在線測量與3D掃描儀測量數據相近,最大偏差值在0.02 mm,故此在線檢測方法可信度較高。
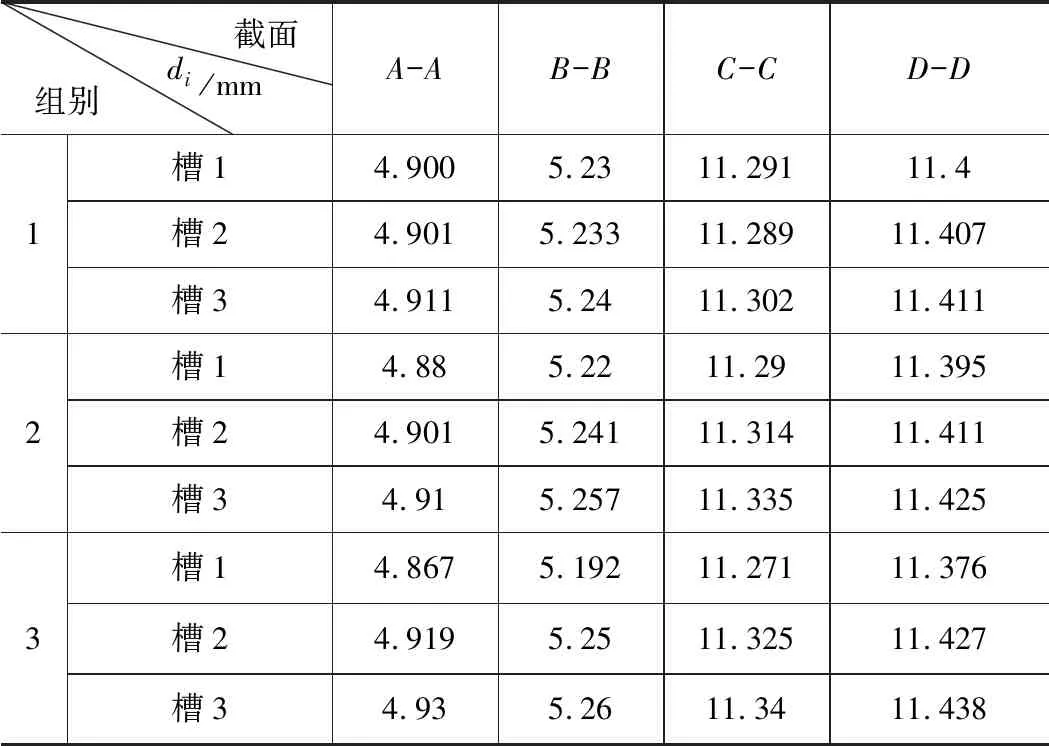
表2 不同組不同截面di實測值

表3 不同組不同截面di在線測量值
5 結語
(1)精加工時余量越大,造成零件內部殘余應力越大,零件越易變形,尺寸穩定性及形位公差越差,但考慮到粗加工時殘余應力造成的變形,精加工余量不宜過小。
(2)在無法用普通測量方法來判斷零件是否合格的情況,可采用機床在線測量方案來測量零件尺寸,以達到初步判斷零件余量的目的,然后通過循序漸進的形式進刀防止零件超差的情況產生。
(3)加工鋁合金材料的細長軸類零件,采用柔性輔助支撐的方法簡單有效,能夠抵消部分刀具對工件的作用力,減小加工過程中產生的變形。
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學生數理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
中學生數理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
數學小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
少兒科學周刊·兒童版(2016年1期)2016-03-14 03:52:21