高體分SiC/Al復合材料微磨削表面粗糙度試驗研究*
2021-09-09 02:37:50郭光巖荊小飛李文博
制造技術與機床 2021年9期
高 奇 郭光巖 荊小飛 李文博
(遼寧工業大學機械工程與自動化學院,遼寧 錦州 121000)
SiC/AI復合材料目前被廣泛應用于汽車、航空航天、能源及醫療等重要工業部門,由于復合材料中含有高硬度或高剛性的細小顆粒,使得材料的硬度和耐磨性得到提高,但同時材料的加工難度也提高。為深入研究SiC/AI復合材料磨削[1]過程中,試驗數據變化對表面粗糙度的影響,對其磨削后的各項數據進行試驗研究。
國內外許多學者已經利用響應曲面法研究了大量具有代表性的可加工材料。姚倡鋒等[2]對超高彈度Aermet100的磨削參數進行模型預測,通過對模型進行簡化,建立了非線性回歸方程,分析磨削參數對磨削結果的影響規律。劉偉等[3]對軸承鋼GCr15的高速外圓磨削進行了研究。在多目標磨削參數的情況下,利用Design-Expert軟件確定最佳回歸方程模型,從而獲得最佳結果,來表征磨削參數對磨削效果的影響。Krajnik P等[4]基于響應面方法對磨削因子進行設計,并建立二階表面粗糙度模型。通過確定模型的結構和回歸系數,演繹出準確模型。Zhou Ming等[5]利用超聲振動輔助磨削SiC/Al復合材料,并建立力學模型,通過兩組正交試驗,得到了磨削力模型中的系數。在力學預測模型的基礎上,預測了磨削力與工藝變量之間的關系。最后進行了兩組單因素試驗,驗證了所提出的磨削力模型,實驗結果與預測結果吻合較好。DU Jinguang等[6]結合金剛石顆粒對SiC顆粒的沖擊和擠壓效應,討論了相應的去除方式及其機理,并通過多種方式去除SiC顆粒,得出結論:在材料去除過程中被剪切去除的顆粒越多,被破碎的顆粒越少,可以產生更好的加工表面。Li X K等[7]通過模擬砂輪的各個加工步驟,建立了虛擬單層CBN砂輪模型,使磨削過程中對單個晶粒材料去除模式成為可能。通過有限元模擬和響應面法(RSM),研究了晶粒取向對CBN晶粒微觀切削性能的影響。結果表明,單顆粒切削力對磨粒磨損狀態和取向狀態很敏感,有較好的取向條件使磨粒微切削獲得最小切削力(40°~60°)。
本文采用響應曲面法,對SiC/AI2024復合材料進行磨削加工,然后通過Smartproof5激光共聚焦顯微鏡來測量材料的表面粗糙度Ra,在建模預測和試驗結果相結合下,闡述主軸轉速n、切削速度f和切削深度ap對表面粗糙度Ra的影響程度。
1 磨削試驗
1.1 試件材料
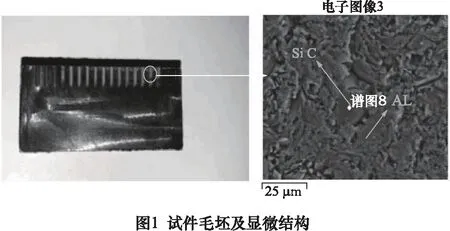
工件材料為SiC/AI2024復合材料,其碳化硅增強顆粒所占體積比為60%,其硬度極高,加工難度大。試件已加工圖及顯微結構,如圖1所示。試件為矩形塊狀,規格為40 mm×15 mm×10 mm。工件在室溫(20 ℃)下,楊氏模量為206 GPa,剪切模量為83.1 GPa,密度為2.99 g/cm3,抗彎強度為513 MPa,泊松比為0.24。
1.2 試驗設備
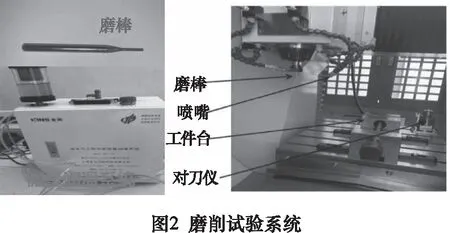
試驗加工設備為北京精雕—睿雕Carver400GA數控機床,通過微徑磨棒對SiC/AI2024進行槽磨[8]試驗。磨棒規格:磨頭直徑1 mm,柄徑3 mm。磨頭材料為鍍結金剛石。潤滑裝置為油水氣三相節能微量潤滑系統—KS-2107。磨削試驗系統如圖2所示,磨削過程:采用磨頭直徑為10 mm的磨棒對材料表面進行預加工,加工完成后進行換刀(磨頭1 mm),然后進行13組微磨削試驗。磨削試驗完成后,通過Smartproof5激光共聚焦顯微鏡測量已加工材料的表面粗糙度。
1.3 試驗結果
本試驗采用單行程磨棒端面磨削,利用Design-Expert軟件中的Box-Behnken Design進行試驗設計[9]。選取影響表面粗糙度Ra的主要影響因素:主軸轉速n,進給速度f,切削深度ap。影響因素參數取值如表1所示,BBD試驗設計為13組,試驗方案與結果如表2所示。

表1 影響因素取值
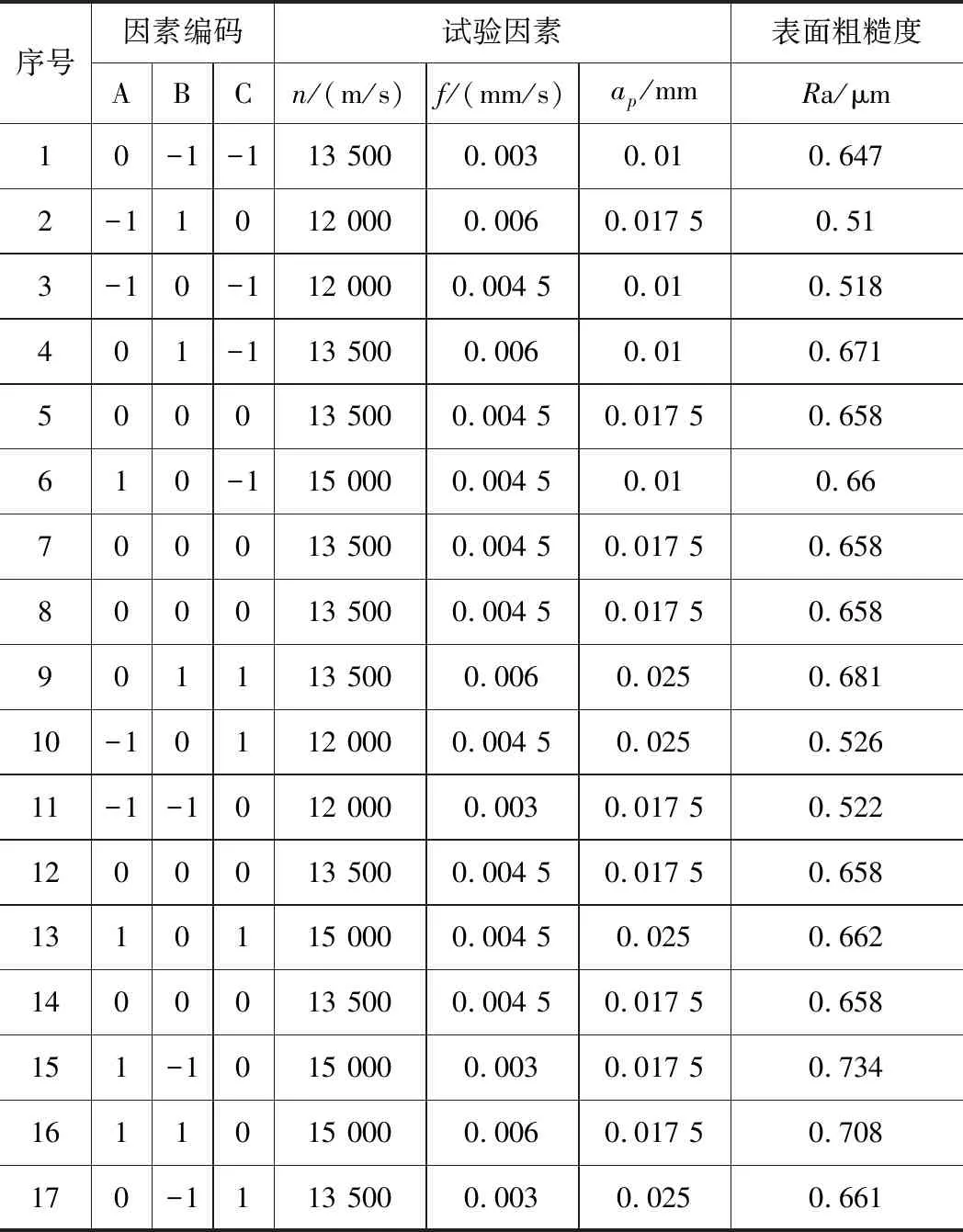
表2 試驗參數與表面粗糙度的測量結果
2 回歸方程的建立及分析
通過軟件進行回歸方程模型[10]的建立,模型如式(1)所示。

(1)
式中:xi表示自變量因子,y表示因變量因子,β0表示常數項,βi表示一次項相關系數,βij表示非線性相關參數,βii表示二次項相關系數,m表示自變量因子個數。
對表(2)中的試驗參數與表面粗糙度的測量結果進行擬合,并建立預測模型,從而得到表面粗糙度與主軸轉速、進給速度和切削深度之間的關系如(2)所示。
Ra=-4.74+7.45×10-4n+44.945f+
8.989ap-1.556×10-3nf-1.33×
10-4nap-88.889fapV-2.511E-
(2)

Ra=-4.74+7.45×10-4n+44.945f+
8.989ap+1.556×10-3nf-1.33×
10-4nap-88.889fap-2.511E-08n2
(3)
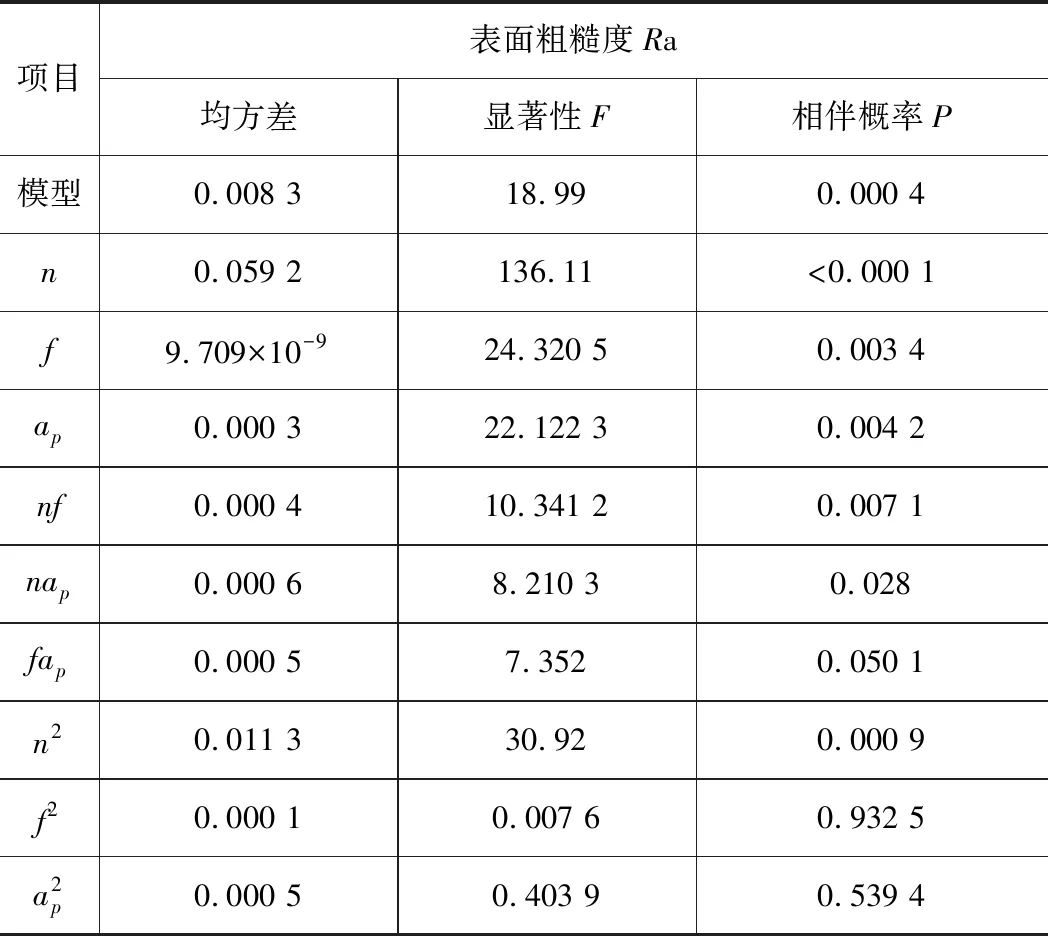
表3 模型分析
3 試驗結果分析
3.1 響應曲線圖分析
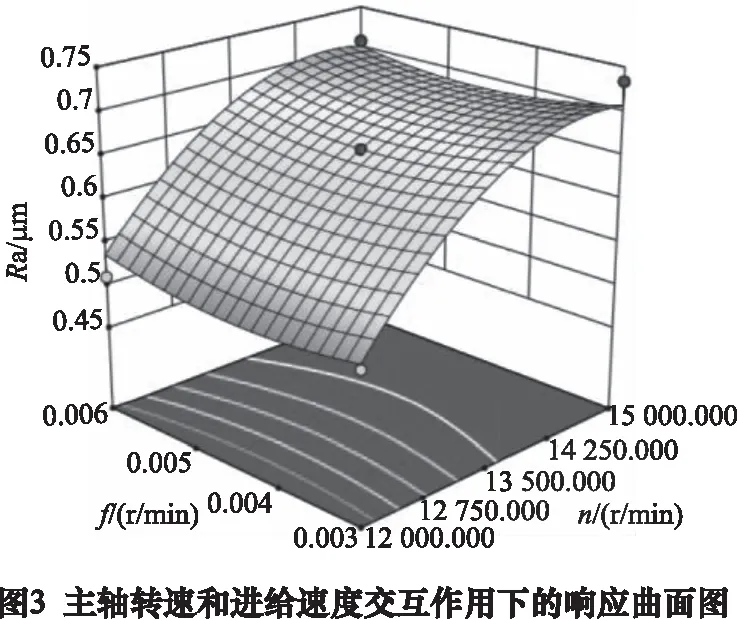
圖3為ap=0.017 5 mm時,主軸轉速和進給速度之間交互作用形成的響應曲面圖[11]。當ap=0.017 5 mm時,Ra最小值為0.51 μm,最大值為0.734 μm。分析圖3得出:(1)當進給速度保持不變時,表面粗糙度隨著主軸轉速的增大而增大,但增大趨勢在12 000~15 000 r/min范圍內逐漸減緩。(2)當主軸轉速保持不變時,表面粗糙度隨進給速度的增加,先減小后增大。(3)主軸轉速對表面粗糙度的影響明顯大于進給速度所造成的影響。
圖4為確定ap=0.017 5 mm,n=15 000 r/min,f=0.006 m/min時,Ra為0.708 μm。圖4中黑色部位為顆粒拔出,此部位約占總表面積的30%,被拔出顆粒大小形狀不規則。極少數部分為淺黑色,此時表面粗糙度極大,在表面呈刺尖狀突起,推測由于切屑粘結表面所致。灰白色部位占比較大,為刀具與材料磨削過程中相互擠壓造成的。
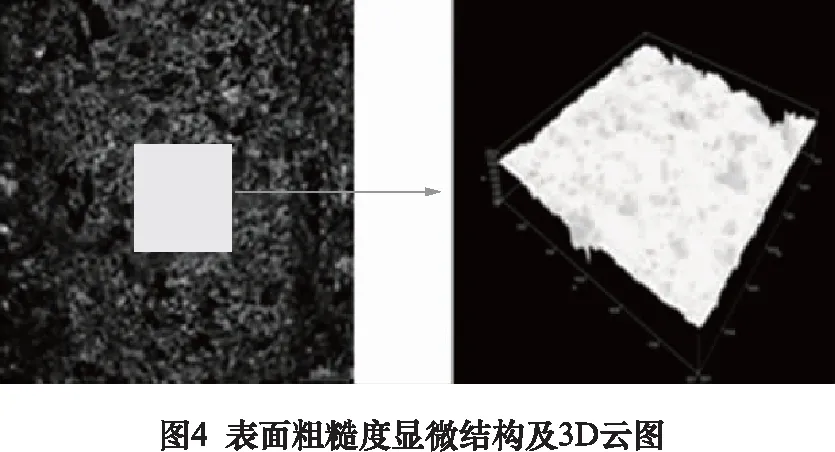
圖5為進給速度f=0.004 5 m/min時,主軸轉速和切削深度之間交互作用下形成的響應曲面圖。當f=0.004 5 m/min時,Ra最小值為0.518 μm,最大值為0.662 μm。分析圖5得出:(1)當切削深度保持不變時,主軸轉速的增大會導致材料表面粗糙度持續增大,但其影響程度逐漸減緩。(2)當主軸轉速保持不變時,隨切削深度的增大,表面粗糙度的值先增大后減小。(3)主軸轉速對表面粗糙度的影響大于切削深度對表面粗糙度所造成的影響;切削深度在與主軸轉速交互作用下對表面粗糙度影響極小。

圖6為確定f=0.004 5 m/min,n=15 000 r/min,ap=0.025 mm時,表面粗糙度Ra為0.662 μm。圖6中黑色部位呈現大顆粒拔出或者數顆顆粒集體拔出,造成該部位凹陷程度加重。與圖4相比,分析原因:在主軸轉速不變的情況下,背吃刀量增加,進給量減小可能會造成顆粒被大幅度拔出。灰色部位呈凸起狀,分析原因:被拔起的顆粒粘結在已加工材料表面;PCD刀具在高速磨削過程中傾向于經歷金剛石-石墨相變,后者粘結在其表面。

圖7為主軸轉速n=13 500 r/min時,進給速度和切削深度之間交互作用形成的響應曲面圖。當n=13 500 r/min時,Ra最小值為0.647 μm,最大值為0.681 μm。分析圖7得出:(1)當切削深度保持不變時,表面粗糙度的值隨著進給速度的增大,先減小后增大,但其影響程度較小。(2)當進給速度保持不變時,切削深度的增大會導致表面粗糙度先增大后減小,但變化幅度極小。(3)切削深度對表面粗糙度的影響程度大于進給速度對其造成的影響。


圖8為確定n=13 500 r/min,f=0.004 5 m/min,ap=0.017 5 mm時,表面粗糙度為0.658 μm。與圖4和圖6相比,黑色部位占比明顯增大,拔出顆粒大小較均勻,但顆粒成片拔出,較大地影響表面粗糙度的大小。分析原因:在三參數值同時降低后,使得磨削過程顆粒所受力較為均勻,導致顆粒拔出的規律性較好。灰色部位仍為尖刺狀,所占比極少,預測為切屑粘結在表面所致。
3.2 殘差圖及預測值與試驗值對比圖分析
基于標準殘差圖[12]對結果的分析如圖9所示,再利用Design-Expert軟件對磨削試驗結果進行分析并建立回歸方程,絕大部分點均勻分布在直線上或者直線的兩側,可得試驗數據而建立的回歸方程可行性較好。
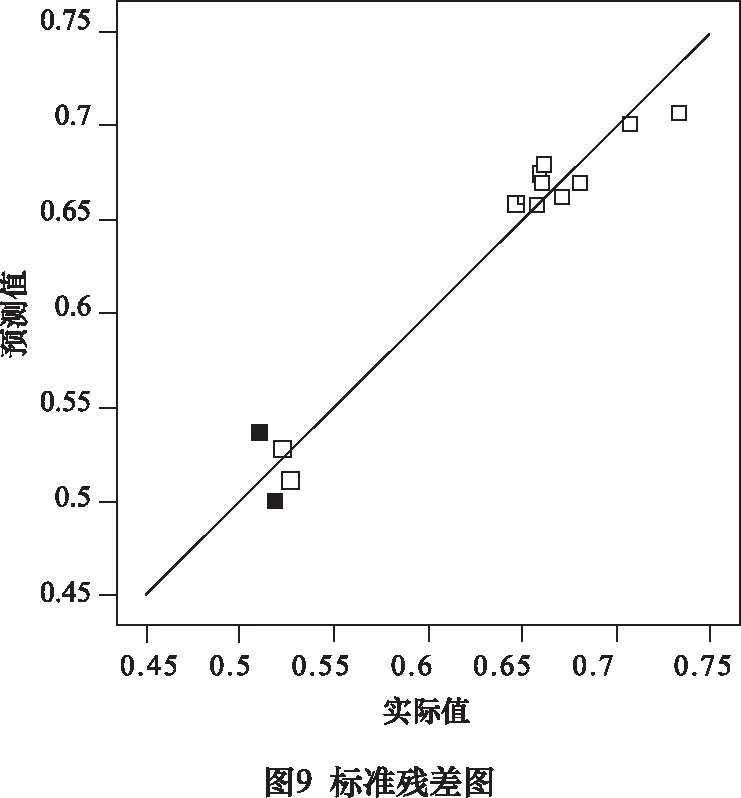
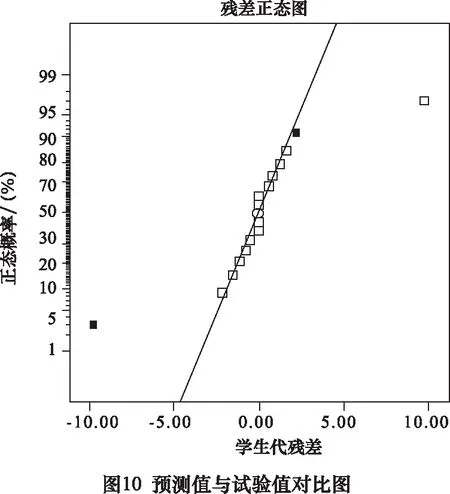
圖10以實際值為橫坐標,預測值為縱坐標,各數值點靠近直線分布或者位于直線之上。得出結論:預測值與試驗值基本符合回歸方程,模型擬合良好,試驗結果較成功。
4 結語
(1)基于所有響應曲線圖及等值線進行分析,得出結論,三因素對表面粗糙度的影響強弱為:主軸轉速>切削深度>進給速度。
(2)在保證其他兩個因素不變的情況下,得出如下結論:隨切削深度的增大,表面粗糙度先增大后減小;隨著進給速度的增大,表面粗糙度先減小后增大;隨著主軸轉速的增大,表面粗糙度也增大。
(3)建立的回歸方程模型可以較為精準地反映以上3個因素對表面粗糙度的影響,且通過刪除不顯著項,建立的回歸方程更具有說服力。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中學生數理化·八年級物理人教版(2022年3期)2022-03-16 05:55:08
當代陜西(2021年2期)2021-03-29 07:41:24
中學生數理化·七年級數學人教版(2020年11期)2020-12-14 06:59:52
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
數學物理學報(2020年2期)2020-06-02 11:29:24
藝術品鑒證.中國藝術金融(2018年8期)2019-01-14 01:14:28
藝術品鑒證.中國藝術金融(2018年10期)2019-01-08 02:44:26
藝術品鑒證.中國藝術金融(2018年12期)2018-08-26 06:03:48
光學精密工程(2016年6期)2016-11-07 09:07:19