中間層對K465高溫合金電子束焊接裂紋敏感性及接頭性能的影響
2021-09-10 07:22:44袁鴻王金雪張國棟余槐高健時
電焊機 2021年6期
袁鴻 王金雪 張國棟 余槐 高健時
摘要:通過調節焊接熱輸入和添加中間層合金等方法研究高Al、Ti含量的K465鑄造高溫合金的電子束焊接裂紋敏感性。結果表明,減小焊接熱輸入和添加低Al、Ti含量的中間層能夠改善合金的熱裂紋傾向;焊縫及熱影響區沿晶界析出的碳化物等低熔點液體薄膜受應力作用是產生熱裂紋的主要原因。含Fe的中間層重新合金化焊縫金屬,改善了焊縫組織的塑性、韌性,破壞了碳化物等低熔點相的連續性,避免焊縫凝固裂紋的產生;接頭具有優異的室溫及高溫拉伸性能,但高溫持久性能不足。
關鍵詞:電子束焊接;裂紋敏感性;高鋁鈦;鑄造鎳基合金;中間層
中圖分類號:TG456.3 ? ? ?文獻標志碼:A ? ? ?文章編號:1001-2003(2021)06-0001-06
DOI:10.7512/j.issn.1001-2303.2021.06.01
0 ? ?前言
K465合金是一種高A1、Ti含量等軸晶鑄造鎳基高溫合金,具有較高的承溫能力、高溫強度和耐腐蝕性能,廣泛用于航空發動機1 000 ℃以下工作的渦輪葉片、渦輪導向器的制造[1]。Al、Ti是鎳基鑄造合金的主要強化元素,隨著Al、Ti含量的增加,合金中強化相γ'體積百分數增加,合金的高溫強度相應增加,但是熔焊工藝性越來越差。通常認為對于鎳基高溫合金而言,其Al、Ti含量較高,焊接熱裂紋傾向大,而且元素Ti對合金可焊性的影響明顯高于Al元素[2];當合金w(Al+Ti)>6%,采用熔化焊方法不可焊或難焊接[3]。K465合金w(Al+Ti)接近8%,是典型的高Al、Ti含量的鑄造高溫合金,焊接過程中會產生焊縫凝固裂紋和熱影響區液化裂紋,焊后熱處理過程中還容易產生應變時效裂紋[4-6]。因此,K465合金渦輪葉片和導向器等發動機部件的焊接與修復普遍采用釬焊方法。受釬焊間隙小、面積大、釬料流動距離長等因素影響,釬縫內部容易形成缺陷[7]。由于釬焊質量合格接頭的持久強度僅能達到母材性能的40%[8],釬焊結構的使用條件和服役壽命受到限制。已有研究結果表明[9],工藝參數優化和焊縫填絲合金化可以顯著改善接頭中的偏析程度和消除焊縫凝固裂紋。
文中對K465合金電子束焊接裂紋敏感性進行研究,通過焊接工藝參數優化、添加焊縫中間層合金消除焊接裂紋,并測試了無裂紋接頭力學性能。
1 實驗材料與方法
采用真空感應熔煉制備K465合金φ50 mm的試棒,合金化學成分見表1。試棒經1 210 ℃/4 h、AC固溶熱處理。采用線切割和機械磨削加工方法將試棒片切為3.0 mm厚的試板,試板規格為40 mm×100 mm。接頭形式為平口對接,采用不同的電子束焊接工藝參數組合獲得較好的焊縫正面、背面成形。分別選擇3種合金作為中間層,確定相應的電子束焊接工藝參數并獲得焊接接頭。
采用放大鏡目視和金相顯微鏡觀察焊縫表面和內部裂紋,并對無裂紋接頭截取力學性能試樣,然后測試分析接頭的室溫及高溫拉伸性能,以及975 ℃持久性能。采用奧林巴斯GX51光學顯微鏡、FEI Quanta600掃描電鏡(SEM)觀察焊縫及熱影響區的微觀組織。
2 結果分析與討論
2.1 K465合金電子束焊接裂紋敏感性
為確定良好焊縫成形的焊接工藝參數組合,分別采用兩組工藝參數獲得焊接接頭,如表2所示。
由表2可知,兩組工藝參數只是焊接速度有改變,并匹配相應的焊接束流。因而焊接線能量E(E=ηUIb/v)和熱輸入Q不相同。可以忽視兩組工藝條件的能量利用因子η的差異,因此線能量E1∶E2=4∶3,熱輸入Q1>Q2。
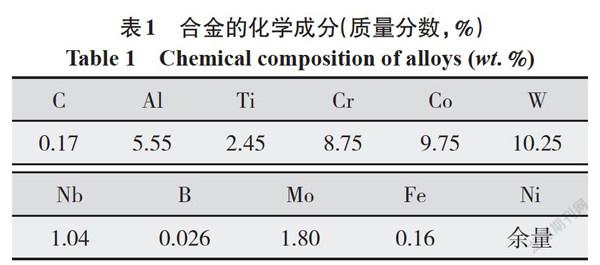
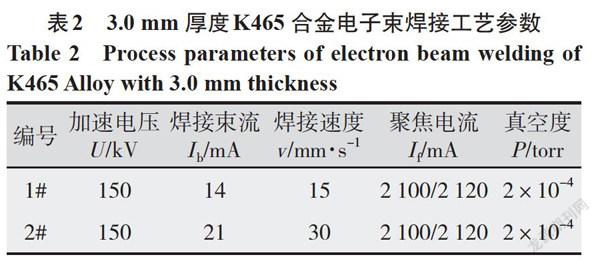
兩組焊接工藝參數下接頭的焊縫正面成形和橫截面形貌分別如圖1、圖2所示。1#工藝獲得的接頭沿焊縫縱向中心線存在貫通性裂紋,裂紋幾乎完全穿透(見圖1a),裂紋沿著電子束中心作用線縱向開裂(見圖1b)。2#工藝焊接速度增加后焊縫縱向裂紋得到抑制,但焊縫區出現數條均勻分布的橫向裂紋,如圖2所示。
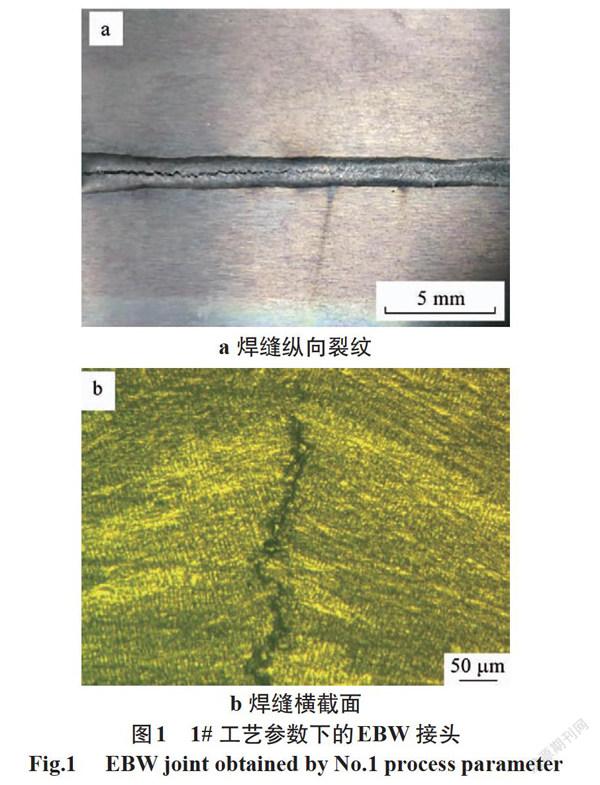
Al、Ti含量較高的K465合金熱裂紋傾向較強,且鑄造組織塑性差、內應力大,熱裂傾向更大。高能量密度的電子束作用于合金,瞬時周期的熱循環和快速冷卻形成細小的柱狀晶組織,如圖3所示。焊縫熔融金屬的快速冷卻抑制了γ'相的大量析出,γ'相呈不規則形態分布,沿細小的柱狀晶晶界析出大量的碳化物相(見圖3d),焊縫區還存在極少量γ-γ'共晶。
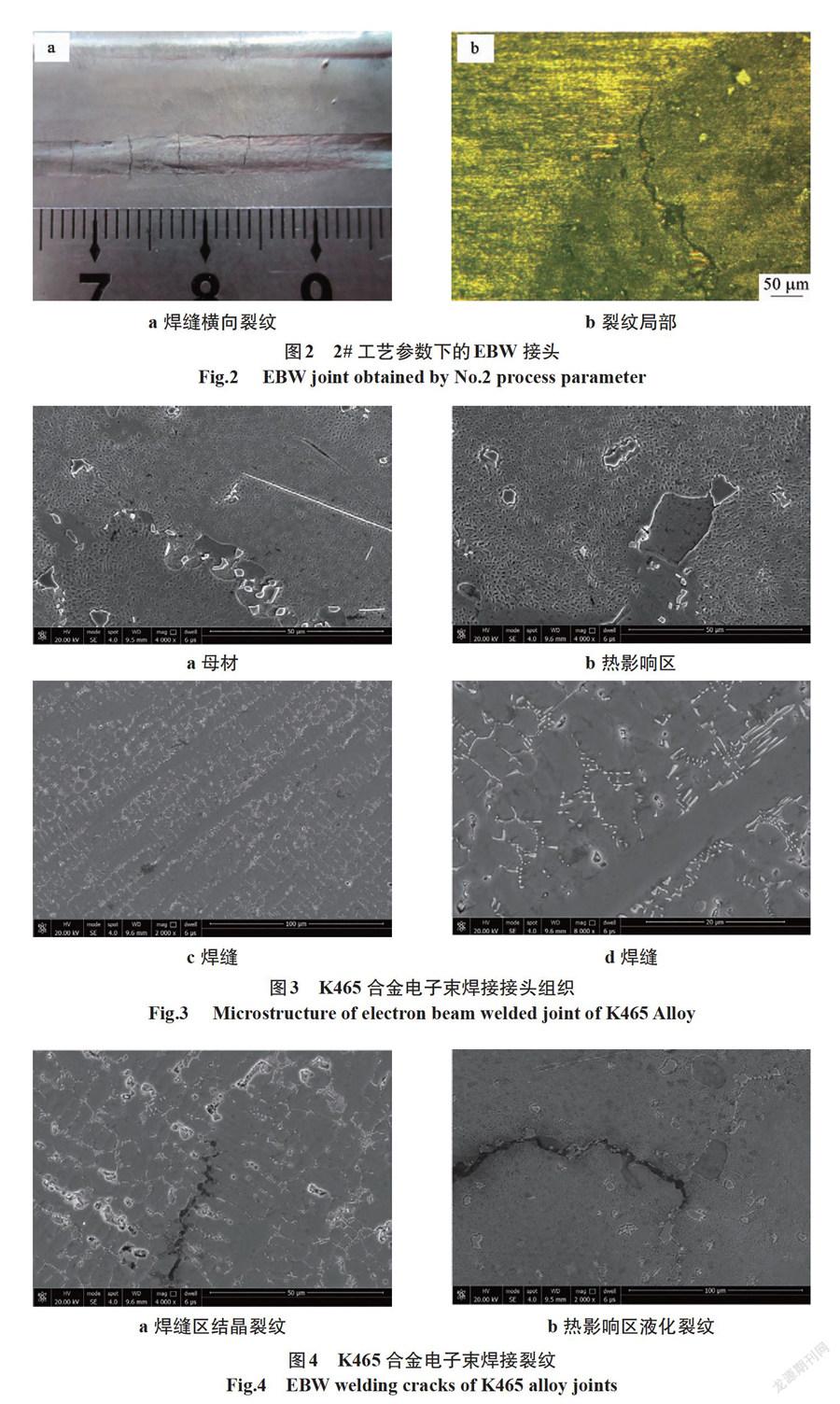
沿晶界析出的碳化物、共晶等熔點較低,在焊縫熔池金屬結晶后期被排擠在柱狀晶交遇部位,形成液態薄膜和糊狀固-液兩相區。這種薄膜收縮受到拉應力產生的縫隙無法填充,在焊接應力作用下生成結晶裂紋(熱裂紋)并迅速擴展[10],如圖4a所示。而承受應力的程度不同,裂紋擴展的形式也不相同,1#工藝的焊接應力明顯大于2#工藝。
兩種工藝條件下的焊接熱影響區的液化裂紋如圖4b所示。熱影響區受焊接熱循環影響,γ'部分回溶,形態不規則。晶界受熱循環影響局部共晶成分偏析而發生低熔共晶物重新液化在應力作用下形成裂紋。
因此,碳化物、共晶等低熔點相形成的液體薄膜是熱裂紋產生的主要根源,拉伸應力是裂紋產生的必要條件。對比兩種工藝條件下焊接裂紋傾向性特點和接頭微觀組織特征,僅憑優化選擇焊接工藝參數、調節焊接熱輸入等方法很難有效地控制K465鑄造高溫合金的電子束焊接熱裂紋。控制焊接過程不均勻加熱和冷卻過程造成的熱應力、焊縫非平衡相變造成的淬硬組織應力以及抑制焊縫低熔點共晶相的生成等是改善合金裂紋傾向性的主要技術途徑。
2.2 中間層對電子束焊接裂紋的影響
分別選用N1、N2、F1三組中間層分別獲得的K465合金電子束焊接接頭外觀形貌如圖5所示。結果表明,采用F1中間層焊縫及熱影響區均未發現表面裂紋,N1、N2兩組中間層接頭的裂紋數量也明顯減少。
中間層合金的選擇依據以降低焊縫金屬的Al、Ti含量為前提,N1、N2中間層基于K465合金組成進行金屬元素含量調整,F1中間層引入了Fe元素。添加中間層后的焊縫熔敷金屬元素成分如表3所示。重新合金化后的焊縫w(Al+Ti)明顯低于K465合金,但Ni、Co、W、Cr等主要元素差異顯著,F1中間層的Fe含量高。F1中間層接頭經焊后固溶熱處理后的力學性能測試結果如圖6、表4所示,其室溫及高溫拉伸性能分別達到K465合金母材的96.5%和89.0%,性能水平較高,但是接頭的975 ℃高溫持久性能較低(見表4),與K465合金225 MPa/40 h的技術要求還有較大差距,僅達到約80 MPa。拉伸及持久均斷裂于焊縫區域。
F1中間層接頭SEM顯微組織如圖7所示。焊縫區域無裂紋,碳化物含量明顯減少(見圖7a、7b)。但是在近縫區間或發現晶界液化裂紋(見圖7d),晶間裂紋的存在必然會降低接頭的高溫持久性能。
分析認為,低Al、Ti含量和大量Fe元素加入中間層參與焊縫金屬的重新合金化,促進了焊縫非平衡組織轉變應力的降低,微觀組織塑性和韌性等性能得到改善,破壞了晶界碳化物等低熔點相的連續性,防止焊縫凝固裂紋的產生。含Fe元素的中間層有助于改善焊縫區域的塑、韌性,抑制焊縫凝固裂紋,但過量的Fe降低了焊縫區域的高溫抗氧化性能,所以,選擇低Al、Ti含量的含Fe的中間層只是一種思路,F1中間層合金的成分還有待于進一步優化,比如降低Fe含量以改善抗氧化性能;控制S、P、C等[11],不僅能形成低熔點相,還能促使偏析,大大增加焊縫凝固裂紋敏感性。
對熱影響區而言,焊接熱循環不均勻加熱和冷卻過程造成的熱應力、非平衡相變造成的組織應力以及低熔點相并未因為中間層的加入而得到控制。電子束焊接工藝可以實現焊前預熱尤其是焊后冷卻速率的控制,促進熱影響區組織平衡轉變和降低焊接應力,有效控制熱影響區的液化裂紋,從而改善接頭力學性能。
3 結論
(1)K465鑄造高溫合金具有較強的電子束焊接裂紋敏感性,通過調整電子束工藝參數、減小焊接熱輸入能夠有效降低合金焊接裂紋傾向。
(2)K465合金電子束焊縫及熱影響區沿晶界析出的碳化物等低熔點相,在結晶后期形成液態薄膜,受到焊接應力作用形成熱裂紋并迅速擴展。
(3)加入低Al、Ti含量的中間層,能夠顯著改善K465合金的熱裂紋傾向。含Fe的中間層通過重新合金化焊縫金屬,能夠降低非平衡組織轉變應力,改善微觀組織塑性和韌性等,破壞了碳化物等低熔點相的連續性,消除焊縫凝固裂紋。接頭具有優異的室溫及高溫拉伸性能,但高溫持久性能不足。
參考文獻:
中國金屬學會高溫材料分會.中國高溫合金手冊—下卷[M].北京:中國標準出版社,2012:232.
崔雨生,劉麗,任建軍,等.鋁和鈦含量對鎳基鑄造高溫合金性能的影響[J].鋼鐵研究學報,2013(7):244-248.
中國機械工程學會焊接學會.焊接手冊(第二卷)[M].北京:機械工業出版社,1992:42.
Kelly T J.Welding metallurgy of investment castnickel-based superalloy[C].Proceedings fromWeldability of Materials Conference,ed.R.A.PaRerson and K.W.Mahin.ASM International,1990:151-157.
Lingenfelter A C.Welding metallurgy of nickel alloysin gas turbine components[C].Proceedings fromMaterials Solutions’97 on Joining and Repair of GasTurbine Components,Indianapolis,Indiana,15-18 September 1997:3-6.
Henderson MB Arrell D,Larsson&Heobel M. Marchant G Nickel based superalloy weldingpractices for industrial gas turbine applications[J]. Science and Technology of Welding and Joining,2004,9(1):13-21.
葉雷,毛唯,趙海生,等.Д-30發動機渦輪工作葉片的釬焊補焊[J].航空維修與工程,2014(4):54-56.
毛唯,周媛,葉雷,等.不同釬料釬焊K465高溫合金接頭的組織和性能[J].電焊機,2008(9):65-68.
張海泉.電子束焊接瞬態熱沖擊效應研究[D].北京:北京航空航天大學,2002.
Б И Медовор.鎳鉻奧氏體的焊接[M].北京:中國工業出版社,1965.
陳伯蠡.金屬焊接性基礎[M]. 北京:機械工業出版社,1982.
