基于經典力學試驗的激光加工工程訓練模式探索
2021-09-10 19:17:39高黨尋姚啟明彭世廣王龍兵周冰科徐江波
電焊機 2021年6期
關鍵詞:實踐教學
高黨尋 姚啟明 彭世廣 王龍兵 周冰科 徐江波
摘要:闡述在工程實踐教學中針對激光加工開展的教學模式探索。實踐中依托激光加工技術平臺,開發突出實踐性、設計性、研究性和創新性的工程實踐教學方案,通過實踐,訓練學生的動手能力和實驗分析能力,培養創新精神,進而提升實踐教學效果。
關鍵詞:激光加工;實踐教學;拉伸試驗;工程能力
中圖分類號:TG456.7 ? ? ?文獻標志碼:C ? ? ? ? 文章編號:1001-2003(2021)06-0104-03
DOI:10.7512/j.issn.1001-2303.2021.06.20
0 ? ?前言
清華大學基礎工業訓練中心(以下稱為“ 訓練中心 ”)“ 十三五 ”規劃提出要建設面向“ 中國制造2025 ”的系統化工程實踐教學基地,開發系統化、可操作、體驗度好、靈活性強的實踐教學內容[1]。激光加工應用技術平臺一直是訓練中心重點建設的高效數字化制造實踐平臺之一(見圖1),借助北京市共建項目、iCenter創新創業教育基地建設項目的投資,平臺已經開始在實踐教學中發揮作用。目前,平臺的教學應用還在探索階段,需要加快設備的技術應用開發和實踐教學開發,增加必要的新方案、新內容,進而投入到工程訓練教學和創新創業教育中,充分發揮該教學平臺的效能。
1 教學目標及課程方案設計
激光加工技術在現代制造業中早已步入產業化發展,近幾年激光加工在焊割產業的應用增長勢頭強勁[2]。針對現代制造業的飛速發展,以及訓練中心對實踐教學提出的新要求,有必要加強學生在激光加工領域的深層認知。通過課程的學習,引導學生立足一個完整的實驗過程,完成從備料、實驗再到實驗結果分析的全過程訓練模式,對激光加工技術有較全面的認識[3]。通過實踐,增強學生的動手能力、實驗分析能力,培養創新精神。
課程設計流程:通過完成一次連續的切割—焊接—切割—試樣性能測試—結論分析5個過程(見圖2),了解激光切割、焊接的基本原理和相關設備操作,加深學生對現代激光加工的理解。同時,在此基礎上探究激光加工工藝參數對焊接接頭強度等性能的影響。具體內容是:對奧氏體不銹鋼板料進行激光切割下料,挑選邊緣平滑且較易拼接的,以每兩塊一組在激光焊接平臺上進行焊接,焊接后的鋼板按照國標要求切割成拉伸試樣,使用多功能拉伸分析儀進行拉伸實驗,得到試樣拉伸過程中的試驗力-變形曲線,學生對其進行進一步的數據分析,最終得到各試樣斷裂時的最大載荷、拉伸過程中的彈性模量、上屈服強度、抗拉強度、延伸率等數據,最后分析激光加工工藝對焊接接頭性能的影響。
2 教學內容
2.1 材料準備
使用實驗室大功率激光切割設備,將厚度為1.5 mm的奧氏體不銹鋼板料切割為45 mm×52.5 mm的試樣毛坯若干個,挑選邊緣較平滑且較易拼接的進行丙酮清洗處理。
2.2 試樣坯料焊接
以激光焊接設備給定的參數為標準參數,通過調整焊接過程中的焊接速度、激光功率百分比、Q頻、離焦量、是否吹保護氣體等參數進行對比實驗,試樣毛坯焊接過程及效果如圖3所示。學生通常采用的方法是獨立改變激光功率和焊接速度。如激光功率選擇60%、70%、80%,焊接速度選擇5.5 mm/s、6 mm/s、6.5 mm/s,每組重復進行3次。
利用控制變量法,探究單一參數變化對焊接接頭性能的影響,參數變化梯度盡可能的密集、均勻。尤其要關注母材間隙等容易忽略的因素對實驗結果的影響,避免因考慮不周得出錯誤結論。
2.3 激光切割標準拉伸試樣
利用大功率激光切割機加工標準拉伸試樣(見圖4)。由于中段焊縫的焊接過程比較穩定,焊接效果最佳,理論上應當割取試樣的中部,且保證試樣相對焊縫對稱[4]。
2.4 拉伸性能測試
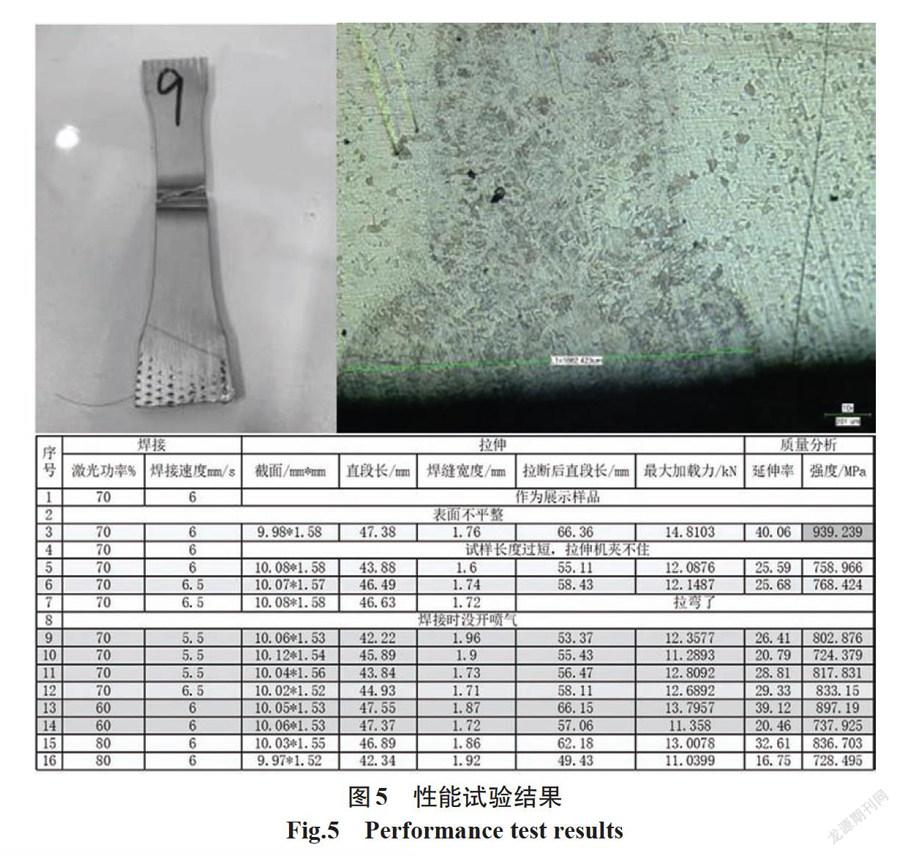
對各試樣使用多功能拉伸分析儀進行拉伸實驗,得到試樣拉伸過程中的試驗力-變形曲線,并進一步分析,最終得到各試樣斷裂時的最大載荷、拉伸過程中的彈性模量、上屈服強度、抗拉強度、延伸率等數據,如圖5所示。此外,還鼓勵學生對接頭進行磨樣處理,利用金相顯微鏡觀察接頭金相組織,采用微觀組織分析方法研究分析焊接后的試樣。
2.5 實驗分析和結論
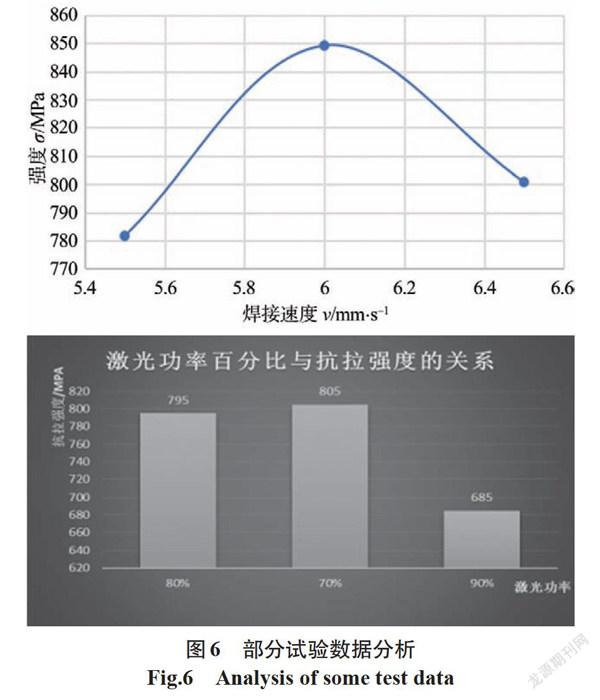
實驗過程中,學生分別、獨立地改變焊接速度和激光功率等參數,觀察焊縫成形,測量接頭強度和延伸率,分析激光焊接參數對焊接質量的影響。基本結論是:要獲得良好的焊接接頭,需要通過試驗不斷尋找合適的激光功率和焊接速度,以及兩者組合。焊接速度越大,焊縫深度越小,熱影響區越小;激光功率越大,影響則相反。在需要提高效率的場合,可以考慮同時提高激光功率和焊接速度;而出于其他考慮,例如焊接過程的穩定,或受限于其他條件,減小焊接速度的同時也應適當減小激光功率[5]。部分試驗數據分析如圖6所示。
同時,實驗過程中也存在誤差,如切割試樣邊緣不平齊,會導致在焊接平臺擺放壓緊后試樣之間無法對齊并留有空隙。以及在焊接平臺上無法放平、焊接儀器的壓緊裝置有些許錯動、儀器的誤差及穩定性,都是造成誤差的原因。
此外,按照焊接結果綜合分析,學生得出以下獲得高質量焊接接頭的工藝方法:焊接前清理焊接部位,包括清理切割造成的不平齊邊緣以及表面的油、水等;適當調整激光功率,不過高、過低,根據焊接功率適當控制離焦量;適當調整激光頻率;焊接速度保持適中,過慢易導致熱影響區過大,過快則導致母材熔化量略少,不足以填充焊縫等。
3 結論
通過對教學內容、教學環節和流程以及教學環境的精心設計,探索出包含實踐性、設計性、研究性和創新性的工程實踐教學方案,有效提升了學生的動手能力和實驗分析能力,培養了學生的創新精神,同時也增強了學生學習的積極性和主動性,加深了學生在激光加工領域的深層認知,教學效果和教學質量明顯提高,這種教學模式受到學生普遍歡迎和好評。
參考文獻:
李雙壽,李樂飛,孫宏斌,等. “ 三位一體、三創融合 ”的高校創新創業訓練體系構建[J].清華大學教育研究,2017(2):111-116.
崔麗,錢偉,潘峰,等.焊接速度對鋼/鋁異種金屬激光深熔焊接頭特性的影響[J].北京工業大學學報,2018(10):1347-1352.
喬佳,姚啟明,高黨尋.基于鎢極氬弧焊與激光切割相結合的實踐教學探索——新時代工程實踐和創新教學[C].華北會議論文集,2018:245.
高黨尋,姚啟明.基于文化素質核心課程的教學改革——藝術視角下的焊接實踐教學初探[J].電焊機,2018,48(4):115-117.
林健. 面向未來的中國新工科建設[J]. 清華大學教育研究,2017,38(2):26-35.
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 14:32:01
中國市場(2016年35期)2016-10-19 03:11:23
中國市場(2016年35期)2016-10-19 02:58:48
科技視界(2016年21期)2016-10-17 17:25:51
考試周刊(2016年79期)2016-10-13 23:35:16
考試周刊(2016年79期)2016-10-13 23:26:02
大學教育(2016年9期)2016-10-09 08:49:28
大學教育(2016年9期)2016-10-09 08:46:17
大學教育(2016年9期)2016-10-09 08:34:10
大學教育(2016年9期)2016-10-09 08:17:37
