新型分體式攪拌頭在底架長地板上的應(yīng)用研究
2021-09-10 07:22:44龍維峰李莎
交通科技與管理 2021年6期
龍維峰 李莎

摘 要:目前城軌地鐵鋁合金底架長地板組焊多采用弧焊焊接,為推進攪拌摩擦焊工藝的應(yīng)用,提升焊縫質(zhì)量的同時有效降低生產(chǎn)成本。基于現(xiàn)有的直圓柱體攪拌頭,設(shè)計了一種新型的分體式攪拌摩擦焊攪拌頭,研究不同的攪拌頭轉(zhuǎn)速、焊接速度等參數(shù)對長地板焊接接頭的影響,獲得最佳的焊接參數(shù),為后續(xù)批量化生產(chǎn)提供理論參考。
關(guān)鍵詞:長地板;攪拌摩擦焊;焊接參數(shù)
0 引言
攪拌摩擦焊相對于傳統(tǒng)熔化焊來說,具有焊接接頭外觀平整、性能優(yōu)良,焊后殘余應(yīng)力和變形小,無煙塵、無輻射、無飛濺、無需焊絲與保護氣體,節(jié)能等優(yōu)點[1],被廣泛應(yīng)用于船舶制造、航空航天和軌道交通等領(lǐng)域[2]。攪拌摩擦焊攪拌頭與設(shè)備是進行攪拌摩擦焊接的基礎(chǔ),其中攪拌頭更是決定攪拌摩擦焊焊縫質(zhì)量的關(guān)鍵因素[3]。
1 長地板結(jié)構(gòu)
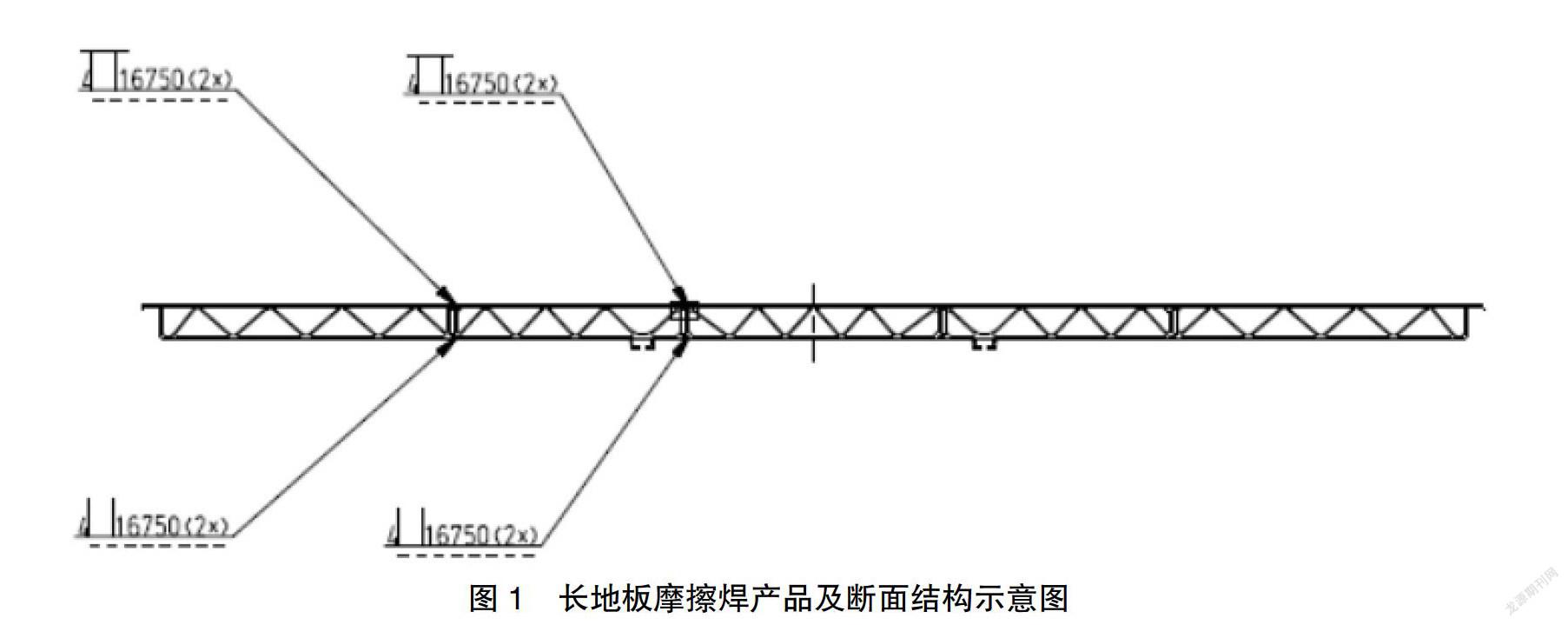
為摸索新結(jié)構(gòu)新工藝在長地板焊接過程中的應(yīng)用狀態(tài),確定合適的長地板焊接工藝,以目前城軌B型地鐵項目車體長地板作為攪拌摩擦焊焊接工藝研究對象。B型地鐵項目長地板截面如下圖所示:
長地板摩擦焊接頭為全新設(shè)計,接頭熔深由3.5 mm更新為4 mm,型材的來料力學(xué)性能檢測數(shù)據(jù)如下表所示,相較于以往側(cè)墻型材290 MPa左右的抗拉強度,有明顯下降,會對焊縫力學(xué)性能有一定影響:
2 實驗材料與設(shè)備
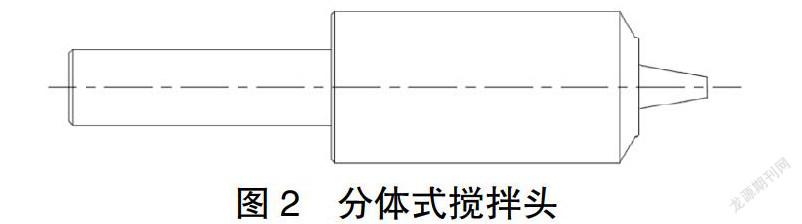
實驗選用長地板整體型材,材質(zhì)6005A-T6鋁合金,攪拌摩擦焊焊機為賽福斯特攪拌摩擦焊焊機,實驗所用攪拌摩擦焊攪拌頭為自行優(yōu)化設(shè)計的帶止擋臺的新型分體式攪拌頭,其外形如圖2所示。
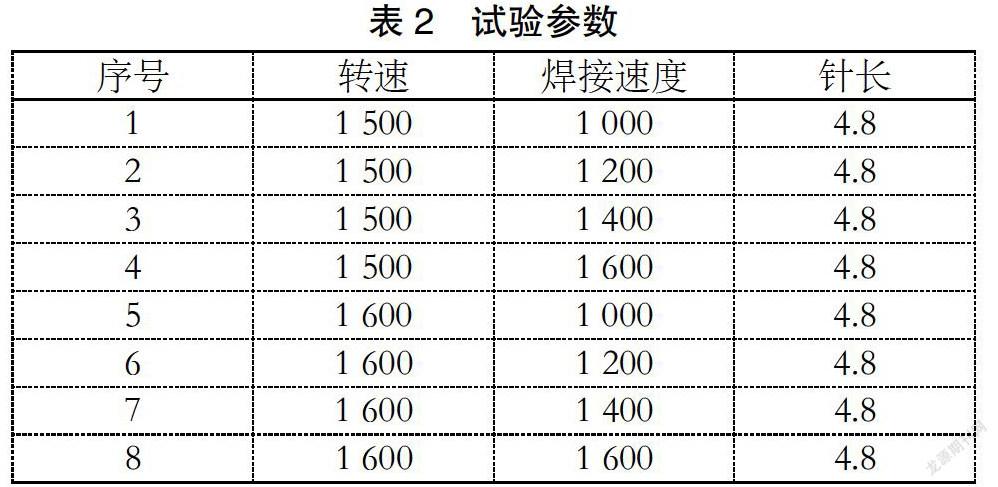
長地板型材拼接完成后,參照表2所示不同參數(shù)進行焊接,下壓力根據(jù)現(xiàn)場焊接的實際情況填寫記錄,取樣編號為以1到8進行區(qū)分,并在各條焊縫旁做好標記。焊接完成后在焊縫中心用記號筆進行標記,并測量實際偏移量。
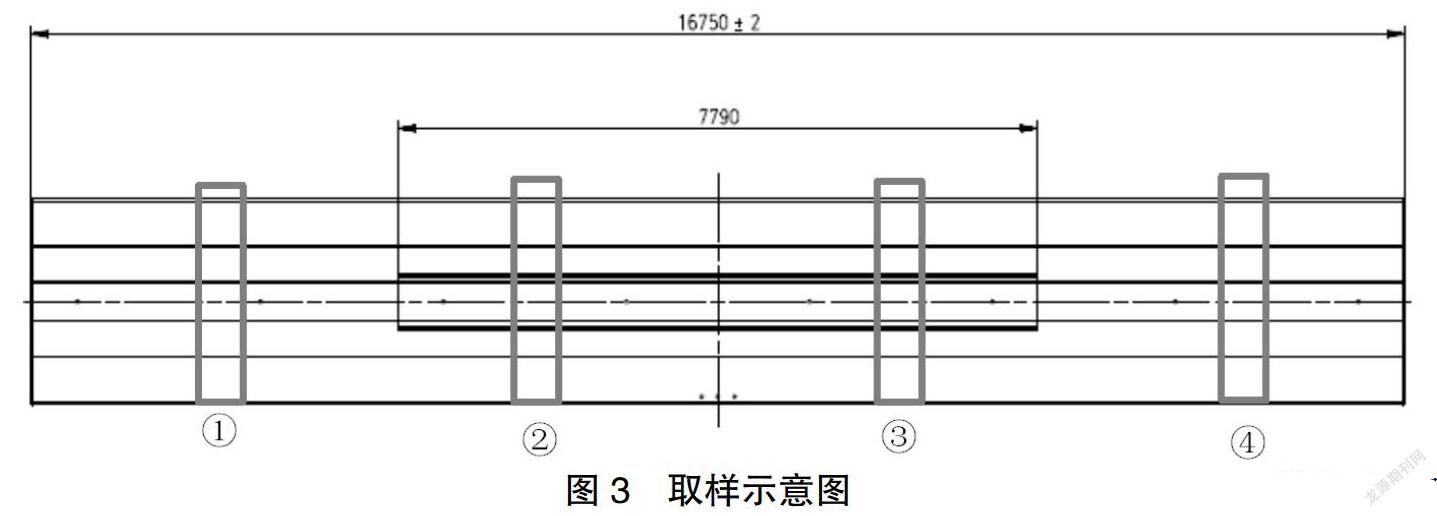
產(chǎn)品實物工程化應(yīng)用需考慮更多切合實際生產(chǎn)過程的措施,如產(chǎn)品實物的焊接裝夾狀態(tài)、工程化應(yīng)用中的便于操作性等,本次試驗將分別進行驗證。對各條焊縫采用多組焊接參數(shù)進行焊接,并制備拉伸、彎曲、金相試樣進行檢測,取樣區(qū)域如下圖所示,從左至右分別命名為區(qū)域1、2、3、4。
每塊區(qū)域取2個拉伸,2個彎曲和1個金相試樣進行檢測(正反兩面參數(shù)不一,均需要進行取樣檢測)。
3 結(jié)果分析
3.1 力學(xué)性能分析
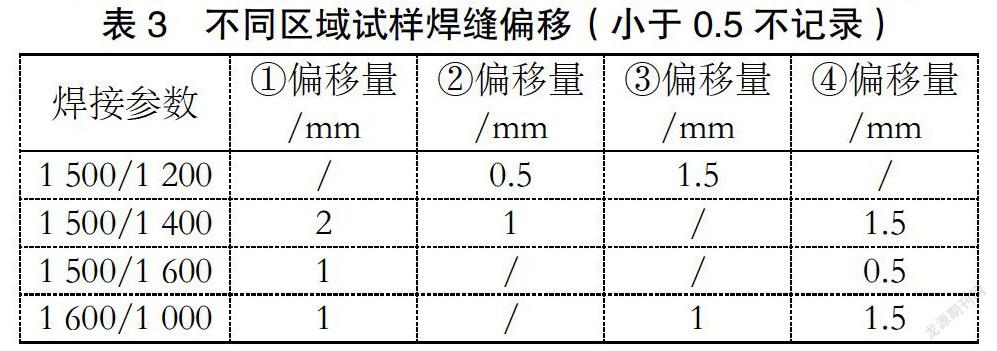
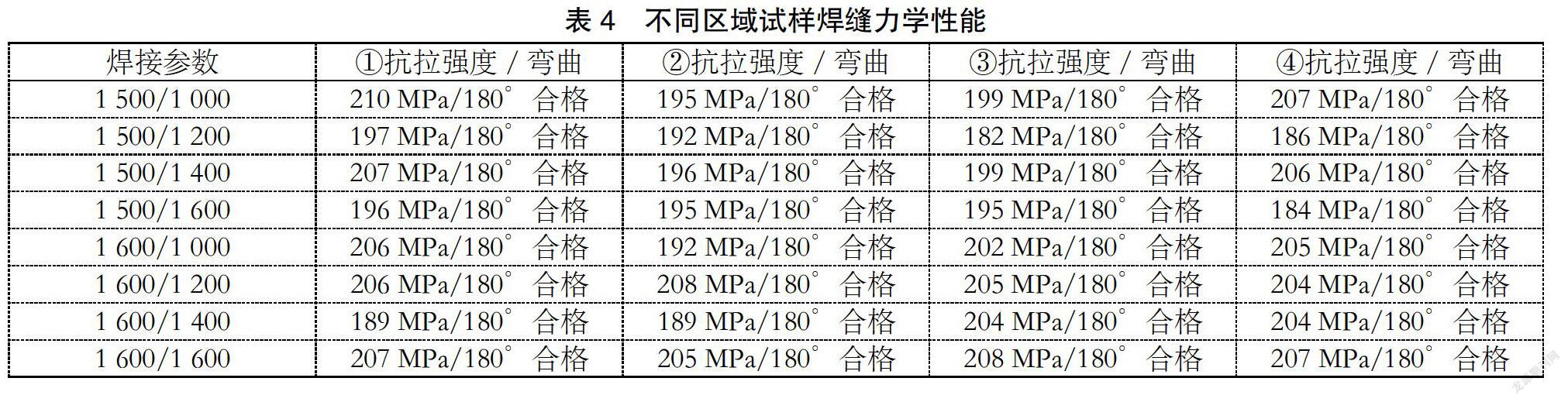
具體力學(xué)性能結(jié)果及對應(yīng)的焊縫參數(shù)如下表所示,由于長地板焊縫達17 m,現(xiàn)有長地板摩擦焊設(shè)備不具備激光跟蹤系統(tǒng)保證焊接過程實時對中,長焊縫容易出現(xiàn)焊縫偏移的問題,對各取樣區(qū)域的金相進行觀測,發(fā)現(xiàn)多處焊縫偏移量達0.5 mm以上,對大于0.5 mm的焊縫偏移進行記錄。
從焊縫偏移量對應(yīng)焊縫的力學(xué)性能參數(shù)看,偏移量對焊縫力學(xué)性能影響不大,當采用1 500 rpm的轉(zhuǎn)速,1 400 mm/min焊接速度時,最大偏移量為2 mm,焊縫抗拉強度也可以達到205 MPa和209 MPa,甚至強于該條焊縫偏移量較小的三號區(qū)域位置的力學(xué)性能。其他區(qū)域焊縫性能也未能看出由于焊縫偏移量的變化導(dǎo)致焊縫性能或金相出現(xiàn)明顯變化的特征。
根據(jù)ISO25239要求,厚度在5 mm以下的摩擦焊接頭,焊縫強度應(yīng)達到母材標準抗拉強度(270 MPa)的70%以上,即應(yīng)大于189 MPa[4]。由上述試驗結(jié)果看出,由于本次焊接驗證為整長17 m的焊接,對焊接過程穩(wěn)定性要求更高,隨著焊接參數(shù)的變化,焊縫性能變化較大。多組焊接參數(shù)下焊縫性能出現(xiàn)抗拉強度不達標或者彎曲開裂等問題。篩選后得到以下四組合格焊接參數(shù),力學(xué)性能達到標準要求,金相也不存在缺陷問題:
(1)在采用1 500 rpm的轉(zhuǎn)速,1 000 mm/min焊接速度時,焊縫平均抗拉約為203 MPa,達到母材最低抗拉強度(270 MPa)的75.2%,焊縫最低抗拉強度為195 MPa;
(2)在采用1 500 rpm的轉(zhuǎn)速,1 400 mm/min焊接速度時,焊縫平均抗拉為202 MPa,達到母材最低抗拉強度(270 MPa)的74.8%,焊縫最低抗拉強度為196 MPa;
(3)在采用1 600 rpm的轉(zhuǎn)速,1 200 mm/min焊接速度時,焊縫平均抗拉為206 MPa,達到母材最低抗拉強度(270 MPa)的76.2%,焊縫最低抗拉強度為204 MPa;
(4)在采用1 600 rpm的轉(zhuǎn)速,
1 600 mm/min焊接速度時,焊縫平均抗拉為207 MPa,達到母材最低抗拉強度(270 MPa)的76.7%,焊縫最低抗拉強度為205 MPa。
4 結(jié)論
試驗得到了適用于現(xiàn)場實際情況的長地板攪拌摩擦焊焊接工藝參數(shù),長地板攪拌摩擦焊焊縫強度均在母材最低抗拉強度的75%左右,其中1 600 mm/min的高速焊接控制難度更大,且長焊縫控制難度更大,焊縫表面外觀不如低速焊接,雖然焊縫性能最佳,但不建議直接應(yīng)用于大批量生產(chǎn),可進行更多試驗后逐步提升。B型地鐵項目長地板攪拌摩擦焊建議采用1 600 rpm的轉(zhuǎn)速,1 200 mm/min焊接速度進行生產(chǎn),焊縫整體抗拉強度較高且最低抗拉強度也穩(wěn)定在200 MPa左右。
參考文獻:
[1]姜瀾,魏緒鈞,姚廣春,等.鋁合金攪拌摩擦焊研究現(xiàn)狀及應(yīng)用[J].材料導(dǎo)報,2003,17(6):70-72.
[2]陳杰,張海偉,劉德佳,等.我國攪拌摩擦焊技術(shù)的研究現(xiàn)狀與熱點分析[J].電焊機,2011,41(10):92-97.
[3]何建軍,劉明宇,楊宗輝.攪拌頭-攪拌摩擦焊的心臟[J].電焊機,2004,34(1):24-26.
[4]侯振國,鈕旭晶,李充.攪拌摩擦焊技術(shù)在高速列車制造中的應(yīng)用[J].電焊機,2018,48(3):32-36.