Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬組織結構及耐磨性分析
2021-09-10 07:22:44朱厚囯趙昆霍樹斌吉榮亮宋昌洪陳波
電焊機 2021年3期
朱厚囯 趙昆 霍樹斌 吉榮亮 宋昌洪 陳波
摘要:針對Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬進行研究,采用XRD和SEM分析了樣品的相結構和顯微結構;研究發現焊絲熔敷金屬中的Fe2B能使熔敷金屬堆焊層更加穩固,具有良好的抗剝離性能,Fe2B的硬度高、耐磨性好、分布均勻,鑲嵌在熔敷金屬的基體中有著骨架的作用,使該合金具有了良好的耐磨性;堆焊金屬中的TiC為NbC提供了凝結核,形成NbC+TiC復合相,在提高耐磨性的同時有利于促進NbC彌散分布。NbC+TiC復合相彌散分布在熔敷金屬中,部分NbC+TiC復合相嵌于Fe2B組織中有利于固化Fe2B組織。通過Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬與5C-27Cr型高碳高鉻合金焊絲熔敷金屬磨損試驗比較,Nb-Ni-Ti-B強化堆焊金屬相對5C-27Cr型高碳高鉻合金的耐磨性為2.08。
關鍵詞:耐磨堆焊;藥芯焊絲;組織
中圖分類號:TG422.3? ? ? 文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)03-0031-06
DOI:10.7512/j.issn.1001-2303.2021.03.06
0? ? 前言
堆焊技術是金屬電弧增材制造、再制造的核心手段和載體,金屬的電弧增材制造、再制造主要是通過堆焊工藝方法實現的。堆焊增材制造和再制造在我國建設綠色工業、資源節約型、環境友好型社會以及發展循環經濟中的有著獨特作用。采用堆焊技術對零部件新品進行堆焊增材制造和舊品的再制造可提高零部件使用壽命、循環再利用,可有效地避免相當一部分因磨損而造成的經濟損失,并且越來越廣泛地在工業各個領域得到應用 [1-2]。目前國內抗強磨粒磨損的堆焊主要采用鐵基耐磨堆焊藥芯焊絲,熔敷金屬硬度高的基本在HRC58~68區間,多數采用加入Cr作為主要強化元素,再加入適量的Mo、W、V等元素,這些合金元素通過與C產生化學反應,生成碳化物來提高焊絲的熔敷金屬的耐磨性能,常見的有C-Cr系、C-Cr-Mo系、C-Cr-W-Mo系、C-Cr-W-Mo-V系等,這類合金系在耐磨藥芯焊絲領域應用中長期占有重要的地位,解決了大量的工程難題,其耐磨機理主要是通過堆焊熔敷金屬中產生Cr3C2、Cr7C3、Cr23C6等碳化鉻組織及其合金化合物MC型碳化物來提高耐磨性,但由于其基體組織中的碳化物組織粗大,產生了堆焊耐磨層開裂嚴重、抗沖擊性能差、易產生剝落等問題,影響了工件的使用壽命[3-4]。文中針對一種新型Nb-Ni-Ti-B強化藥芯焊絲的堆焊金屬組織結構及耐磨性進行研究,該焊絲熔敷金屬組織具有優良的耐磨性及抗沖擊性能。通過分析Nb-Ni-Ti-B強化堆焊金屬的組織結構及耐磨性,為有效改善該焊絲性能提供參考。
1 焊接試驗
試驗采用的藥芯焊絲直徑為φ1.6 mm,其熔敷金屬成分如表1所示。
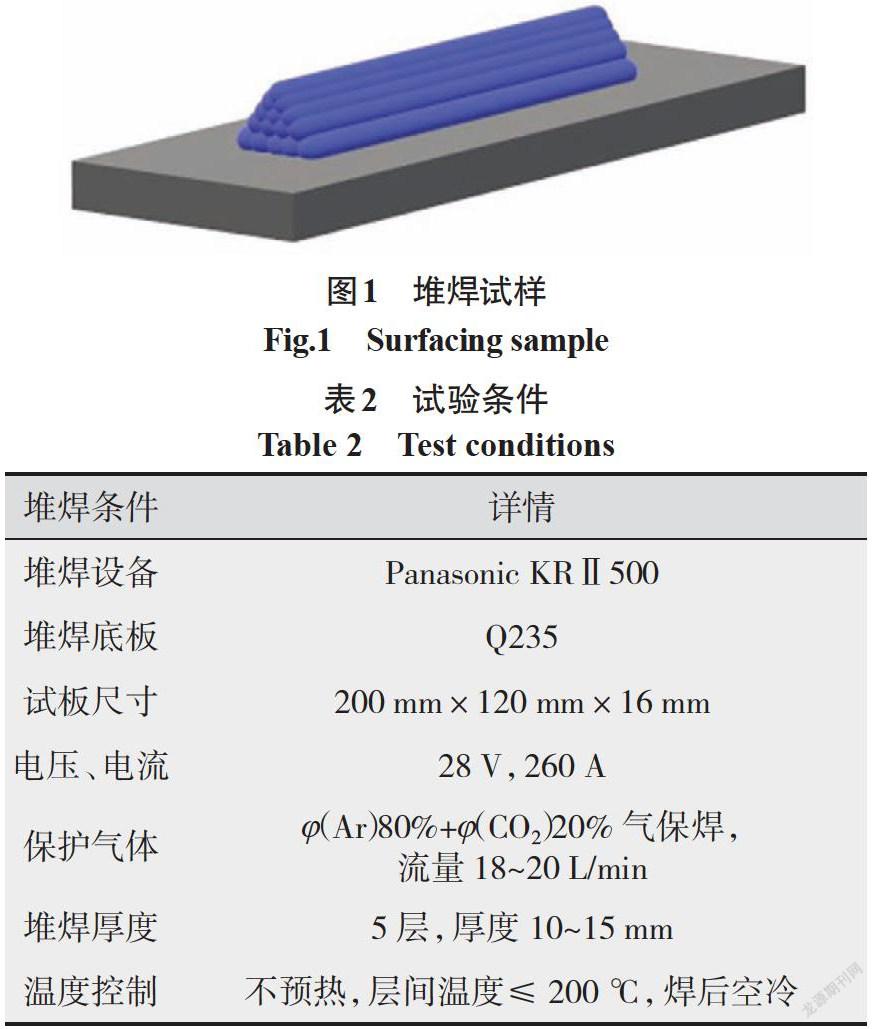
堆焊試樣如圖1所示,試驗條件如表2所示,堆焊5層,將堆焊試樣底面的母材進行加工后,第五層堆焊層沿焊道方向用磨床加工出寬5 mm的平面,該平面與底面平行,在該平面進行硬度檢驗,硬度取點位置避開起弧區和收弧區,測量5個點后取平均值。
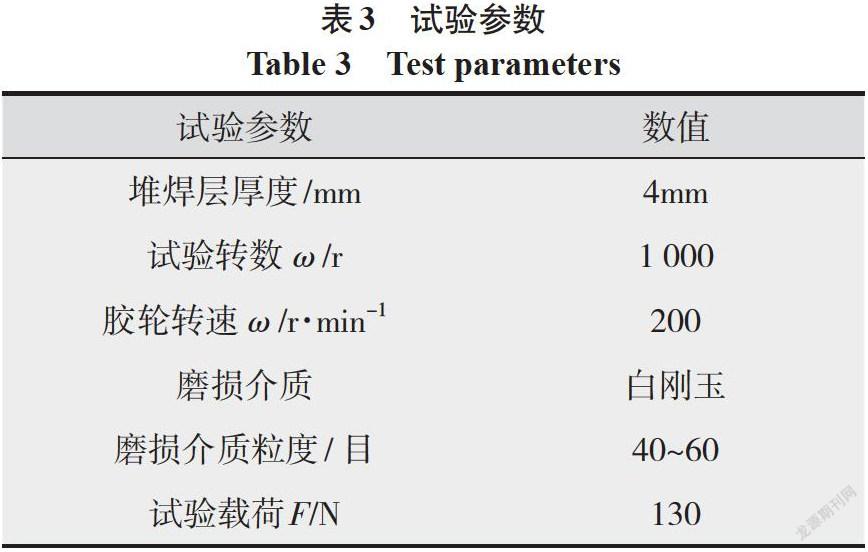
使用顯微維氏硬度計測量不同組織的顯微硬度,采用D8 ADVANCE X射線衍射儀對試樣進行物相分析,采用掃描電子顯微鏡(SEM)對該熔敷金屬的基體組織及不同物相進行成分分析;采用金相圖像分析系統OLYCIA分析各物相的含量;使用MLG-130型干砂橡膠式磨損試驗機進行磨損試驗,試驗參數如表3所示。
2 試驗結果及分析
2.1 堆焊熔敷金屬硬度及組織結構
2.1.1 堆焊熔敷金屬洛氏硬度
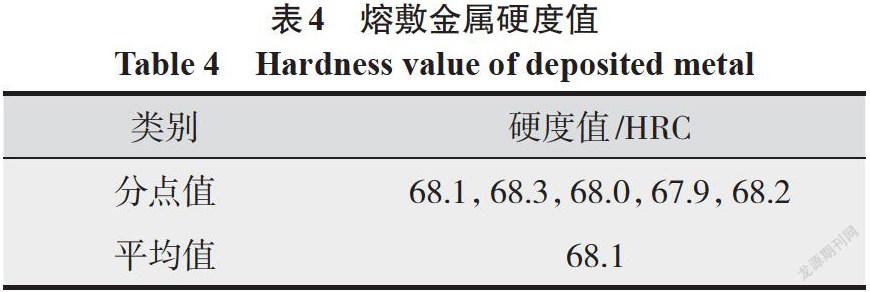
采用HRD-150電動洛氏硬度計測量熔覆金屬表面硬度,實測值如表4所示。
2.1.2 堆焊熔敷金屬組織
(1)堆焊金屬金相組織及顯微硬度。
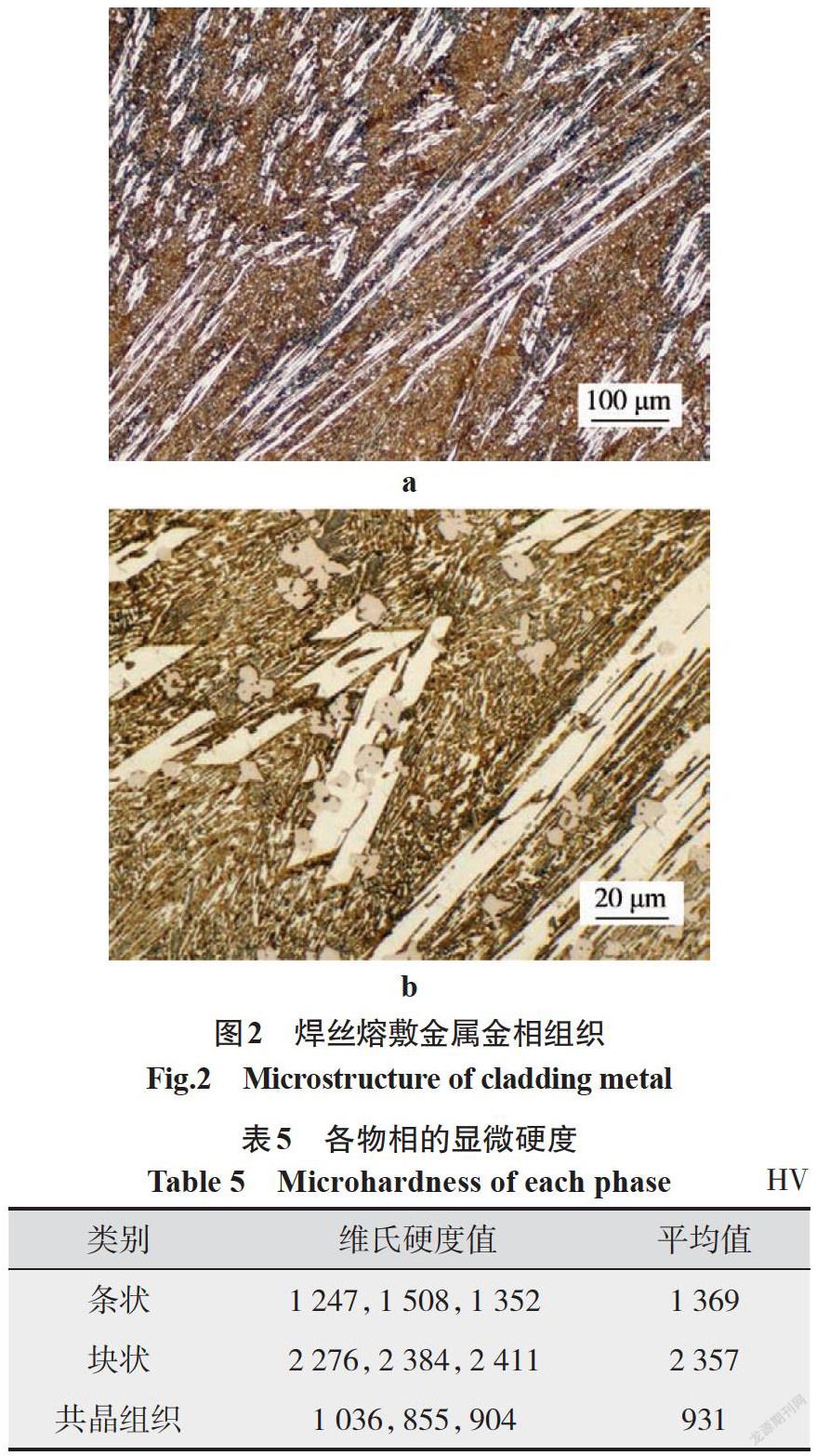
在試板(見圖1)上表面中間位置取邊長10 mm的正方體塊,觀察堆焊金屬金相組織如圖2所示。
初步判定:堆焊熔敷金屬的金相組織為條狀初生相+塊狀析出相+共晶組織。由圖2a可見,白色長條狀初生呈相交錯狀分布。由圖2b可見,在條狀初生相之間和初生相上有較深色的塊狀析出相,塊狀析出相的形態有花瓣形、多邊形、橢圓形及其他不規則形狀,塊狀析出相在基體和初生相上呈彌散分布;在條狀初生相之間填充著較為細小的白色及深色析出相。
使用顯微維氏硬度計測量不同組織的顯微硬度,測量值如表5所示。
(2)堆焊金屬的相組成分析。
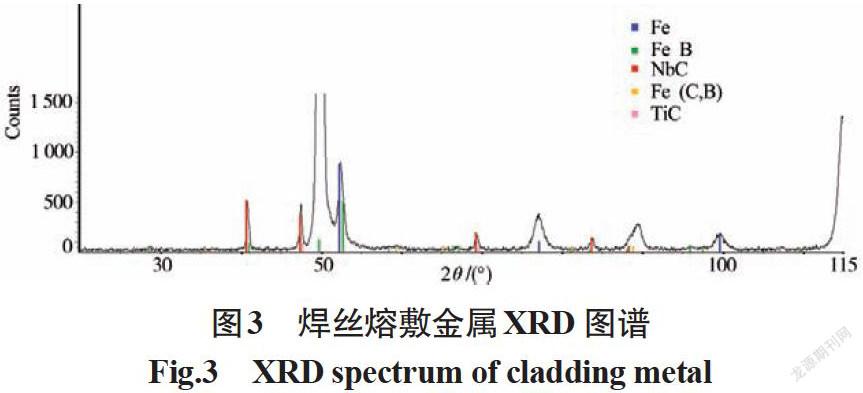
為了準確地判斷堆焊熔敷金屬的相組成,采用D8 ADVANCE X射線衍射儀分析試樣物相,獲得焊絲熔敷金屬XRD圖譜如圖3所示。通過物相檢索軟件對衍射譜線的檢索,確定該焊絲熔敷金屬主要物相組成為:基體相α-Fe、Fe2B、NbC、Fe3(C,B)、TiC。
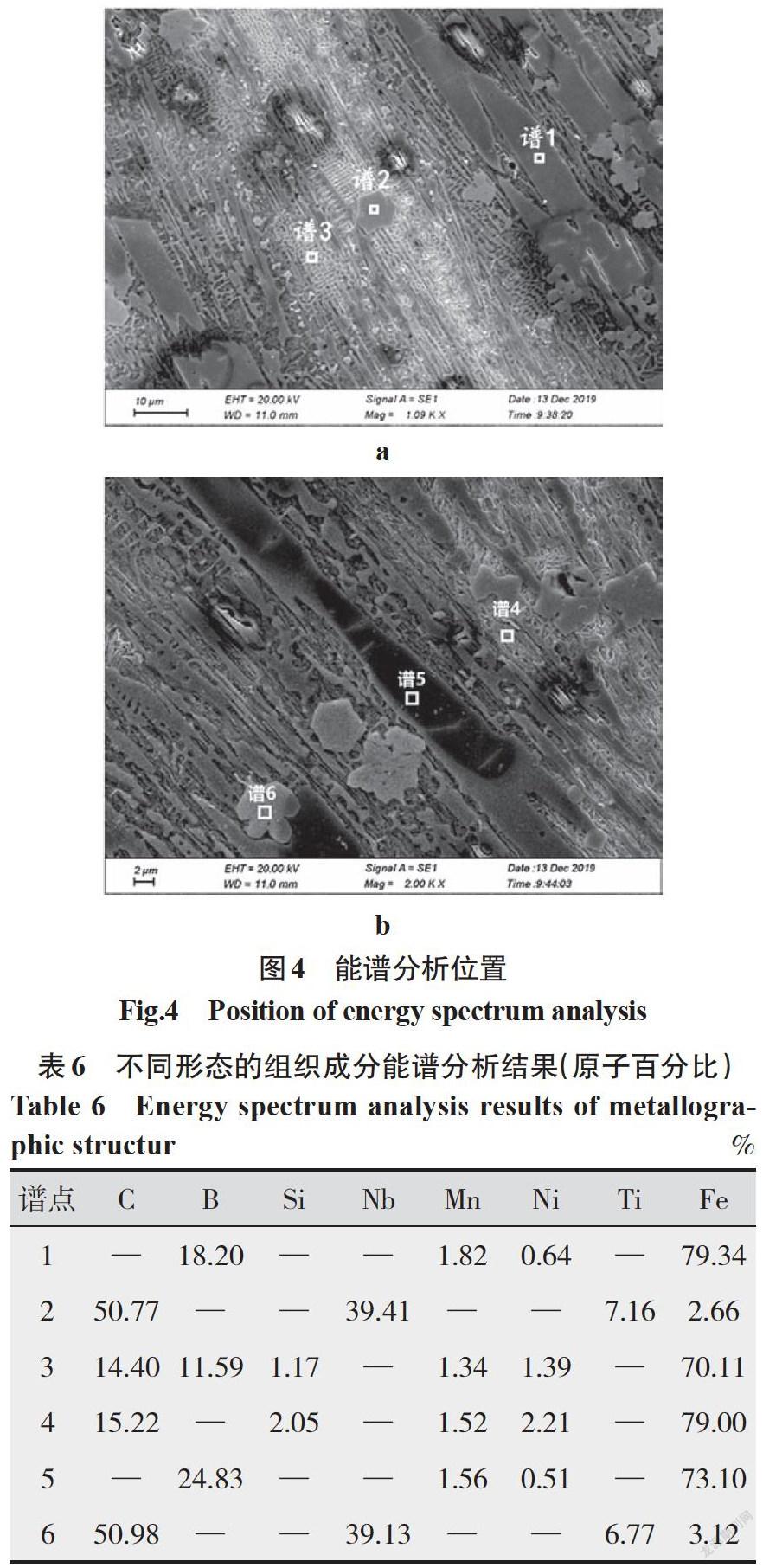
采用掃描電子顯微鏡(SEM)對該熔敷金屬的基體組織及不同物相進行了能譜分析,進一步分析熔敷金屬中各組織的組成成分。不同形態組織的譜點分析位置如圖4所示,其中譜點1、5為長條狀初生相,譜點2、6為不規則析出相,譜點3、4為基體及共晶組織。不同形態的組織能譜分析成分原子比率如表6所示。
表6中條狀初生相的譜點為1和5,能譜分析結果顯示譜點1、5的原子種類相同,該組織內原子以B和Fe為主,含有少量Mn和Ni,與X射線衍射圖譜物相分析的Fe2B組織相吻合。
塊狀析出相為譜點2、6,能譜分析結果顯示譜點2、6是以C和Nb兩種元素為主,含有少量Ti和Fe,與X射線衍射圖譜物相分析的NbC組織相吻合。從譜點2、6分析結果可見,NbC相中的Ti含量較高,由此可見,NbC相中伴有一定量的TiC,形成NbC+TiC復合相。
譜點3成分較為復雜,C、B、Fe含量都高,還有少量Si、Mn,根據其原子組成,結合XRD圖譜物相組成,這種組織是Fe3(C,B)共晶組織。
譜點4組織相對簡單,是Fe-C化合物基體組織。
2.2 堆焊熔敷金屬中各強化相的特點與作用
2.2.1 Fe2B的組織特點及其在熔敷金屬中的作用
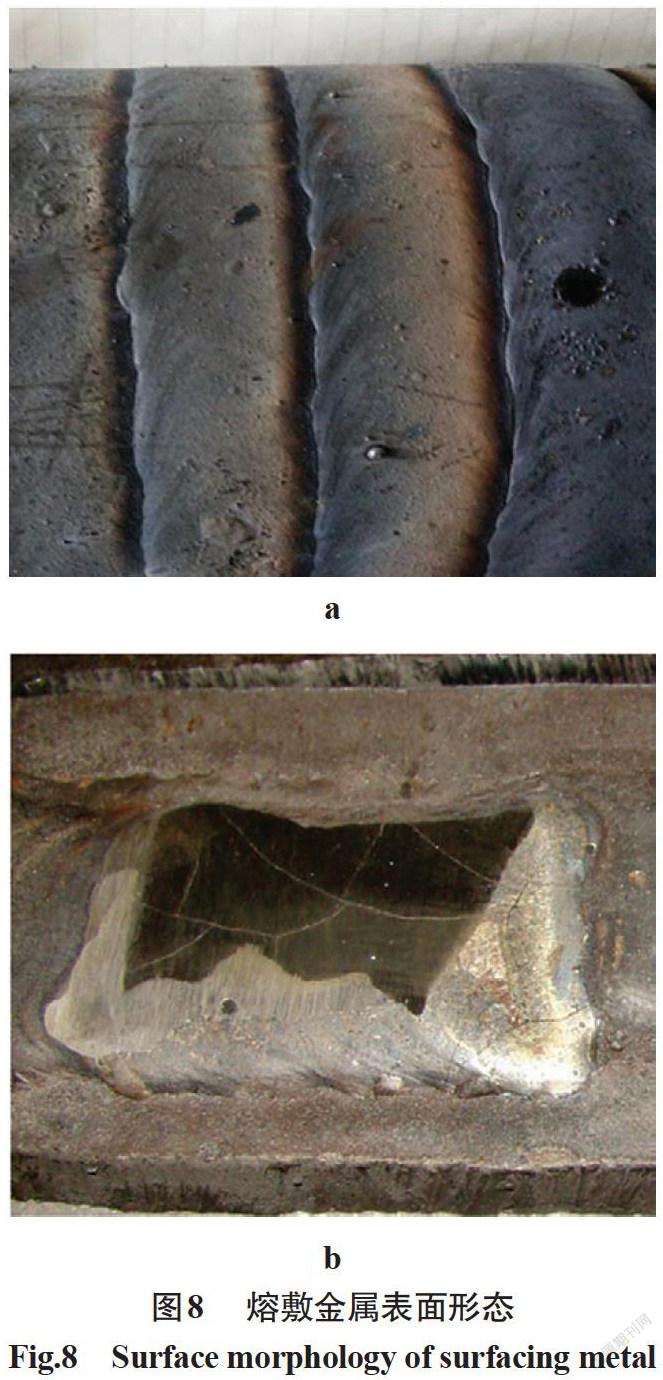
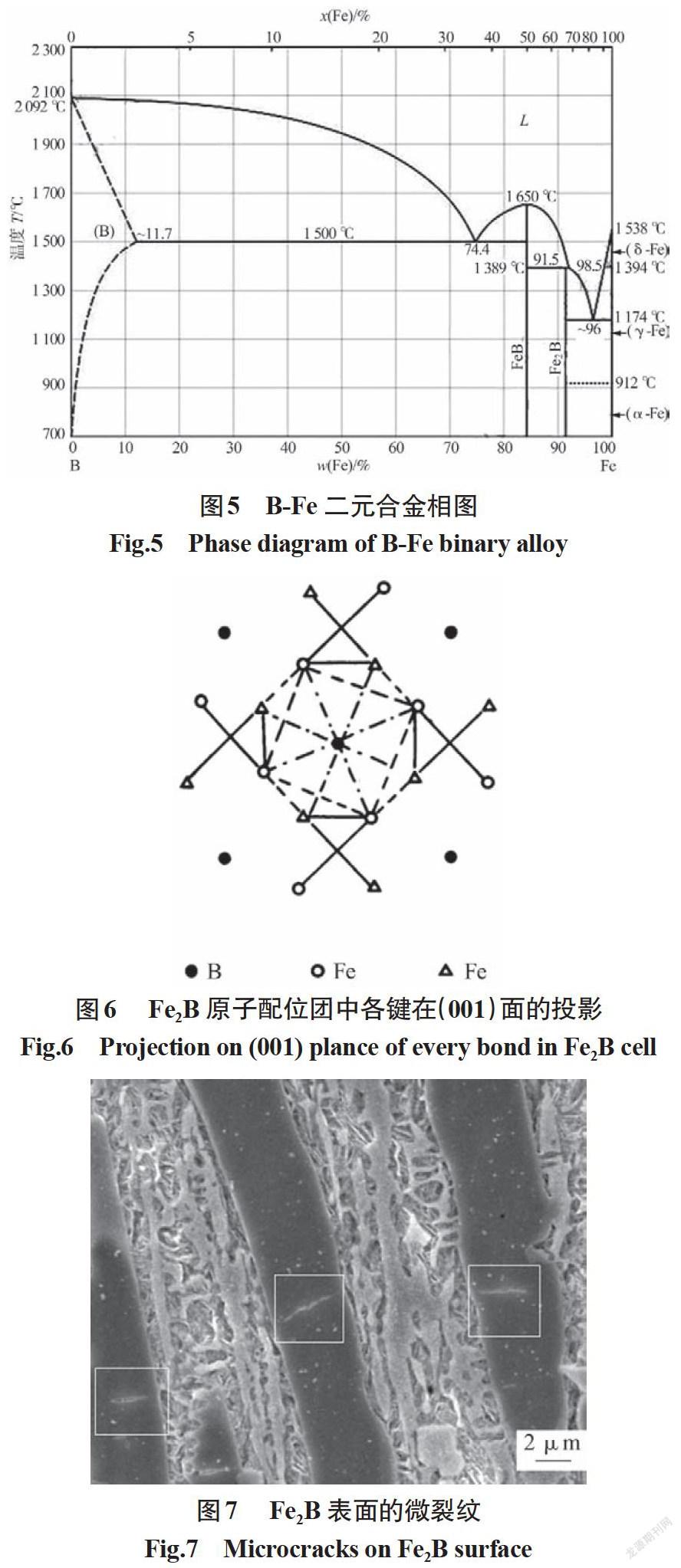
硼在奧氏體的溶解度很小(質量分數≤0.008%),根據B-Fe 二元合金相圖,如圖5所示[5-6],在冷卻的過程中Fe2B析出并迅速長大,Fe2B以初生相形態分布于堆焊熔敷金屬內部。經檢測,在觀察范圍內Fe2B組織的面積占比約為17%~21%。文獻[5-6]顯示,Fe2B是一種典型的金屬間隙化合物,它具有金屬的特征,其晶體結構為C-16型體心四方結構,其原子配位團中的各鍵投影到(001)面如圖6所示[7-8],從該投影面上的鍵絡分布可見,在一組原子配位團中密集的分布著20多條鍵絡,在這種原子配位結構中,Fe、B原子被緊密地束縛在一起,在宏觀上就表現出了較高的硬度,其維氏硬度約為:1 250~1 500 HV,同時由于Fe2B的原子配位團中B-B鍵的結合力弱,具有輕微的脆性特征[9-10],因此在Fe2B初生相表面產生了一些細小裂紋如圖7所示,微裂紋的產生可及時釋放熔敷金屬的內應力,在一定程度上減少了更大裂紋產生的趨勢。圖8a所示為采用Nb-Ni-Ti-B強化藥芯焊絲堆焊的石油鉆桿耐磨帶,堆焊層表面的細小裂紋不易用肉眼直接觀察到,整個堆焊層沒有肉眼可見的裂紋,使得堆焊金屬的整體穩定性及抗沖擊剝離性能得以保證。圖8b所示為在Q235鋼試板上堆焊的5C-27Cr型高碳高鉻合金表面裂紋照片,與圖8a相比,高碳高鉻合金堆焊層裂紋嚴重,在有沖擊的作業環境下更易發生剝離。
綜上所述,Fe2B在熔敷金屬中的作用為:(1)Fe2B初生相表面微裂紋的產生可以釋放及平衡熔敷金屬內部應力,使堆焊層更加穩固,具有良好的抗剝離性能;(2)Fe2B硬度高、耐磨性好,鑲嵌在熔敷金屬的基體中有著骨架的作用,是該合金具有良好耐磨性的主要原因之一。
2.2.2 Ti在熔敷金屬中的作用
由表6能譜分析譜點2、6結果可見,在NbC相中含有少量的Ti和Fe,鈦和鈮都是強碳化物形成元素,根據碳化物形成原則,鈦與碳的親和力要高于鈮與碳的親和力[11],因此可以判定TiC相先于NbC相形成,先形成的TiC為NbC提供了凝結核,NbC以TiC為中心聚集,形成NbC+TiC復合相。其形成過程是由于TiC的熔點高,在堆焊過程中溫度迅速下降,致使其尚未有充足的時間長大,在其周圍就生成了NbC,最終形成以TiC為凝結核彌散分布的以NbC為主的塊狀析出相。TiC本身具有較高的硬度和耐磨性,其硬度約為2 800 HV,因此,鈦在該合金系中主要作用是形成TiC提高耐磨性及促進NbC+TiC復合相的生成并彌散分布。
2.2.3 NbC的組織特點及其在熔敷金屬中的作用
通過金相組織、物相分析及能譜分析,確定了觀察到的棕色析出相為NbC+TiC復合相,分布在條狀Fe2B初生相之間和初生相上,微觀形態有花瓣形、多邊形、橢圓形及其他不規則形狀,對比金相組織可知,NbC+TiC復合相在圖2a中的是淺棕色的小點,呈彌散分布,在觀察范圍內NbC組織的面積占比約為7%~10%。NbC的硬度很高,顯微硬度約為2 280~2 400 HV,超過C-Cr合金系中的Cr3C2(1 300 HV)、Cr7C3(1 450 HV)、Cr23C6(1 050 HV),因此在磨損的過程中,NbC具有比CrmCn相更強的耐磨性,NbC的高硬度及分布的特點使它像釘子一樣將熔敷金屬表面的Fe2B等組織緊緊地固定在基體組織上,宏觀上表現出高耐磨性及抗剝離性。
由金相圖可以估計NbC分布的間隙小于20 μm,當洛氏硬度為HRC60~70時,洛氏硬度計金剛石壓頭在試件上留下的永久壓痕深度為68~91.6 μm[12],金剛石的壓頭錐度為120°,金剛石壓頭試板留下的壓痕直徑約為深度的3.46倍,即壓痕直徑約為235~317 μm,依此估算,洛氏硬度在HRC60~70時每一個壓點都有10~15個NbC+TiC復合相作為支撐點,因此,焊絲熔敷金屬的洛氏硬度較高,平均洛氏硬度達到了HRC68.1。
NbC在熔敷金屬中的作用可歸納為以下兩點:(1)NbC相使試件具有很高的硬度和耐磨性;(2)NbC彌散分布在Fe2B初生相之間和初生相上,起到了柱石的作用,增加了堆焊金屬耐磨性及抗剝離性能。
由以上分析可見,文中的Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬除基體組織具有一定的耐磨性外,其主要耐磨強化相為Fe2B、NbC、TiC,其中Fe2B含量為17%~21%、NbC含量為7%~10%、TiC含量為0.5%~1%。
2.3 Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬與高碳高鉻型堆焊金屬耐磨性對比
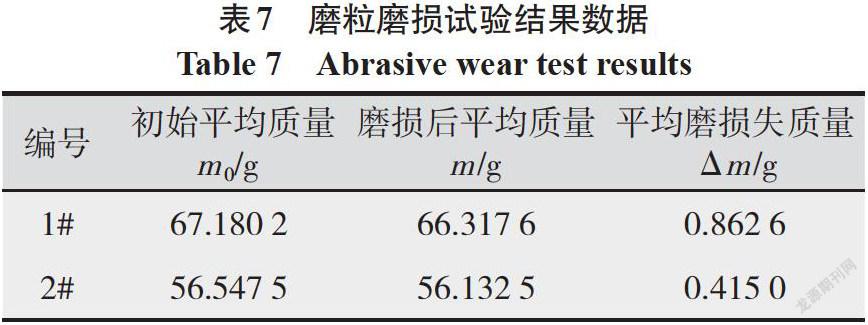
為了考察Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬的耐磨性,將它與目前應用較多的5C-27Cr型高碳高鉻藥芯焊絲進行堆焊金屬耐磨性對比試驗,試驗結果如表7所示。
表7中1#試件為5C-27Cr型高碳高鉻藥芯焊絲堆焊金屬,2# 試件為文中Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬。由表7可知,2# 試件的平均磨損失重量明顯低于1#試件,其相對耐磨性計算公式為:
經計算得ε=2.08,可見Nb-Ni-Ti-B強化藥芯焊絲堆焊層相對5C-27Cr型高碳高鉻藥芯焊絲堆焊層的耐磨性為2.08,耐磨性明顯高于5C-27Cr型高碳高鉻合金。
3 結論
(1)Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬金相組織為:條狀Fe2B初生相+塊狀NbC+TiC復合相+Fe-C化合物及Fe3(C,B)共晶組織。
(2)采用的Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬主要耐磨強化相為Fe2B、NbC、TiC,其中Fe2B含量為17%~21%、NbC含量為7%~10%、TiC含量為0.5%~1%。
(3)Fe2B初生相內部產生的一些細小裂紋可釋放部分堆焊金屬的內應力,避免堆焊層產生更大的裂紋,有利于抗剝落性能的提升。
(4)在文中的磨損試驗條件下,Nb-Ni-Ti-B強化藥芯焊絲堆焊金屬耐磨性明顯高于5C-27Cr型高碳高鉻合金,相對5C-27Cr型高碳高鉻合金的耐磨性為2.08。
參考文獻:
徐濱士,馬世寧,劉世參,等. 21世紀的再制造工程[J].中國機械工程,2000(Z1):45-48.
徐濱士,董世運,朱勝,等.再制造成形技術發展及展望[J].機械工程學報,2012,48(15):96-105.
劉政軍,勾健,賈華,等. Fe-Cr-C-B-Nb堆焊合金的顯微組織和耐磨性[J].焊接學報,2018,39(3):75-78,132.
何實,李家宇,趙昆.我國堆焊技術發展歷程回顧與展望[J].金屬加工(熱加工),2009(22):25-27.
Mehmet Eroglu. Boride coatings on steel using shielded metal arc welding electrode:Microstructure and hardness[J]. Elsevier B.V.,2009,203(16):2229-2235.
陳國良,林均品.有序金屬間化合物結構材料物理金屬學基礎[M].北京:治金工業出版社,1999.
唐仁政,田榮璋.二元合金相圖及中間相晶體結構[M].湖南:中南大學出版社,2009:155.
O Allaoui,N Bouaouadja,G Saindernan. Characterization of boronized layers on a XC38 steel[J]. Elsevier B. V.,2006,201(6):3475-3482.
李木森,傅紹麗,徐萬東,等. Fe2B相價電子結構及其本質脆性[J].金屬學報,1995,31(5):201-208.
慕東,王渠東,沈保羅.滲硼對鋼鐵表面組織與性能影響的研究現狀[J].材料導報,2009,23(7):42-44,55.
趙品,謝福洲,孫振國,等.材料科學基礎教程[M]. 黑龍江:哈爾濱工業大學出版社,2002:212-216.
張永安,朱俊杰,程娜.洛氏及表面洛氏硬度與壓痕深度對照表[J].計量技術,1985(6):20-23.
