一種薄壁發動機機蓋的數控加工工藝研究
2021-09-10 07:22:44馮昊
內燃機與配件 2021年3期
馮昊


摘要:薄壁零件是指由殼或者薄型板和加強筋構成的較輕的結構,特點是造型美觀、重量輕、壁薄、整體強度高,在產品中應用廣泛。本文針對一種新型全地形車發動機箱體的機蓋進行設計驗證加工,解決了發動機箱體機蓋在加工中由于腔深壁薄產生的加工振刀問題和由于復雜的機蓋形狀所存在的裝夾定位問題。通過優化加工刀路、選擇合適刀具、采用深腔填充、依據輪廓銑定位片的工藝手段,保證了發動機箱體機蓋的產品質量。
關鍵詞:機蓋;薄壁件;加工工藝
0? 引言
深腔薄壁零件在機械加工中屬于難加工零件,由于薄壁的特點,導致加工時零件剛性不足,在切削力的作用下極容易產生變形,造成產品不合格。新型全地形車發動機箱體的機蓋就是典型的深腔薄壁類零件,是發動機箱體的關鍵零件,機蓋的加工質量影響到發動機的密封和防塵性能。為了驗證發動機箱體設計是否合理,是否達到設計要求,需要試制加工進行驗證,從而修改設計中的不合理結構,避免開模量產后出現不可挽回的損失。
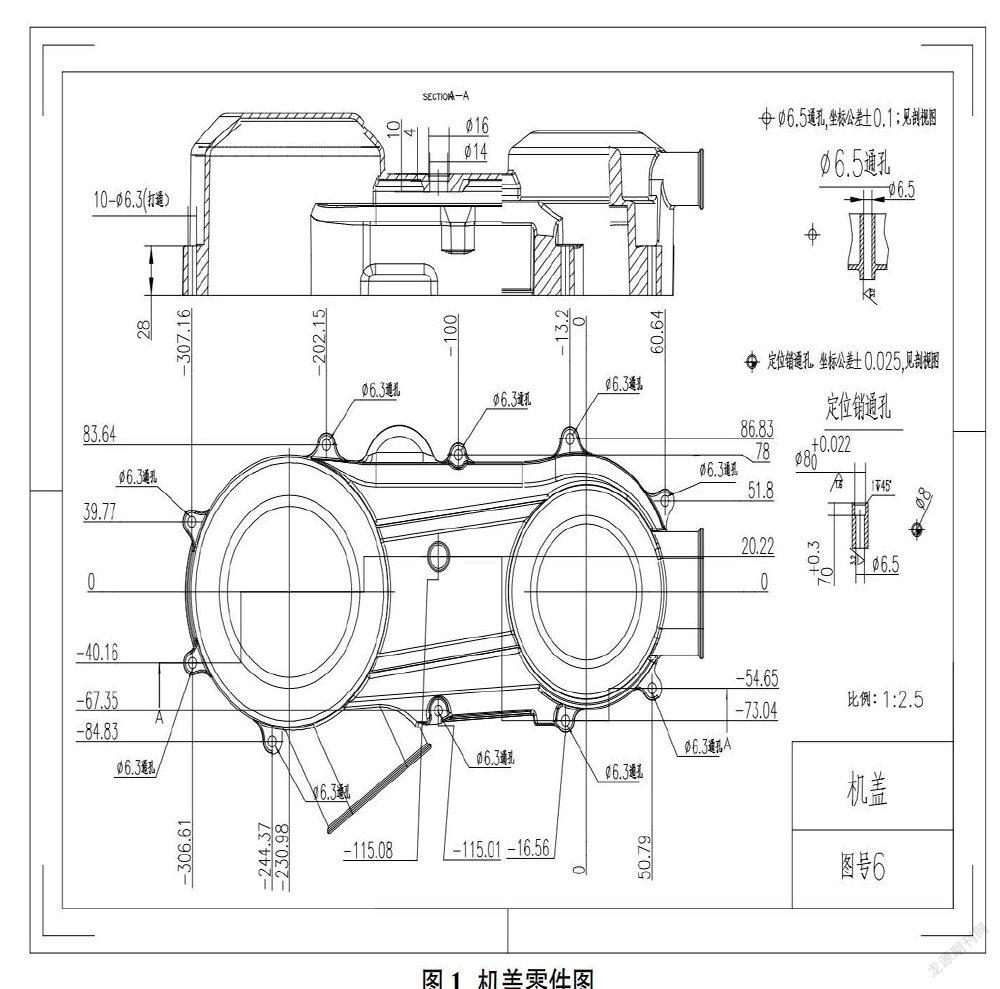
1? 圖紙分析
以圖1的零件所示為例,該發動機箱體機蓋由曲面構成圓弧過渡,采用銷定位面接觸的方式與發動機箱體通過10顆M6內六角螺釘擰緊相連。機蓋需要加工的曲面較多,由深腔和螺釘孔和銷孔組成。機蓋薄壁厚度4mm,腔體最深處103.5mm,底部合箱面有平面度要求,要保證深腔的輪廓尺寸和相互位置尺寸,是典型的深腔薄壁零件。機蓋需要兩面加工,存在的難點是該機蓋屬于首件產品試制加工,毛坯為6061鋁合金420×250×110,沒有專用夾具,因此要考慮翻面加工時的裝夾定位與薄壁加工變形的問題。
2? 加工難點及解決辦法
2.1 控制切削力,減小工件變形
①采用高速加工方法和合理的切削用量。研究表明,切削力會隨著切削速度提高而降低。對于薄壁零件,可以采用較高的切削速度以減小切削力,從而控制薄壁變形。加工參數的設置采用“少吃快跑”的加工方式,即選用較小的背吃刀量和較快的進給速度。②改進走刀方式。采用鋁合金專用加工刀具,在計算機自動編程時,不同的刀具切削路徑對加工效率、刀具壽命、工件表面質量、切削變形都產生影響。粗加工以加工效率為主要考量,快速去除加工余量,采用等高加工的切削策略,平行切削,從工件外進刀。精加工時,選用較小的切削間距和合適的進給速度,能夠保證零件的表面質量,避免產生振動。
2.2 提高機蓋自身剛性,采用填充料
機蓋屬于典型深腔薄壁零件,壁厚只有4mm,為提高機蓋加工時的剛性減少加工變形,采用填充的方式進行加工。
2.2.1 填充料的選擇
作為加工用填充料應具有較好的流動性、凝固后較小的變形系數、能在切削熱的作用下依然保持足夠強度。常用填充料有鉛、石蠟、低溫合金、錫、石膏等。錫、鉛的熔點高,填充操作困難。石蠟和低溫合金熔點低,在加工中容易受切削熱影響融化變形失去作用。半水石膏又稱熟石膏,具有凝結硬化快、具有微膨脹性、孔隙率大、耐水性差、可塑性好、抗火性好的特性。可用于石膏繃帶、制作石膏模型、粉筆、工藝品、建筑材料。而且,半水石膏價格低廉,可以作為良好的填充料來使用。
2.2.2 填充方式及去除方式
石膏粉加水攪拌,比例約為7:3進行混合,將攪拌好的石膏漿導入深腔中,注漿過程中盡量避免產生氣泡,采用振動的方法可以排除氣泡。注意注漿平面要略低于工件表面,避免機蓋在翻面加工時由于硬化石膏突出而影響定位裝夾。待石膏迅速硬化后對機蓋腔體形成穩定可靠的支撐即可進行翻面加工。加工完畢后卸下工件,以敲擊石膏的方式即可去除填充料。
2.3 機蓋翻面加工定位裝夾問題,采用銑定位片定位,膠粘夾緊
機蓋翻面加工時,定位及夾緊是難題。由于機蓋特殊的輪廓和結構,無法采用平口鉗直接裝夾,因此考慮采用銑定位片的方式完成翻面加工定位問題。首先將石膏粉均勻鋪灑在合箱面,機蓋放置于機床工作臺合適加工位置對刀設定坐標系,輕敲擊機蓋并將機蓋從工作臺取下,此時工作臺上顯示出機蓋合箱面內輪廓形狀。然后取尼龍薄片若干并用專用模具膠水粘在工作臺上分布于內輪廓處,根據機蓋內輪廓形狀將尼龍薄片進行加工,加工過后的尼龍薄片與機蓋內輪廓吻合,剛好可嵌于機蓋內輪廓內測完成機蓋定位。機蓋的夾緊采用專用模具膠水涂于合箱面,此處應注意保持粘接面干凈清潔,保證粘黏牢靠。工件加工完畢拆卸時,使用除膠劑即可輕松取下工件。
尼龍薄片粘貼方式見圖2。
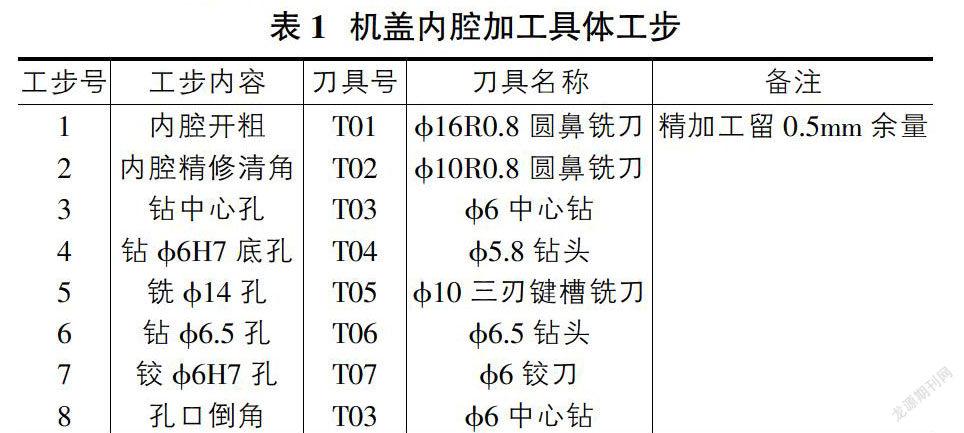
3? 數控加工工藝安排
根據機蓋結構特點,使用加工中心完成機蓋的加工。加工工藝安排為:粗銑機蓋內腔;精銑機蓋內腔;機蓋翻面,粗加工外表面;精加工外表面。
3.1 粗銑機蓋內腔
使用壓板將毛坯壓緊于工作臺上,對刀設置工件坐標系,以毛坯表面下降1mm作為Z0,?準20可轉位銑刀采用等高加工策略粗銑內腔,層高1mm,留余量0.5mm。
3.2 精銑機蓋內腔
用?準16R0.8的圓鼻銑刀采用等高加工策略精銑型腔,層高0.3mm。加工結束換?準10R0.8的圓鼻銑刀采用殘料加工進行清角去除殘料。換?準20的銑刀精加工毛坯表面1mm,精銑合箱面。用?準6的定心鉆鉆中心孔,?準5.8的鉆頭鉆底孔,?準6鉸刀精鉸定位銷孔,擴?準6.5沉頭孔。最后用?準4的銑刀依照機蓋合箱面外輪廓銑深度為1mm的槽,這樣可使翻面加工時合箱面外輪廓清角。
3.3 機蓋翻面,粗加工外表面
按照石膏粉與水比例7:3制備石膏漿,填充在已加工完成的機蓋內腔里,注漿是可以使用振動的方式將氣泡排出,待石膏硬化后備用。清理工作臺及工件,保證合箱面與工作臺面清潔無油污,選取若干尼龍薄片依照機蓋內腔形狀使用專用模具膠水分布粘貼在工作臺上,以此為基準確定工件坐標系,以工作臺表面為Z0表面。在工作臺表面與機蓋合箱面接觸面上滴模具專用膠水,利用膠水將機蓋牢牢粘于工作臺表面。使用?準20可轉位銑刀采用等高加工策略粗銑機蓋外側曲面,層高1mm,留余量0.5mm。
3.4 精加工外表面
使用Φ16R0.8的圓鼻銑刀采用等高策略精銑外表面,層高0.3。角度大于0小于45的緩平面采用流線策略單獨精加工。加工結束換?準10R0.8的圓鼻銑刀采用殘料加工進行清角去除殘料。
3.5 機蓋后處理
加工完畢后使用專用除膠噴劑噴與粘膠處,待膠融化失效即可拆除工件。填充于機蓋內腔的石膏輕輕敲擊即可從機蓋內腔脫落。
4? 結束語
以上對新型全地形車發動機機蓋的加工工藝分析,在產品試制首件試切沒有專用夾具的情況下,通過采用對薄壁內腔進行填充提高加工剛性的方法,控制加工變形;通過采用尼龍薄片依照機蓋內輪廓形狀進行工件定位的方法精確定位,從而保證了產品加工精度。此方法可以應用于同類型薄壁深腔零件的單件生產,提供了有益的借鑒。
參考文獻:
[1]王霆,周海飛.薄壁深腔鋁合金零件的銑削加工參數研究[J].輕金屬,2016.
[2]許培倫,張晨輝,李建偉,劉明昌.復雜結構薄壁零件填充料的制備研究[J].電子工藝技術,2019.
[3]張志添.香皂盒手板的CNC加工工藝研究[J].現代制造技術與裝備,2016.
