316L不銹鋼管手工鎢極氬弧焊焊接工藝
2021-09-10 07:22:44沈根平
內燃機與配件 2021年3期
關鍵詞:工藝
沈根平




摘要:通過對316L不銹鋼焊接性能的分析、手工鎢極氬弧焊焊接過程的控制、焊后進行無損檢測、晶間腐蝕、力學性能等項目的數據分析,焊接接頭的機械性能和耐腐蝕性達到了工藝要求,保證了316L不銹鋼管的焊接質量,為廣大焊接工作者提供參考。
關鍵詞:奧氏體不銹鋼;TIG焊;工藝
Abstract: Through the analysis of 316 l stainless steel welding performance, the manual tungsten argon arc welding process control, after welding, nondestructive testing, intergranular corrosion, mechanical property data analysis of the project, such as mechanical properties and corrosion resistance of welding joint meet the technological requirements, to ensure the welding quality of 316 l stainless steel tube, provide reference for the welding workers.
Key words: austenitic stainless steel;TIG welding;process
0? 引言
316L不銹鋼耐腐蝕性能強、綜合力學性能優良,是目前耐腐蝕應用較為廣泛的不銹鋼材料之一。其耐氯化侵蝕的特點較好地適應海洋環境,316L不銹鋼鉻含量大于16%以上,鎳含量在12%左右,含鉬量2%左右及含有少量的氮、鈦等元素,同時還可耐多種介質的腐蝕。奧氏體不銹鋼材料焊接性能比較好,其焊接接頭具有較好的韌性,不足之處是容易產生如焊接熱裂紋、晶間腐蝕、應力腐蝕開裂、接頭的σ相催化等缺點。
1? 焊接性分析
316L不銹鋼屬于奧氏體不銹鋼,其具有線膨脹系數大、熱導率低的特點。一般情況下,焊接性能良好。但如果焊接過程中,焊接在高溫停留時間較長,焊縫晶粒易長大,最終形成粗大的柱狀晶組織;在凝固結晶的過程中,磷、硫、錫、鈮、銻等雜質元素含量超標,易形低熔點共晶物。焊接接頭在熱脹冷縮過程中承受較高拉應力時,焊縫中易產生凝固裂紋,導致在熱影響區形成液化裂紋,以上現象都是焊接熱裂紋。因此嚴格控制316L鋼以及焊材中的易形成低熔點共晶的雜質元素,使316L奧氏體不銹鋼中產生4~10%的鐵素體組織,這些是防止熱裂紋產生較為有效的途徑。[1][2]
2? 316L不銹鋼管氬弧焊焊接試驗
2.1 焊接基本參數
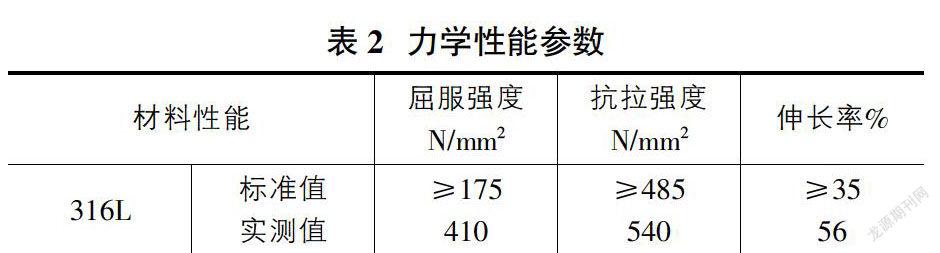
316L屬于奧氏體不銹鋼,本次試驗以小直徑鋼管316L不銹鋼管為例,其管徑為56mm,壁厚6mm,其性能參數見表1和表2。
在實際生產中,管子一般采用手工電弧焊和TIG焊。小直徑管材焊接時應采用單面焊雙面成形工藝,如用手工電弧焊焊,管材內壁的焊縫成形難以控制,而用TIG焊就容易多了。使用TIG焊時,應選用與316L不銹鋼相匹配的專用焊接材料,試驗選用的是ST—316L型號的TIG焊絲,其焊絲成分見表3。
316L不銹鋼管的焊接過程中,為了降低產生熱裂紋的傾向,必須嚴格控制焊接過程中的熱輸入和防止高溫停留的時間過長,導致焊縫晶粒嚴重長大。由于熱輸入與電流、電壓和焊接速度有關,因此焊接過程中,在滿足焊接質量的前提下,盡量降低焊接電流和電壓,提高焊接速度,盡可能采用多層多道焊,同時多采用直線運條法,減少高溫停留的時間。控制道間溫度不高于80°C,其焊接工藝要求見下:[3][4][5]
①焊接時,為了保證焊接的穩定性,因而采用直流電源;同時為了降低鎢棒側的溫度,減少鎢棒的燒損,因此采用直流正接DC(-)。
②焊前需將管子坡口2側打磨光滑,去污除銹,進行2點定位法或者3點定位法;水平定位焊時,為了保證焊接試樣取樣的準確性,需在6點處做好標記。為了保證焊接質量,避免飛濺,應在坡口以外的部位引弧,焊縫表面要求光潔,徹底清除殘渣。
③打底焊時焊縫厚度盡量薄而均勻,不要急于加絲,一定等熔池的溫度較高,能夠也與根部熔合良好,看到根部有一個很小的熔孔,說明焊接背面成型良好。收弧時盡量采用要衰減收弧,如焊機無此功能,焊槍在收尾處停留的時間長一些,以免產生縮孔。如有收弧縮孔,應用磨光機清除掉。同時必須在坡口內引弧熄弧,熄弧時應填滿弧坑,防止弧坑裂紋。
④氬弧焊焊接時,為了保證管材內壁良好結合性能和機械性能,必須在管內充滿氬氣,與保護焊縫背面的成型。焊接前2~3分鐘應提前通氣,通氣的流量為8~12L/min,結束后滯后2~3分鐘再停氣,以保證取代管內原有的空氣,提高焊接質量。
⑤施焊中間停弧或焊接結束時,要用衰減法熄弧。即收弧時,將焊槍輕移至坡口外,使電弧熄滅,再立即將焊槍收至收弧處,繼續送氣3~5秒,使焊接熔池在延時氣體的保護下冷卻,以防止產生縮孔和裂紋,焊后在自然環境下冷卻。
⑥層間溫度應不大于80°C。由于316L不銹鋼導熱性強、淬硬傾向小,在450-850°C易產生晶間腐蝕現象,可以通過急冷方式進行降溫控制(可采用水冷)。在焊接時,焊絲直線運絲,不作橫向擺動,可以避免焊縫過熱。[6][7]
對管子的焊接,一般采用垂直固定焊(2G)TIG316L2G-ABS和水平固定焊(5G)TIG316L5G-ABS兩種焊接位置,而針對2種工藝,考慮到焊后取樣,要做2個拉伸,4個彎曲和晶間腐蝕試驗等,所以每個位置應該至少有兩根管子以保證力學性能試驗。焊接現場工藝記錄參考圖1、圖2,表4、表5工藝參數。
2.2 焊接試驗項目
焊后進行外觀檢驗,檢查焊縫外表面和內表面,外表面無缺陷,主要檢查焊縫的熔合度,焊縫的直線度,焊縫的高度以及咬邊現象,內表面經仔細觀察,主要檢查有沒有未焊透和內凹的現象,水平固定焊仰焊部位允許小于1mm內凹;通過進一步的無損檢測試驗PT和RT,PT主要檢測焊縫近表面的質量,RT主要檢測焊縫內部的質量,其檢驗結果均符合標準。
對要求較高的壓力容器和海工項目,焊接試樣進行晶間腐蝕試驗。晶間腐蝕試驗包括壓扁和彎曲兩種,對于管狀試樣,大多數采用彎曲試驗。按不銹鋼晶間腐蝕試驗方法,試樣經650±10°C保溫30分鐘,然后水冷,在銅-硫酸銅-硫酸試驗中進行16小時左右的沸騰試驗。以試樣管壁厚度小于1mm時,壓頭直徑為1mm,當試樣大于1mm時,壓頭直徑為5mm,焊管或者焊接件試樣經180°彎曲后再檢驗,用10倍放大鏡管觀察焊接試樣外表面,不銹鋼試樣無晶間腐蝕裂紋,說明耐晶間腐蝕性能合格。
用宏觀分析的方法對試驗進行試驗,同樣沒有發現宏觀缺陷,如發現缺陷,只要缺陷小于3mm,也是合格的。宏觀金相檢驗,焊道熔合較好,無焊接曲線,焊接熔深滿足要求(1.2mm左右)。微觀金相檢驗,焊接金屬為95%奧氏體+5%鐵素體組織的雙相組織,抗晶間腐蝕要求得以保證,保證了焊接的耐腐蝕性能。[8][9]
經分析,進行相對應的力學性能試驗,其中力學性能取樣為拉伸2根,正反彎各2根,以及宏觀一塊。拉伸試驗結果符合ABS船舶規范標準,(注:ABS船級社規范即American Bureau of Shipping(ABS)船舶規范)數據詳見表6,結果表明兩套焊接工藝的正彎、反彎均全部合格。[10]
3? 結束語
在試驗中,嚴格遵守ABS船級社規范的要求,做了拉伸、彎曲、晶間腐蝕和鐵素體含量等試驗。經過試驗總結出S316L管子氬弧焊焊接工藝研究特點:316L不銹鋼,雖然合金元素的含量大于30%,但整體性能良好,可以用手工焊、氣保焊、氬弧焊等焊接方法進行施焊。采用氬氣惰性氣體保護,進行316L不銹鋼管子手工鎢極氬弧焊焊接,焊接質量外觀成型良好、美觀,而且焊接接頭的機械性能和耐腐蝕性可充分得到保證。經測定其抗拉強度在540N/mm2左右,焊接金屬為95%奧氏體+5%鐵素體組織的雙相組織,達到材料焊接后不低于母材最小值的要求。因此焊接工藝獲得ABS船級社的認證,獲得了相關的焊接工藝評定證書以及焊工證書。
對整個焊接工藝過程和試驗結果綜合分析后,316L不銹鋼焊接得到如下結論:由于316L屬于奧氏體不銹鋼,其本身的焊接性能優良,一般不要采用預熱。焊接只需要把焊縫2側20-30mm范圍內清污除銹,坡口間隙2-3mm,坡口鈍邊1mm左右。但由于316L不銹鋼的熱導率小,而且熱膨脹系數大,焊接過程中熱脹冷縮,容易產生較大的焊接變形和焊接應力。對此,應盡可能選用焊接能量集中的焊接方法,如鎢極氬弧焊,采用較小的焊接電流和電壓,直線運條,采用多層多道焊;同樣的焊接電流下,由于奧氏體不銹鋼熱導率小,可等到比低合金鋼較大的熔深,同時又由于其電阻率大,熱裂紋敏感性大,在焊接時,與碳鋼或低合金鋼相比,更應嚴格控制焊接熱輸入,控制高溫停留的時間,防止焊縫晶粒嚴重長大與焊接熱裂紋的發生。
為提高焊縫的抗熱裂性能和耐蝕性,焊接時要注意焊接區的清潔,避免有害元素滲入焊縫,316L不銹鋼焊接時一般不需要預熱。同時,為了保證耐腐蝕性,盡可能避開450-850°C區間,可采用水強制性冷卻。為了防止焊縫和熱影響區的晶粒長大及碳化物的析出,保證焊接接頭的塑性、韌性和耐蝕性,應控制較低的道間溫度,一般不超過80°C。
參考文獻:
[1]焊接手冊[M].北京:機械工業出版社,1992.
[2]王健安.金屬學與熱處理[M].北京:機械工業出版社,1989.
[3]李亞江.焊接組織性能與質量控制[M].北京:化學工業出版社工業裝備與信息工程出版中心,2005.
[4]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1989.
[5]劉政軍,徐德昆.不銹鋼焊接及質量控制[M].北京:化學工業出版社,2015.
[6]蒙創.316L不銹鋼高壓管道的焊接技術[J].管道技術與設備,2010(2):40-42.
[7]王朝嶺.奧氏體-鐵素體不銹鋼焊接工藝評定及焊接質量控制[J].焊接技術,2016(8):95-96.
[8]石青,王志斌,王文先,等.鐵素體不銹鋼/奧氏體不銹鋼焊接接頭的組織和性能[M].材料熱處理學報,2014,35(4):143-148.
[9]許驥,王鵬,焦德義.船用20鋼與316L不銹鋼的異種鋼管焊接工藝[J].船海工程,2016,45(1):23-25.
[10]黃本生,楊江,盧東華.Q345/316L異種鋼焊接接頭顯微組織結構與力學性能[J].材料熱處理學報,2016,37(5):45-51.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
