核電站反應堆冷卻劑系統波動管安裝焊接技術
2021-09-10 07:22:44劉新利
電焊機 2021年2期
劉新利


摘要:論述了核電站反應堆冷卻劑系統波動管的安裝、焊接技術,詳細闡述了波動管安裝前的方案、焊接工藝評定等的準備工作要求,安裝工序和具體實施過程及要點,焊接技術要求和焊接參數控制,焊接質量檢驗方法以及焊接變形的控制等,并對波動管焊接工作的重點進行了經驗總結和反饋,對后續核電站反應堆冷卻劑系統波動管的安裝焊接及質量控制具有借鑒作用。
關鍵詞:核電站;反應堆冷卻劑系統;波動管;安裝焊接
0? ? 前言
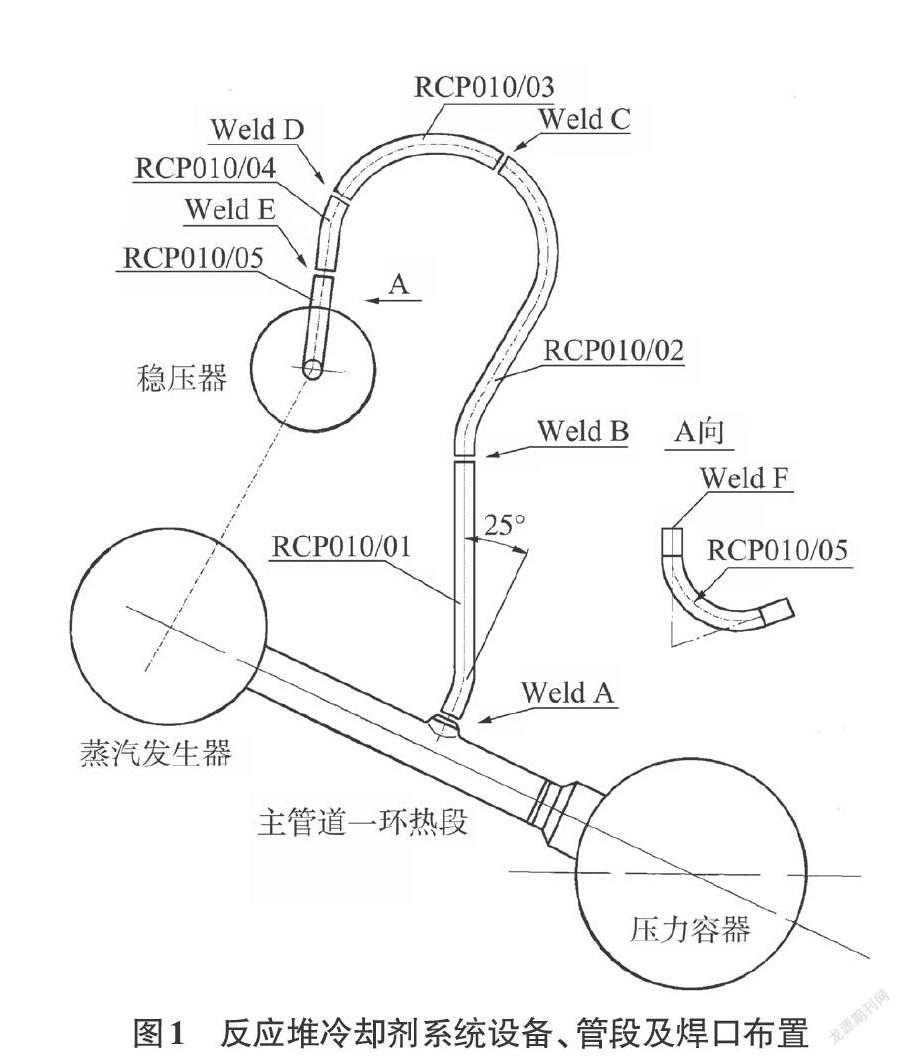
國內大型商用核電站通常采用技術成熟、安全可靠的壓水堆型,每個反應堆的反應堆冷卻劑系統通常包括兩個或三個對稱的300MWe標準環路,每個環路由一個熱段、一個冷段和一個過渡段組成,波動管將反應堆冷卻劑系統主管道的一環熱段與穩壓器連接起來,管段呈空間曲線結構,如圖1所示。
波動管屬于核一級設備,連接著主管道和穩壓器,是反應堆冷卻劑系統壓力邊界的重要組成部分,運行中長期承受反應堆冷卻劑的高溫、高壓及溫度變化,其安裝焊接質量直接關系到核電站的安全運行,安裝焊接質量要求高,技術復雜[1-3]。現以某國產商用核電站反應堆冷卻劑系統波動管安裝為例,分析研究其安裝焊接技術。
1 波動管的安裝焊接
1.1 波動管安裝焊接前的準備工作
波動管由5段牌號為Z2CND18-12的控氮無縫熱軋不銹鋼管現場焊接組成[4],管徑φ355.6×35.7 mm,總長度約為19.1 m。
主管道熱段波動管接管嘴的理論中心標高為+8.920 m,穩壓器下封頭波動管接管嘴的理論中心標高為+13.278 m。在波動管現場施工前,首先應按規程對下述相關活動進行檢查。
1.1.1 組織機構
現場應具備健全的施工組織及管理機構,做到管理有人負責,技術有人把關。
1.1.2 施工方案
波動管安裝、焊接方案必須經監理公司及業主審查,認可后方可用于指導現場施工。
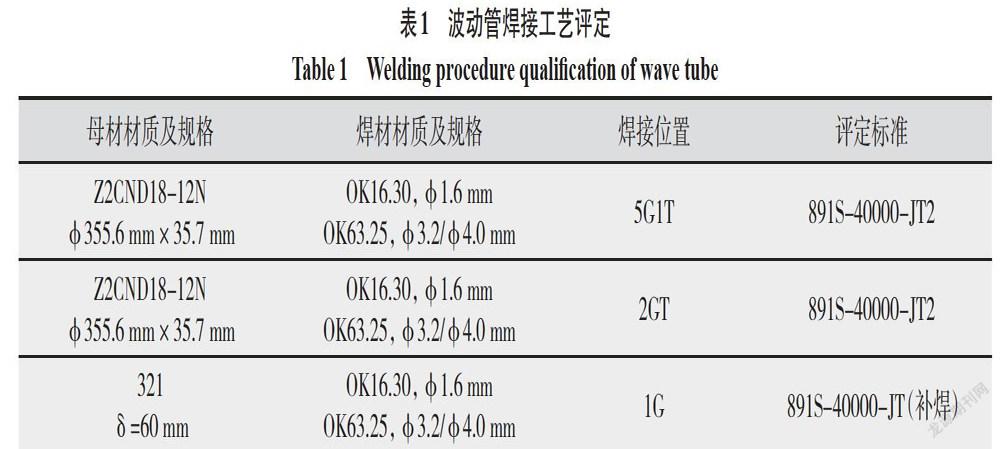
1.1.3 波動管焊接工藝評定
波動管焊接工藝評定根據技術要求以及現場實際安裝情況,共做了3項評定(見表1),經監理公司及業主審查合格。
1.1.4 焊工資格
為確保波動管焊接質量,現場從擔任主管道焊接工作的焊工中挑選2名經培訓后,根據HAF0903進行焊工考試,考試結果經監理公司及業主審查合格后方可擔任波動管的焊接。
1.1.5 設備就位情況
波動管各管段應在穩壓器就位前運入安裝區域;焊接工作應在主管道一環熱段焊接完成及穩壓器最終就位后方可進行。
1.1.6 現場條件
為了保證波動管安裝滿足Ⅱ級工作區的要求,在所有施焊部位,應用防火板和圍布加以圍欄,形成一個相對獨立的施工空間,以滿足施工現場的清潔度要求。
1.1.7 材料驗收
原材料(波動管、焊材等)經過驗收合格且質保文件和復驗報告齊全。
1.1.8 施工工機具
對波動管焊接時所用的焊機標定情況進行認真檢查,兩次標定間隔不得大于3個月。
1.2 波動管的安裝
波動管由5段管段現場焊接而成,共6道焊口,最終將反應堆冷卻劑系統主管道的一環熱段與穩壓器連接起來。每一管段都有編號,管段的兩端都打有標記,RCP010/02管段B、C兩端的坡口及RCP010/05管段E端的坡口已加工完畢,RCP010/01管段的B端、RCP010/03管段的C端、RCP010/04管段的E端留有約70 mm的現場安裝調整余量,在RCP010/01管段的A端、RCP010/05管段的F端留有40 mm余量以滿足水壓試驗的要求。波動管安裝操作順序如下:
(1)波動管定位放線標記;
(2)波動管預組裝及管段劃線;
(3)坡口的加工和尺寸檢查;
(4)波動管的組裝、調整、點焊;
(5)波動管RCP010/01、RCP010/02、RCP010/03管段之間B、C焊口的焊接及RCP010/04、 RCP010/05管段之間E焊口的焊接;
(6)波動管RCP010/01~03和RCP010/04~05兩焊接管段水壓試驗;
(7)波動管最終A、D、F三道焊口的組對焊接。
1.2.1 波動管定位放線及標記
根據穩壓器波動管管段及焊口布置圖和穩壓器波動管幾何尺寸及坐標示意圖,在穩壓器波動管間的地板和墻面上標記出冷態時波動管的理論中心線。標記從穩壓器下封頭的波動管接管嘴中心線開始到一環主管道熱段波動管接管嘴中心線為止。
1.2.2 波動管預組裝及管段劃線
在波動管的5個管段中,只有RCP010/02(BC)管段B、C兩端的坡口都已加工好。因此,預組裝時先調整固定RCP010/02管段,以該管段作為預組裝其他管段的基準,即先將該管段放在臨時可調支承上,通過臨時可調支承的調節使其中心線與放出的波動管冷態中心線重合。然后將RCP010/03(CD)管段放在可調支承上,通過臨時可調支承的調節,使該管段中心線與放出的冷態中心線x、y坐標值重合,而z值要比放出的基準中心線z值標高低380 mm,以便于該管段C端劃線。RCP010/01(AB)管段B端的劃線方法與此相同。
同樣,將RCP010/05(EF)管段放在臨時可調支承架上,在F端適當位置裝上抱箍,抱箍上有4個對稱的吊耳,用4個倒鏈將抱箍吊耳與房間頂部穩壓器支承一次預埋件上焊的吊耳相連。首先通過調整使該管段的F端與穩壓器上波動管接管嘴同心,由于該管段E坡口已加工好,可通過調節臨時可調支承或調節倒鏈,使該管段的E端中心x、y與放出的E端中心x、y坐標值重合,而管段整體標高低于基準中心標高380 mm。然后,將RCP010/04(DE)管段放在臨時可調支承架上,對該管段的E端進行劃線。
1.2.3 坡口的加工和尺寸檢查
根據預組裝的結果,并考慮焊接收縮量,分別標出RCP010/01(AB)管段的B端、RCP010/03(CD)管段的C端、RCP010/04(DE)管段的E端需切除的余量長度,標記好后將管段移到合適位置,采用專用設備切除管段余量。
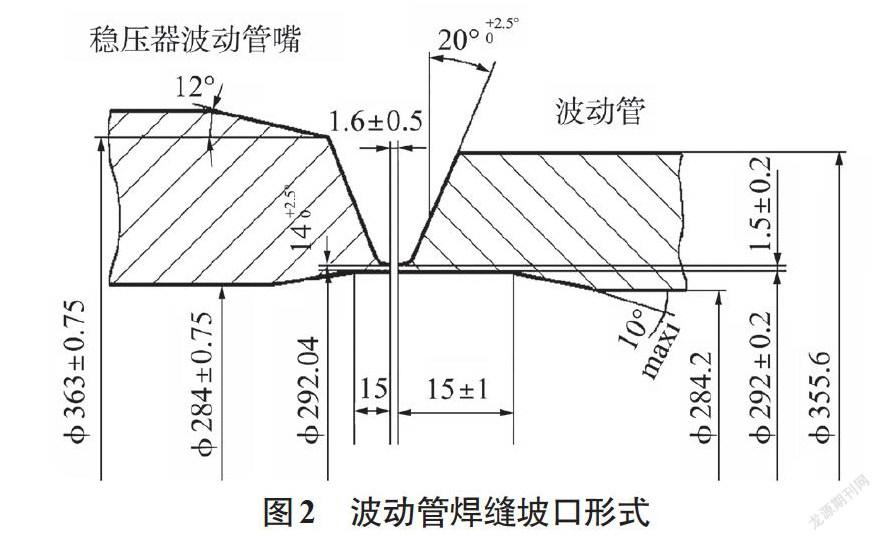
根據焊接坡口形式圖(見圖2)對以上坡口進行坡口加工和尺寸檢查。
1.2.4 波動管的組裝、調整、點焊
根據波動管設備間內標記出的理論冷態中心線,通過臨時支承的調節,分別將RCP010/04(DE)、RCP010/05(EF)管段調整到其理論中心線位置,并檢查E焊口的組對情況,點焊后應滿足:內錯邊量小于0.5 mm,組對間隙在1~4 mm之間。同樣,分別完成RCP010/01、RCP010/02、RCP010/03管段的組裝。
1.2.5 波動管焊口的焊接
組裝合格后即可分別對RCP010/02、RCP010/03管段的C焊口,RCP010/01、RCP010/02管段的B焊口及RCP010/04、RCP010/05管段的E焊口進行焊接,在焊接過程中應監測由于焊接變形引起的管段位置參數的變化。
1.2.6 水壓試驗
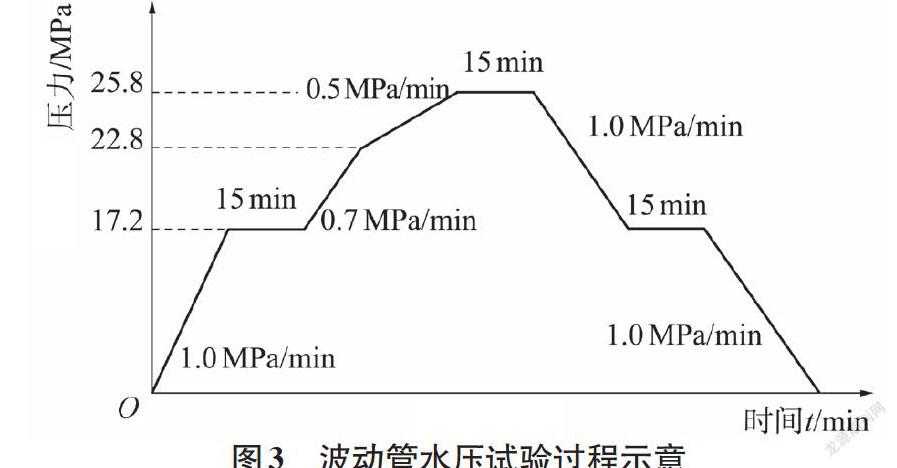
在上述RCP010/01、RCP010/02、RCP010/03及RCP010/04、RCP010/05管段之間的焊接完成后,應分別對兩大焊接管段進行水壓試驗,試驗壓力25.8 MPa。分別在波動管RCP010/01~03和RCP010/04~05兩管段的兩端焊上水壓試驗用封頭,并在位于高處的封頭上安裝壓力表、截止閥,在另一端封頭處連接水壓試驗泵。升、降壓按水壓試驗升壓過程曲線進行,如圖3所示。水壓試驗過程中,仔細檢查波動管母材及焊縫,不得有冒汗、滲漏現象,如發現冒汗、滲漏現象應進行補焊,補焊合格后重新進行水壓試驗。
1.2.7 最終三道焊口的安裝、焊接
水壓試驗合格后,首先將RCP010/01~03管段調整至要求的坐標,測出A、D端需要切除的余量,并進行坡口加工。然后,將RCP010/04~05管段調整至要求的坐標,測出D、F端需要切除的余量并進行坡口加工,其中F端余量的確定應考慮焊接收縮量。
將加工好坡口的管段調整至要求的坐標并就位,此時波動管A端與主管道波動管嘴的組對應滿足內錯邊(≤0.5 mm)及組對間隙(1~4 mm)的要求,并采用點固棒進行四點固定;同樣波動管F端與穩壓器波動管嘴的組對也應滿足內錯邊(≤0.5 mm)及組對間隙(1~4 mm)的要求,并采用點固棒進行四點固定。由于RCP010/04~05管段的F端留有一定的焊接收縮量Δ,在F端焊接時由于焊接收縮作用,RCP010/04~05管段將整體垂直向上收縮Δ,因此在組對D焊口時須將RCP010/01~03管段D端與RCP010/04~05管段D端管道中心在水平面內左右方向對齊,在垂直面內RCP010/04~05管段D端中心線應向下偏移一個焊接收縮量Δ,如圖4所示。根據制造圖紙的建議及現場工藝評定的結果,現場選用Δ=6.0~6.5 mm。
首先焊接F焊口。在焊接過程中,采用百分表監測焊口D的組對情況,當F焊口焊接厚度超過50%以上,且D焊口的錯邊滿足要求時(≤0.5 mm),采用點固棒點焊固定D焊口(組對間隙1~4 mm),并同時開始焊接A、D兩焊口,此時F焊口暫停焊接,當A、D兩焊口的焊接厚度超過50%以上,方可繼續進行F焊口的焊接工作。
波動管最終焊縫應打磨平整,其壁厚減薄量應滿足公差要求,并防止打磨過熱。焊縫檢查完畢并做好標識后,用防火布予以纏繞保護。
1.3 波動管的焊接
1.3.1 波動管焊接要求
根據波動管現場焊接技術條件的要求,波動管焊接過程中必須注意以下事項:
(1)坡口表面應清洗干凈,無水、油脂、氧化物和其他可能影響焊接質量的物質。
(2)焊接作業應避免在相對濕度大于90%、打底焊時風速大于2 m/s、電弧焊時風速大于10 m/s等惡劣的環境下進行。
(3)環境溫度如果低于-10 ℃,則禁止施焊,焊件溫度至少保持在+5 ℃以上。
(4)焊接過程控制層間溫度小于173 ℃。
(5)采用窄焊道焊接方法,并注意及時調整施焊順序以控制焊接變形。
(6)層道間應清理干凈,坡口兩側邊緣100 mm范圍內均勻涂抹白堊粉,以防止飛濺并防止電弧焊煙塵和熔渣的污染。
(7)打磨時,應防止在打磨中出現過熱區。
(8)禁止在波動管表面起弧,TIG焊接應具備遠距離起弧裝置。
(9)在任何情況下,嚴禁波動管與鐵素體接觸。
(10)焊口不允許強行組對,在第一道及最后一道焊縫上禁止錘擊。
1.3.2 波動管的焊接參數
現場根據焊接工藝評定確定電流種類、直流電的極性或脈沖電極性、電流參數范圍以及Ar氣流量,制定了焊接工藝參數,2GT位置(即垂直固定管)的焊接工藝參數如表2所示。
1.3.3 波動管焊接過程檢查
在焊接過程中,為保證焊接質量應對下述內容進行過程檢查:
(1)焊接區域濕度檢查:濕度≤90%。
(2)焊接參數檢查:控制在焊接工藝卡規定的范圍內。
(3)焊道層間溫度檢查:應在173 ℃以內。
(4)檢查變形監測儀表的讀數。
1.4 波動管的焊接質量檢查
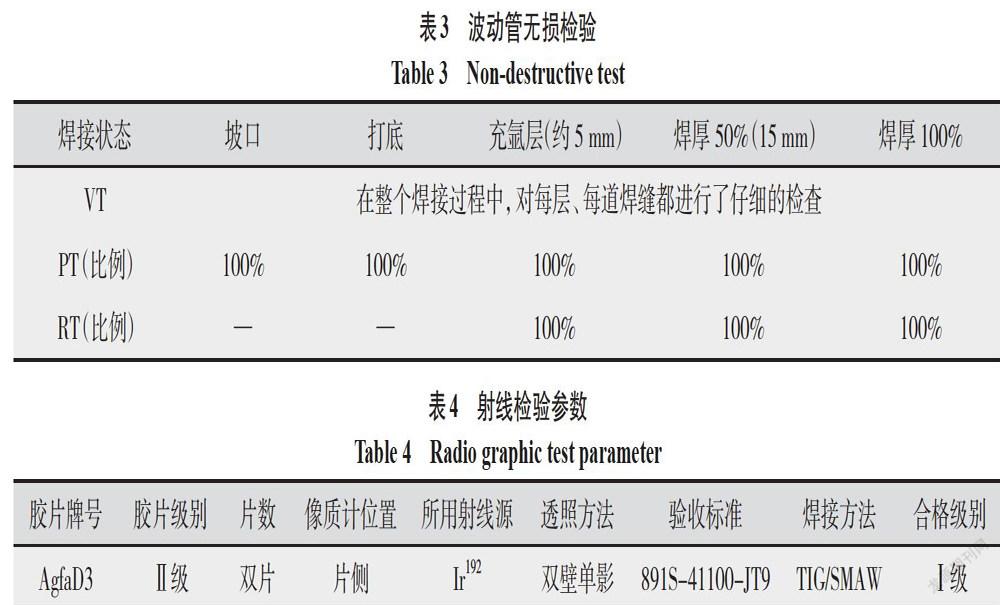
在波動管的焊接過程中,根據技術要求及現場實際情況進行了無損檢驗,如表3所示。
1.4.1 焊縫目視檢查
焊縫表面目視檢查(VT)應符合技術要求。
1.4.2 尺寸檢查
焊縫表面粗糙度Ra≤6.3μm,壁厚減薄量應滿足公差要求。
1.4.3 表面液體滲透(PT)檢查
表面著色探傷檢查(PT)應符合技術要求。
1.4.4 射線探傷(RT)檢查
焊縫應經100%射線探傷檢查(RT),Ⅰ級為合格。波動管共6道現場焊口,分別在三個階段進行RT檢驗,共拍片108張。由無損檢驗工程師對全部RT底片進行審查,一次合格率100%。RT所用的各項參數如表4所示。
1.5 波動管的焊接見證件
根據核安全法規和技術規格書的要求,為了驗證波動管焊縫的質量和保證現場焊接實施條件與焊接工藝評定試驗所確定的焊接工藝相一致,每個反應堆冷卻劑系統都應分別在水平軸線固定管及垂直軸線固定管兩種位置制備焊接見證件接頭,并在波動管現場施焊第一條焊縫后,完成第一個焊接見證件,施焊最后一條焊縫后,完成第二個焊接見證件。
見證件所用母材為廠供無縫熱軋直管,其規格為φ355.6 mm×35.7 mm,每管段長不小于150 mm,與現場實際產品同規格、同牌號、同一爐批號,并由焊過相應產品焊縫的焊工完成,采用與產品焊縫相同的焊接參數和相同類型的焊接設備。
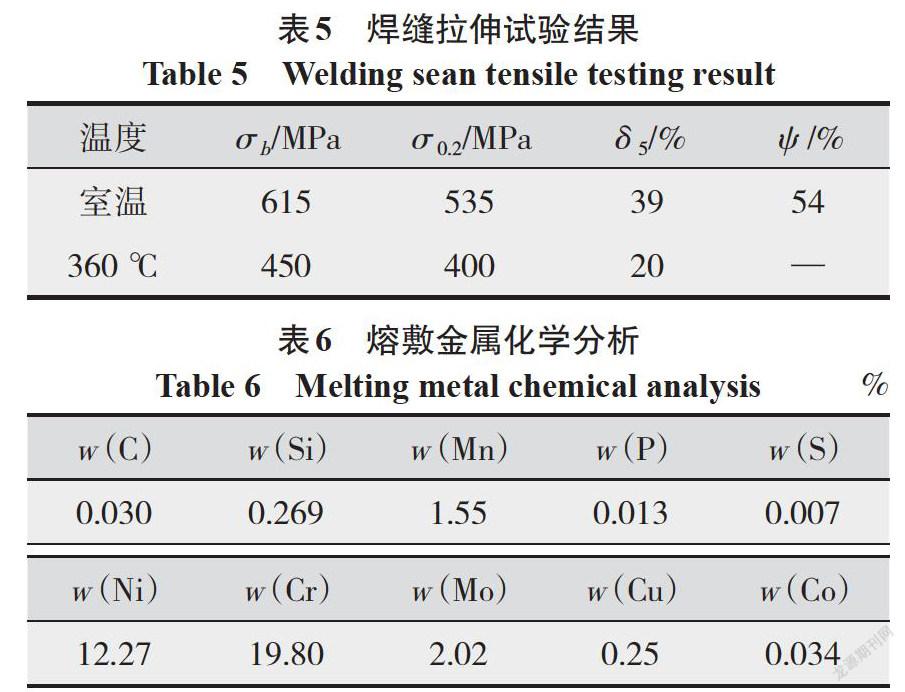
現場每焊完一個焊接見證件后,都在規定的兩個月內完成了對它的各項檢驗(包括無損檢驗和破壞性試驗)和評定,結果全部滿足設計要求,證明該焊接工藝是穩定可靠的,波動管的焊接質量滿足設計要求。5GT焊接見證件的機械性能及化學試驗結果如表5、表6所示。
2 波動管安裝焊接經驗
設計文件要求5段管段焊接完成后須進行水壓試驗,且坡口加工要考慮焊接收縮量,給現場安裝帶來了極大的難度。
2.1 波動管安裝焊接方案的確定
波動管應遵守RCC-M 1級設備的設計和建造規則[5],根據RCC-M B5000的規定,波動管應在出廠前進行水壓試驗。但根據波動管采購技術規格書及安裝技術規格書的要求,波動管現場組焊后,應由管道安裝承包者進行現場水壓試驗,合格后方可與穩壓器及主管道進行焊接。水壓試驗的壓力為25.8 MPa,高于22.8 MPa的主系統冷態功能試驗壓力。
現場技術人員結合現場實際情況認真研究了安裝技術規格書及參考電站的安裝經驗后認為,如果波動管五段焊成一體水壓試驗后再與主管道和穩壓器組對焊接A、F焊口,容易出現由于波動管的制造、安裝、焊接變形等原因影響最后兩道焊口的組對,甚至出現強制對口的嚴重后果。由于安裝焊接方案難以通過,業主組織包括設計、監理、施工單位的有關專家經過共同探討形成如下決定:(1)鑒于波動管整體水壓試驗后再與主管道及穩壓器焊接的方案難以操作,可將波動管分成兩大段分別進行水壓試驗,即RCP010/01、RCP010/02、RCP010/03三管段焊成一體及RCP010/04、RCP010/05兩管段焊成一體后兩大焊接管段分別單獨進行水壓試驗,然后將兩大管段與設備進行焊接。(2)最后三道焊口A、D、F的劃線要考慮焊接收縮量,焊接過程中分三個階段對焊口進行RT檢驗,該三道焊口最后參加主回路水壓試驗。
2.2 波動管焊接收縮量的預留
最后三道焊口不預留焊接收縮量,方便現場組對,但這與安裝技術規格書要求不符。設計院經過計算認為:如果最后三道口不預留焊接收縮量,應力指數將上升一倍,疲勞問題尚須進一步計算分析。關于最后三道焊口組對困難的問題,有關專家經過共同探討形成了如下方案:(1)F端坡口的加工應考慮焊接收縮量,A、D端不預留焊接收縮量。(2)波動管A端與主管道波動管嘴正常組對并點焊固定;同樣波動管F端與穩壓器波動管嘴正常組對并采用點固棒進行四點固定;D焊口組對時,RCP010/01~03管段D端與RCP010/04~05管段D端管道中心在水平面內左右方向對齊,在垂直面內RCP010/01~03管段D端中心線應向上偏移一個焊接收縮量Δ,見圖4。(3)先進行F焊口的焊接,由于焊接收縮,當D焊口上下的錯邊滿足要求時(≤0.5 mm),采用點固棒點焊固定D焊口,暫停F焊口的焊接并同時開始焊接A、D兩焊口,當A、D兩焊口的焊接厚度超過50%以上時,可同時進行三道焊口的焊接工作。
上述安裝方案即便于現場施工操作又滿足波動管的力學要求,最終波動管的安裝符合技術規格書的規定。
3 結論
反應堆冷卻劑系統波動管共8道焊口(包括2個見證件),共拍片136張,一次拍片合格率100%,高質量地完成了反應堆冷卻劑系統波動管的安裝、焊接工作,為今后核電建設積累了寶貴的財富。
參考文獻:
沈俊雄. 大亞灣核電站建設經驗匯編[M]. 北京:原子能出版社,1994.
王平德. 秦山核電二期工程建設經驗匯編[M]. 北京:原子能出版社,2004.
林誠格. 非能動安全先進核電廠AP1000[M]. 北京:原子能出版社,2008年.
袁義帆,盧煦, 楊星紅,等.16MND5/309L/308L/Z2CND18
-12N異種金屬焊接件的組織和性能[J]. 理化檢驗:物理分冊,2014,50(6):404-408.
鄒杰,黎振龍,楊小杰,等. ASME 與 RCC-M 標準核一級 設備焊接制造要求[J]. 電焊機2019,49(4):1-5.
