汽車車身覆蓋件激光-MIG復合焊接數值模擬
2021-09-10 07:22:44司中祺張曉鴻
科技研究 2021年17期
司中祺 張曉鴻

摘要:為研究激光-MIG復合焊接汽車車身覆蓋件工藝可行性,利用CATIA軟件建立了車頂和側圍的對稱幾何模型,然后使用SYSWELD對復合焊接的溫度場及應力應變進行了仿真計算,得到了車頂和側圍在復合焊接過程中的溫度及應力變化。結果表明,鋁合金車身覆蓋件激光-MIG復合焊接溫度場不沿焊縫中心線對稱分布,最高溫度出現在熱源前端,且側圍溫度偏高。車頂和側圍焊縫下表面平均熱應力高于上表面,且上表面最大應力與下表面最大應力相差5 MPa;焊接變形沿著焊接線兩側,且沿著車頂和車柱兩側分布較為明顯。
關鍵詞:激光-MIG復合焊;鋁合金;車身覆蓋件;數值模擬
1、引言
在汽車制造工業的發展歷程中,汽車的輕量化始終是研究的重要方向。為了減輕汽車重量,使用輕合金是降低車身重量最常用的方法[1]。汽車覆蓋件作為主要部件,在制造中廣泛的應用鋁及鋁合金。但它具有材料薄、尺寸大、表面質量和尺寸精度要求高等特點,且鋁合金因為易氧化和熱變形大等特性制約了其在汽車制造中的廣泛應用[2]。
因此,將激光和電弧有機復合,不僅可以改善鋁合金的焊接質量,同時可以有效控制焊接變形。本文結合已有激光-MIG復合焊接理論和實驗結果,建立了車身覆蓋件激光-MIG復合焊接物理數學模型,研究了激光-MIG復合焊焊接車身覆蓋件過程中的溫度場和應力變形規律,這對擴大激光-MIG復合焊技術在汽車鋁合金焊接中的應用,推動汽車輕量化發展具有十分重要的意義。
2、有限元模型
2.1物理模型
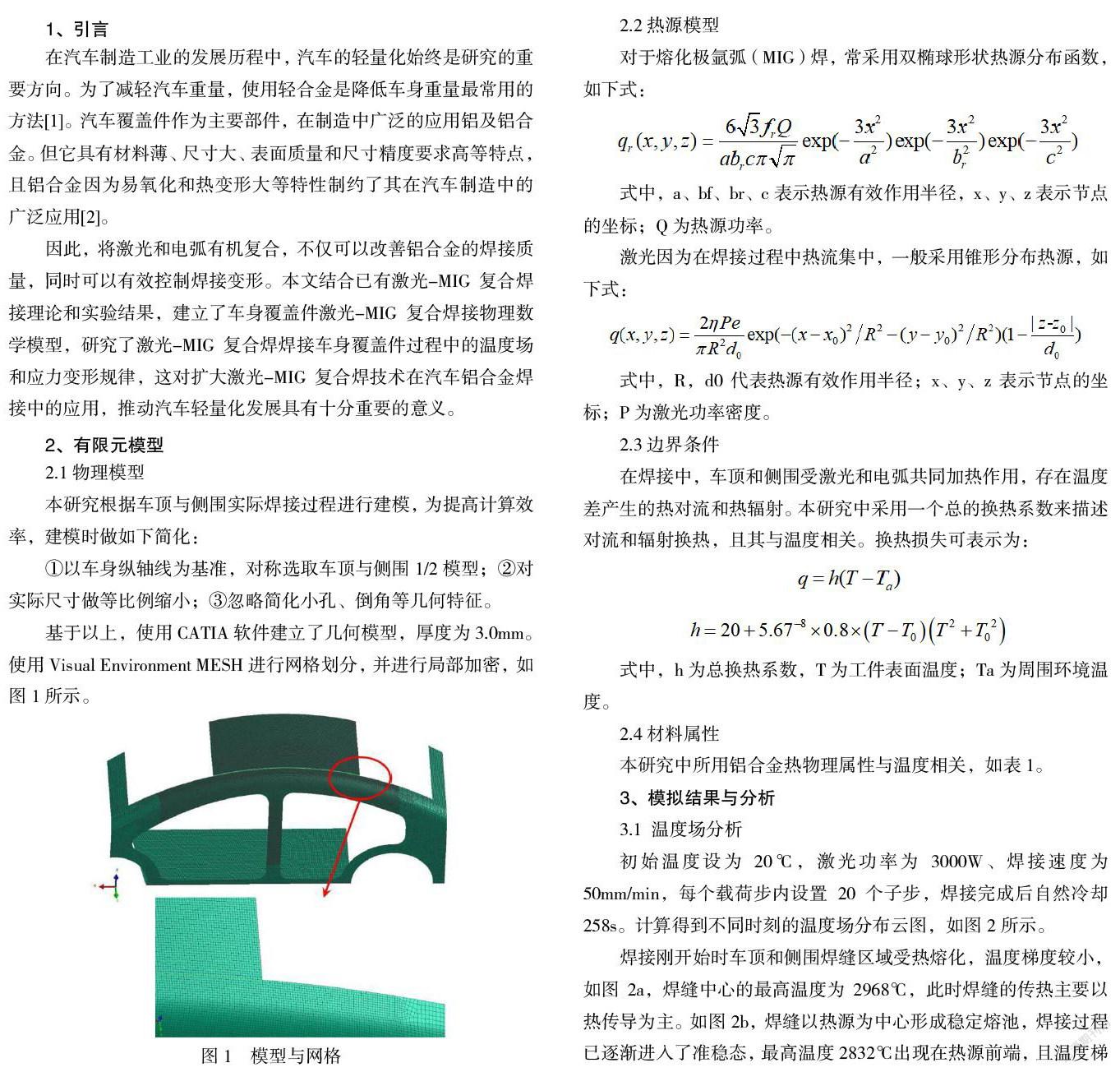
本研究根據車頂與側圍實際焊接過程進行建模,為提高計算效率,建模時做如下簡化:
①以車身縱軸線為基準,對稱選取車頂與側圍1/2模型;②對實際尺寸做等比例縮小;③忽略簡化小孔、倒角等幾何特征。
基于以上,使用CATIA軟件建立了幾何模型,厚度為3.0mm。使用Visual Environment MESH進行網格劃分,并進行局部加密,如圖1所示。
2.2熱源模型
2.3邊界條件
2.4材料屬性
本研究中所用鋁合金熱物理屬性與溫度相關,如表1。
3、模擬結果與分析
3.1 溫度場分析
初始溫度設為20℃,激光功率為3000W、焊接速度為50mm/min,每個載荷步內設置20個子步,焊接完成后自然冷卻258s。計算得到不同時刻的溫度場分布云圖,如圖2所示。
焊接剛開始時車頂和側圍焊縫區域受熱熔化,溫度梯度較小,如圖2a,焊縫中心的最高溫度為2968℃,此時焊縫的傳熱主要以熱傳導為主。如圖2b,焊縫以熱源為中心形成穩定熔池,焊接過程已逐漸進入了準穩態,最高溫度2832℃出現在熱源前端,且溫度梯度明顯大于后端,這是由熱源移動快、前端激光加熱光斑半徑小所致。如圖2c,熱源前、后端溫度梯度進一步增大,熱影響區范圍有所增大。
3.2 應力和變形分析
本研究在車身縱向對稱面上施加對稱約束,在底板施加三個方向上的固定約束,以約束模型平動和轉動。
不同時刻的等效熱應力如圖3a,上表面的熱應力沿焊縫方向分布密集,最大應力在熱源前端,約為48MPa;下表面最大熱應力在焊縫中心兩側,約為53MPa,且高于上表面,這是因為焊接路徑不規則,焊接處是弧狀,下表面受熱可膨脹范圍小于上表面,因此更容易出現應力集中。如圖3b,最大應力出現在側圍邊緣靠近焊縫,約為72 MPa。如圖3c,基本完成了車頂的焊接,此時焊接應力峰值237 MPa。
焊接完成后的變形分布,如圖3d-f,X方向上最大變形位移4mm出現在底盤上,并沿著車柱分散,這是因為底盤為固定約束,焊接時候受到較強拉應力所致。Y方向上最大變形位移15mm出現在底盤前段,沿著底盤和側圍均勻分散。Z方向上焊接變形沿著焊縫兩側且沿著車頂和車柱兩側分布較為明顯,最大變形位移13mm出現在底盤靠側圍方向位置,且沿著車柱和側圍均勻分布,這對降低焊接殘余應力峰值是有益的。
4、結論
本研究利用SYSWELD軟件獲得了鋁合金車身覆蓋件激光-MIG復合焊接的溫度場和應力場仿真結果,得到以下結論:
(1)溫度場不沿焊縫中心線對稱分布,側圍溫度偏高;因為激光光斑集中的原因,導致焊縫區域的最高溫度出現在熱源前端。
(2)應力和應變結果顯示焊縫下表面平均熱應力高于上表面,且與上表面最大應力相差5 MPa;焊接變形沿著焊接線兩側,且沿著車頂和車柱兩側分布較為明顯。
參考文獻:
[1]許瑞麟,朱品朝,于成哉,等.汽車車身焊接技術現狀及發展趨勢[J].電焊機,2010,40(005):1-18.
[2]牛全峰,李世紅,楊學智.汽車材料的應用與發展[J].現代零部件,2012,08(No.109):24-26.
基金項目:成都航空職業技術學院自然科研項目(06211039)
