汽車配件加工的透射式紅外鏡頭高精度定心裝調
2021-09-10 05:19:56任乾洋
內燃機與配件 2021年12期
任乾洋
摘要:本文針對汽車配件加工的透射式紅外鏡頭高精度定心裝調,采用理論結合實踐的方法,先分析了透射式紅外鏡頭雙向定心的機理,接著探討了透射式紅外鏡頭高精度定心裝調關鍵技術的應用要點,最后提出汽車配件加工透射式紅外鏡頭高精度定心裝調的方法。分析結果表明,車在鏡頭對加工和安裝的精度要求非常高,早期單向定心儀,只能對反射鏡和可見光透鏡進行定心,具有很強的局限性,現已無法滿足汽車配件加工生產對透射式紅外鏡頭高精度定心裝調的需求,而采用雙向光學定心方法,則能有效滿足車載鏡頭加工和裝調高精度的要求,值得大范圍推廣應用。
關鍵詞:汽車配件;生產加工;透射式;紅外鏡頭
中圖分類號:U472.41? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文獻標識碼:A? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文章編號:1674-957X(2021)12-0093-02
0? 引言
在我國汽車事業飛速發展的背景下,高精度、透射式紅外車載鏡頭被廣泛應用到汽車生產中,大大提升了汽車的性能和駕駛操作的安全性。但同時也對透射式紅外鏡頭的定心裝調提出了更高的要求,傳統單向定心儀具有很大的局限性,難以滿足車載鏡頭在發射和空間環境下的使用要求,限制了我國汽車生產事業的發展。雙向光學定心方法的出現有效解決了這一問題,而且裝調效率和精度更高,具有良好的發展前景。基于此,開展此項技術在汽車配件加工透射式紅外鏡頭高精度定心裝調中分析研究就顯得尤為必要。
1? 透射式紅外鏡頭雙向光學定心的機理
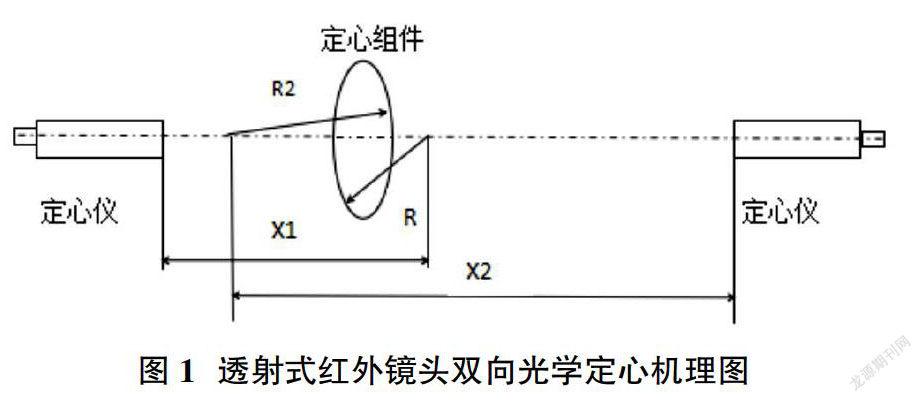
透射式紅外鏡頭雙向光學定心的主要機理是以透鏡光軸為基準,利用放射旋轉測量方法來精細化的測量球心偏,通過光學的反射定律可知,其入射角和反射角相同,如果光線沿著法線入射,則會原路返回,按照該原理,從相對180°方向,用兩臺定心儀,同時測量透射式紅外鏡頭的兩個球心像,再按照測量結果,來重復多次的調整兩球心像相對軸線的位置,就能找到透射式紅外鏡頭裝調時最為理想的光軸,再通過精密機械神加工之后,就能形成高品質、高精度的透射式紅外鏡頭。具體的透射式紅外鏡頭雙向光學定心機理如圖1所示。
圖1中,R和R2分別表示透射式紅外鏡的曲率半徑,X1和X2則分別表示,定心儀的工作距離。按照圖1所示的原理,在透射式紅外鏡頭高精度裝調中采用雙向光學定心方法,不但有效解決任意波段透鏡的光學定心加工,而且具有比單向光學定心加工更加廣泛的應用范圍。
2? 透射式紅外鏡頭高精度定心裝調關鍵技術的應用要點
2.1 前期準備
為在透射式紅外鏡頭高精度定心裝調中,發揮出雙向光學定心技術的最大優勢,需要提前做好各項準備工作,主要包括以下內容:
一是按照透射式紅外鏡頭高精度定心裝調的要求,建立起保證雙向光學定心質量的過程控制信息。
二是明確汽車配件加工中時光學配件和機械零件裝配信息。
三是選擇雙向光學定心和汽車配件的裝調工藝,并形成工藝流程。
四是按照工裝、夾具等加工裝調精度及質量的要求,選擇相應的儀器和設備。
五是確定好汽車配件精密機械加工的的尺寸。
2.2 球心相工裝設計和調整
在采用雙向光學定心進行透射式紅外鏡頭高精度定心裝調試,需要設計出專用的球心像調整工裝,和單向光學定心加工相比,雙向光學定心加工時球心像調整工裝中心需要預留出相應的通光孔,以保證能夠實現雙向觀測和自由度調整。在整個應用過程中,無需進行第二面球心像位置計算,通過調整R1和R2的距離,就能實現專用工裝的重復調整,以得到最為理想的光軸。
2.3 透射式紅外鏡頭高精度定心裝調
將經過精密機械加工之后的汽車配件,經過雙向光學定心調整之后,安裝到經過定心加工之后的鏡筒中,就能得到一個完整的透射式紅外鏡頭。在透射式紅外鏡頭高精度定心裝調中,需要通過不斷調整鏡頭焦距、星點等光學指標,并加強檢測,以保證每個步驟都符合要求,就能得到一個質量達標的完整鏡頭。
在透射式紅外鏡頭高精度定心裝調中影響雙向光學定心加工精度的因素主要有三個方面:其一是車床主軸的晃動情況;其二是光學定心儀的精度;其三是測量誤差。其中車床主軸的晃動情況可通過選擇高精度緊密車床的方法來解決,保證車床主軸晃動量在0.0005mm以下,即可滿足透射式紅外鏡頭高精度定心裝調對精度要求。而針對光學定心儀的精度和測量誤差,要通過合理轉向顯微鏡組的焦距內調焦組的焦距等合理調整,以便更好的開展誤差。
3? 汽車配件加工透射式紅外鏡頭高精度定心裝調的方法
3.1 合理設計光機結構件
光機結構件主要有兩部分共同組成:其一是鏡框,其二是鏡筒。在鏡框設計中,需要按照雙向光學定心機理,設計出一種特殊的鏡框。先用4個螺栓孔,固定好透鏡組建,然后再通過2個銷釘孔,對透鏡組件進行重復定位,以保證汽車配件加工透射式紅外鏡頭高精度定心裝調的精度。
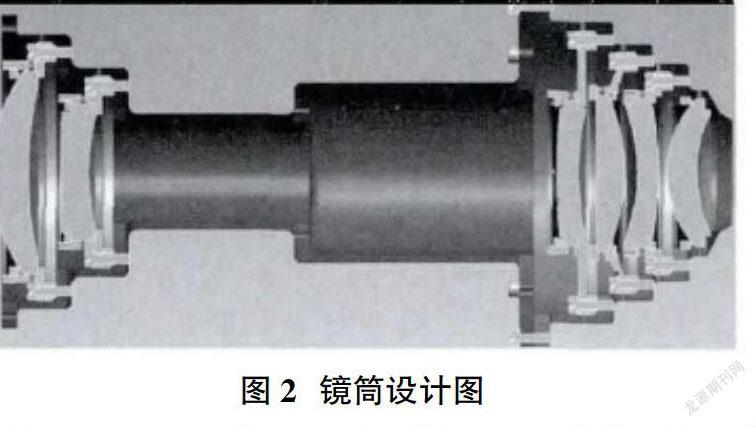
而在鏡筒設計中,為提升透鏡組件安裝的便捷性及精度,可將鏡筒設計成兩部分,具體情況如圖2所示。
從圖2中可以看出,汽車配件加工透射式紅外鏡頭高精度定心裝調中鏡筒分為前后兩部分,由6個透鏡組件共同組成,除最后一片直接安裝之前,其余5個透鏡組件,都通過法蘭和鏡筒連接成一個整體。在精通內側均勻布置4個螺紋孔,其主要作用是調整透鏡很透鏡組件的徑向平移,透鏡和透鏡之間可通過修磨調整墊片進行有效控制。
3.2 透射式紅外鏡頭高精度定心裝調步驟
透射式紅外鏡頭高精度定心裝調是一項非常復雜的工作,涉及到的內容比較多,環節多,任何一個細節控制不當,都會影響整個裝調的精度以及車載鏡頭使用的效果,為最大限度上提升透射式紅外鏡頭高精度定心裝調精度,需要保證每個步驟都符合設計要求。
第一步,計算機輔助裝調。先用高精度干涉儀來測量每個透鏡的面形;再用干涉儀和光柵尺相互配合方法,精確測量每個透鏡的曲率半;接著通過三坐標測量機來測量每個透鏡的中心厚度;然后將測量到的結果全部深入到計算機光學系統軟件中進行分析;最后計算機軟件系統的分析結果,優化透鏡和透鏡之間的距離,確定最佳的距離,為后期精調奠定良好的基礎。
第二步,對第一透鏡組件進行定心處理。先將設計好的鏡筒固定在轉臺之上,用2個千分尺檢測的鏡筒的外圓和端面基準,按照具體的測量結果進行適當的傾斜和平移調整,直到千分尺的跳動量低于0.02mm。然后在布置好的定心儀上光路、下光路之上,分別找到第一個透鏡上下兩個鏡面的反射球心像,緩慢轉動轉臺,測量兩個球心像的晃動量,利用鏡筒中提前布置好的4個螺紋孔精細化調整第一透鏡組件的徑向。最后在鏡框和鏡筒相互接觸的面上利用墊片調整透鏡組件的傾斜度,直到透鏡上下兩個面的球心像晃動量都小于5″之后,及時擰緊第一透鏡組件和鏡筒之間的連接螺釘,但螺釘擰緊過程中需要注意保持兩個球心像不動,通過輕輕拍打鏡框和鏡筒之間的銷釘定位第一透鏡。
第三步,對第二透鏡組件進行定心處理。當第一透鏡組件裝調結束之后,要先松開鏡框和鏡頭之前的螺釘,取出第一透鏡組件,安裝第二透鏡組件和墊片。此后鏡筒的每個透鏡組件,都采用上述流程進行定心處理。最后等全部透鏡組件都裝調結束之后,就完成了透射式紅外鏡頭高精度定心裝調中的鏡頭裝調工作。
第四步,對接前后鏡筒。當各透鏡組件都安裝結束之后,要及時進行鏡筒之間定位銷釘的安裝,之后將前后的螺釘全部鎖緊。再利用專用的工裝將鏡筒安裝到定心設備的轉臺之上,并用千分表測試鏡筒的外圓基準和端面基準的跳動情況,通過調整轉臺促使鏡筒的跳動情況都低于0.02mm。再用定心儀的上光路和下光路分別找到第一透鏡上表面和第六透鏡下表面的球心像,測量晃動量。
3.3 誤差分析
誤差透射式紅外鏡頭高精度定心裝調中必須控制的問題,在整個定心裝調過程中涉及到的誤差包括:千分表誤差、轉臺誤差、定心儀誤差、透鏡組件誤差、銷釘誤差。
千分表誤差影響因素有轉臺晃動、鏡筒晃動等。為保證透射式紅外鏡頭高精度定心裝調的精度,在每個透鏡組件定心之前,都需要對鏡筒的端面和外圓進行重新測量。如果鏡筒的外徑為100mm,則千分表的精度應為0.001mm,就汽車配件加工車載鏡頭而言,鏡頭會形成的傾斜誤差M1約為2″;轉臺每轉動一周,其軸系的晃動誤差M2約為1″;定心儀標稱誤差約為0.2″,但定心儀在工作中容易受到環境的影響,實際誤差可能比較大,其誤差M3通常為1″;透鏡組件的調整誤差和雙向光學定心系統的公差要求密切相關,其實際誤差M4為1″;銷釘在透鏡組件完成定心測量之后需要取出,再次安裝時需要重新定位,多次重復定位誤差會發生累積,其誤差M5約為3″。
透射式紅外鏡頭高精度定心裝調中鏡頭由6個透鏡組件共同組成,需要用千分表對鏡頭的端面和外圓至少進行6次測量,其中5個透鏡組件需要重復安裝單位,還涉及到一次對接操作,則最大誤差可用以下公式來計算:
將M1~M5的數值代入到此公式中,可知汽車配件加工的透射式紅外鏡頭高精度定心裝調的最大誤差為18″。通常情況下,射式紅外鏡頭高精度定心裝調的公差,要比光鏡頭定心裝調的要求松,通常在30″~1′之間,因此,采用雙向光學定心法,可滿足射式紅外鏡頭高精度定心裝調公差的要求。
4? 結束語
綜上所述,本文采用理論結合實踐的方法,分析了汽車配件加工的透射式紅外鏡頭高精度定心裝調,分析結果表明,車載透射式紅外鏡頭對定心裝調精度的要求非常高,采用雙向光學定心法,能夠實現對每個透鏡組件重新定位,而且定位精度遠遠大于單向光學定心的精度。此外,其系統結構性能能夠有效滿足力學振動的條件,能夠適應不同的環境,具有良好的發展情景和推廣應用。
參考文獻:
[1]葛琳琳,王世先,張瑞,等.基于硫系玻璃的光學被動式紅外無熱化鏡頭設計[J].紅外,2020,41(02):9-14.
[2]陳凱鑌.機械加工工藝對汽車零部件精度的影響研究[J].內燃機與配件,2019(023):113-114.
[3]李向春,毛志偉,陳記超,等.新型相貫線焊接機器人設計與研究[J].熱加工工藝,2019(05):233-237.