加氫反應器用 2.25Cr-1Mo-0.25V鋼焊條的研制
2021-09-10 07:22:44范陽陽繆興平楚成剛
電焊機 2021年1期
范陽陽 繆興平 楚成剛

摘要:加氫反應器用2.25Cr-1Mo-0.25V鋼配套焊接材料長期依賴進口,針對2.25Cr-1Mo-0.25V鋼焊條進行配方研制。焊條采用鋼芯過渡合金方式,C、Si、Mn、Cr、Mo、V、Nb等合金元素全部通過高純凈度合金鋼芯過渡,在不同電流水平下均能夠獲得成分穩定的高純凈度焊縫金屬。焊條藥皮的配方設計采用高堿度低氫配方渣系,具有良好的焊接工藝性。焊條擴散氫含量達到H4超低氫水平,在不低于150 ℃的預熱溫度下進行焊接,能有效抵抗冷裂紋。工藝評定結果顯示,在不同熱處理狀態下,焊條的室溫拉伸、高溫拉伸、-30 ℃夏比沖擊、側彎、硬度、回火脆化等試驗結果均可滿足2.25Cr-1Mo-0.25V鋼焊材技術要求,特別是低溫沖擊韌性的穩定性較好,未出現離散低值。鋼芯過渡合金的配方設計方式,保證了整個焊道成分和組織均勻性,是保證整個接頭獲得穩定性能的關鍵。
關鍵詞:2.25Cr-1Mo-0.25V鋼;焊條;合金鋼芯;沖擊韌性
中圖分類號:TG422.1? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)01-0023-05
DOI:10.7512/j.issn.1001-2303.2021.01.03
0? ? 前言
加氫反應器是石油煉化裝備加氫裂化工藝的核心裝備,通常工作在高溫、高壓、充氫環境下,成品壁厚可達350 mm以上,單臺噸位超過3 000 t,代表了高端裝備設計和制造的最高水平。
加氫反應器技術水平的進步離不開耐熱鋼的發展。目前,2.25Cr-1Mo-0.25V鋼是加氫反應器的首選材質。通過添加V-Nb元素,鋼材的強度與2.25Cr-1Mo鋼相比進一步提高,高溫蠕變斷裂性能有所改進,能夠有效減小加氫反應器結構壁厚,并且抗氫剝離、抗氫腐蝕以及耐回火脆化的能力進一步提高[1]。
國內以一重、二重等企業為代表的裝備制造企業已經解決了2.25Cr-1Mo-0.25V鋼大型鍛件的均勻化、致密化和各向同性難題,并且具備了世界一流的加氫反應器制造能力。然而,制造過程所需的配套焊接材料卻長期依賴進口,成為制約加氫反應器制造完全國產化的關鍵環節[2]。2.25Cr-1Mo-0.25V鋼配套焊接材料的國產化開發,一方面能夠填補加氫反應器制造產業鏈的空白,另一方面能夠降低制造企業的焊材采購成本及周期。為此,進行了加氫反應器用2.25Cr-1Mo-0.25V鋼焊條的研制。
1 配方設計
1.1 技術難點
2.25Cr-1Mo-0.25V鋼焊條成品主要技術難度如下:(1)多種熱處理條件下,焊縫金屬同時滿足焊材技術條件對于室溫拉伸性能、高溫拉伸性能、低溫沖擊韌性、硬度、側彎、耐回火脆化等性能的要求;(2)焊縫金屬純凈度高, P、As、Sn、Sb等痕量元素嚴格受控;(3)良好的焊接工藝性及抗裂性。
目前,國內企業在使用進口焊材過程中,同時完全滿足上述要求也具有一定的困難,特別是-30 ℃低溫沖擊韌性容易出現離散低值[3]。產品性能的穩定性對焊條設計的合金過渡均勻性、微合金強韌化穩定性都提出了極高的要求。
1.2 配方設計
為了針對性地解決上述難點,國產焊條(牌號XY-ECr2MoV)在配方設計中采取了如下措施:
(1)焊條采用鋼芯過渡合金方式。C、Si、Mn、Cr、Mo、V、Nb等合金元素全部通過焊條的鋼芯過渡,確保不同焊接條件下均能夠獲得成分均勻穩定的焊縫。傳統的低合金鋼焊條設計時,多采用碳鋼鋼芯,通過在藥皮中添加合金顆粒完成合金過渡,制造成本和技術難度低,但是,焊接電流的波動、焊接位置變化、合金原材料的粒度和成分穩定性都會極大影響合金的燒損和過渡,焊縫成分整體波動大,局部均勻性差。
(2)焊條鋼芯采用專用高純合金鋼芯,向焊縫過渡合金的同時,嚴格控制S、P、Sb、Sn、As、Pb、Bi等有害元素,保證焊縫金屬的高純凈度。
(3)焊條藥皮的配方渣系設計采用高堿度低氫配方。藥皮配方采用CaCO3-MgCO3-CaF2-SiO2為主的渣系。多種碳酸鹽聯合應用并優化含量配比,不同CO2氣體分解溫度的組合使焊條具備良好的吹力,多種分解產物進入熔渣后調節熔渣流動性并使凝固后渣殼具備良好的脫渣性,保證良好的焊接工藝性。
完成了φ3.2 mm、φ4.0 mm和φ5.0 mm多種規格的焊條開發,并選擇規格最大的φ5.0 mm焊條,按照加氫反應器用2.25Cr-1Mo-0.25V焊材技術要求開展全面評估。
2 焊條使用性評估
2.1 焊接工藝性
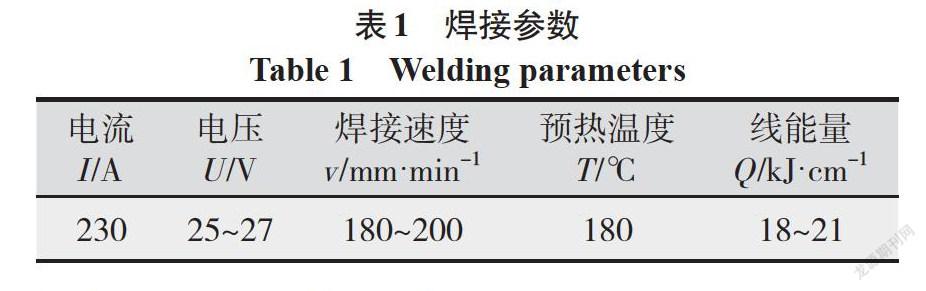
對于φ5.0 mm規格的焊條,推薦電流范圍為190~240 A。選擇制造廠常用的較大規范,在2.25Cr-1Mo-0.25V母材試板中進行試驗,焊接電源極性為直流,焊接參數如表1所示。
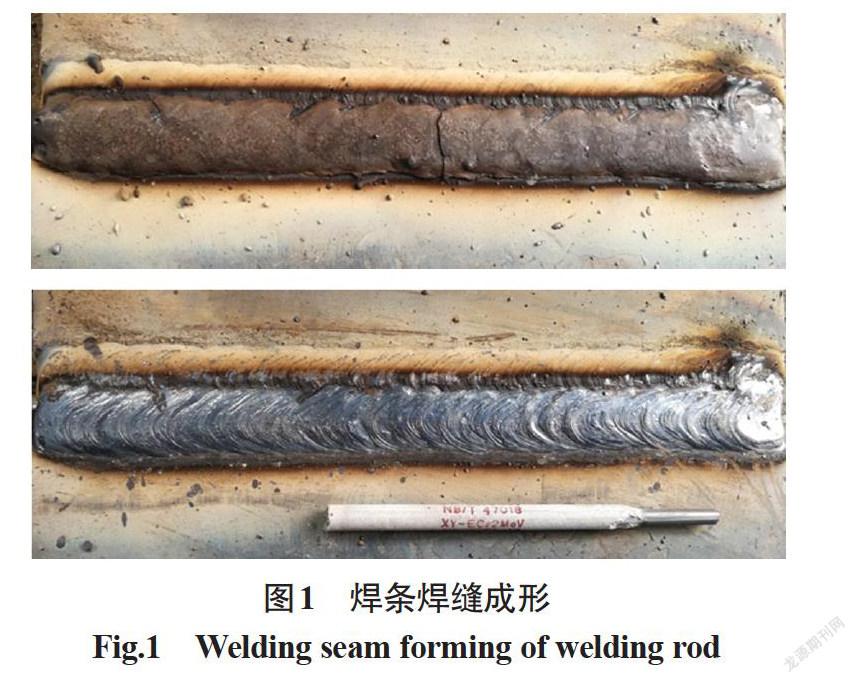
焊條脫渣前和脫渣后的焊縫成形如圖1所示。 焊接后渣殼自動翹起并斷裂,整體自動脫渣。脫渣后焊縫表面呈青色金屬光澤,魚鱗紋均勻,焊縫邊緣飛濺較少。焊條具有良好的焊接工藝性。
2.2 冷裂紋敏感性
焊接冷裂紋的主要影響因素為殘余擴散氫含量、淬硬組織和殘余應力。其中,擴散氫主要來源于焊接材料,而淬硬組織產生主要與焊接接頭的化學成分和焊接過程的熱循環有關[4-5]。
采用德國布魯克G4 Phoenix DH擴散氫測試儀測試了焊條的擴散氫,含量為2.9 mL/100 g,符合H4超低氫要求。
按照ISO 17642-2-2005《金屬材料焊接的有損試驗 焊接的冷裂試驗 弧焊工藝 第2部分自束試驗》進行了斜Y型坡口鐵研式焊接裂紋試驗,評定焊縫及熱影響區冷裂紋的敏感性,試驗母材為2.25Cr-1Mo-0.25V鋼。分別在預熱 150 ℃、180 ℃和 200 ℃條件下進行試驗,每種條件下焊 2 塊試件。
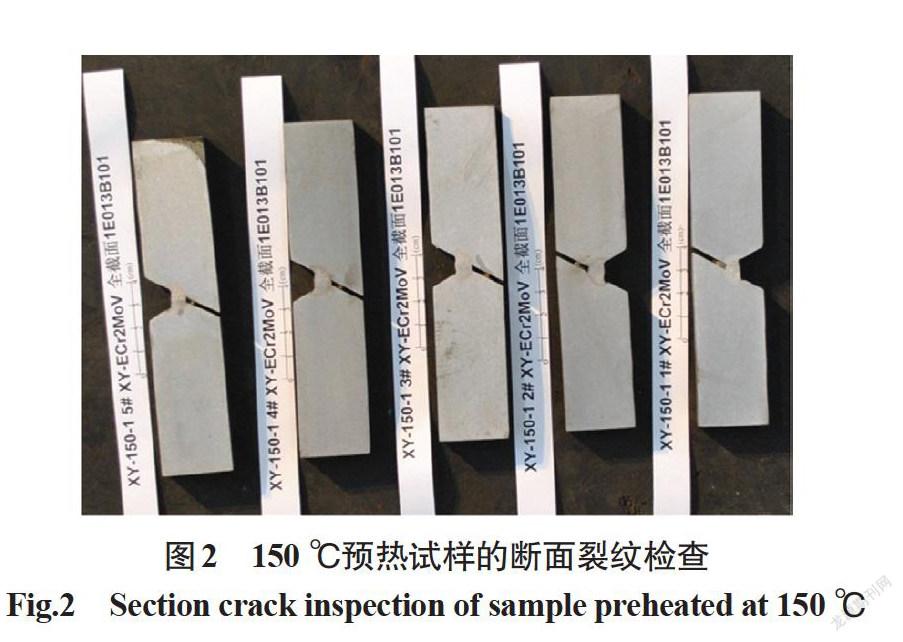
試樣焊接完成后置放48 h,對焊縫表面采用肉眼及PT檢測,3組試樣的焊道表面均未發現裂紋,表面裂紋率為0。對焊縫斷面進行線切割加工,每個試樣取5個斷面磨平并腐蝕后觀察其斷面裂紋。3組試樣的斷面均未發現裂紋,其中預熱溫度最低的一組(150 ℃)試樣的斷面檢查結果如圖2所示。
由圖2可知,在不低于150 ℃的預熱溫度下進行焊接,能有效抵抗冷裂紋的發生。根據2.25Cr-1Mo-0.25V制造工藝,產品制造時預熱溫度不低于180 ℃,焊條冷裂紋敏感性可滿足現場制造工藝的需要。
2.3 焊縫成分穩定性
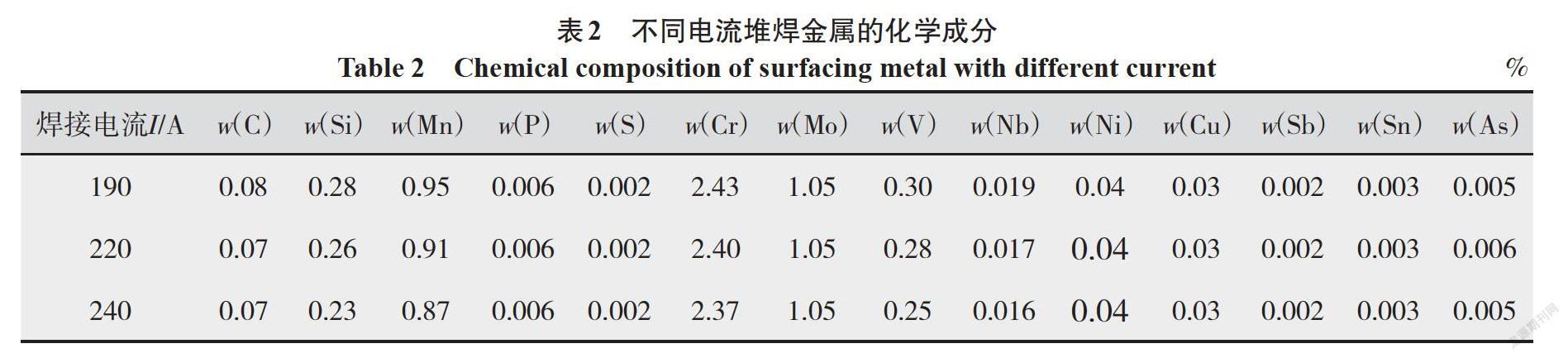
分別在190 A、220 A、240 A焊接電流下堆焊純熔敷金屬,直讀光譜成分分析結果如表2所示。
隨著焊接電流的增加, C-Si-Mn-Cr等與O親和力大于Fe的元素的燒損均有所增加,焊縫主要合金元素的含量均有一定程度的降低。但是,由于焊條的合金過渡全部來源于合金鋼芯,電流條件變化對合金過渡過程影響較小,焊縫合金元素波動幅度有限。從痕量元素來看,采用高純凈度鋼芯的焊縫金屬中,P、As、Sn、Sb等雜質元素完全受控,有利于焊縫的沖擊韌性以及耐回火脆化性能。
3 焊條性能評估
按照NB/T 47014承壓設備焊接工藝評定及加氫反應器用2.25Cr-1Mo-0.25V鋼焊接材料技術要求,于制造廠完成了φ5.0 mm規格焊條的工藝評定,焊縫金屬的各項指標均達到技術要求。
3.1 試驗材料及檢測項目
試驗鋼板使用2.25Cr-1Mo-0.25V鍛件,加工為
500 mm×200 mm×40 mm規格試板后組合焊接坡口,坡口根部間隙18 mm,坡口角度30°。按照表1中焊接參數完成了4對試板的焊接。按照2.25Cr-1Mo-0.25V鋼焊材技術條件,進行最小熱處理(705±
14 ℃×8 h)以及最大熱處理(705±14 ℃×32 h)。焊縫金屬的力學性能試驗部分包括:室溫拉伸、高溫拉伸、-30 ℃夏比沖擊、硬度、側彎、回火脆化評定。
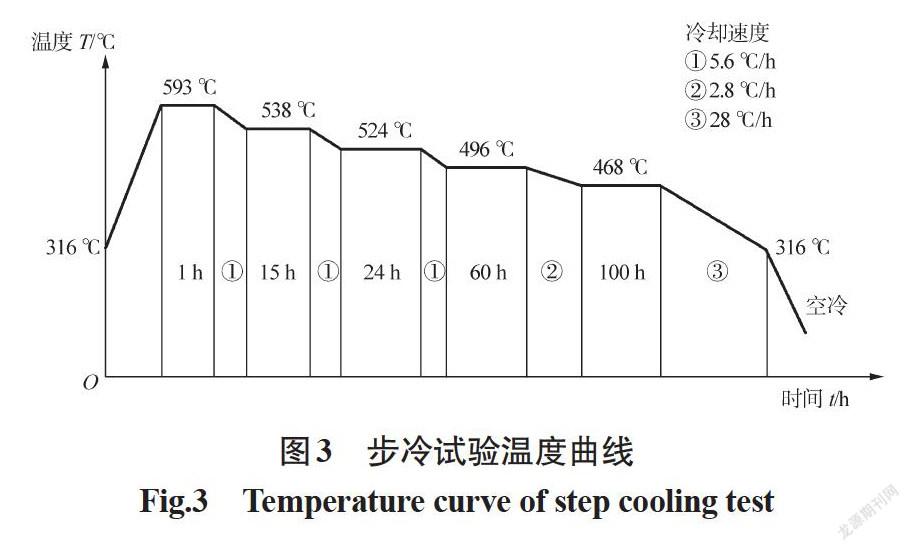
回火脆化試驗是對焊縫金屬進行步冷試驗以判斷其回火脆化的敏感性[6]。步冷前和步冷后各取8組不同溫度下的沖擊試驗試樣,每個溫度下進行3個試樣的沖擊試驗,繪制轉變溫度曲線并計算回火脆化評定結果。其中,步冷前為最小熱處理狀態下的試樣,步冷后為最小熱處理狀態試樣進一步按照步冷溫度曲線完成回火脆化試驗的試樣,步冷試驗溫度曲線如圖3所示。
3.2 試驗結果
焊接過程中,焊條成形及脫渣性良好。試板焊接完成后,按照JB4730-2005標準進行了RT探傷,均為Ⅰ級合格,未見氣孔、夾渣、未熔合等焊接缺陷。
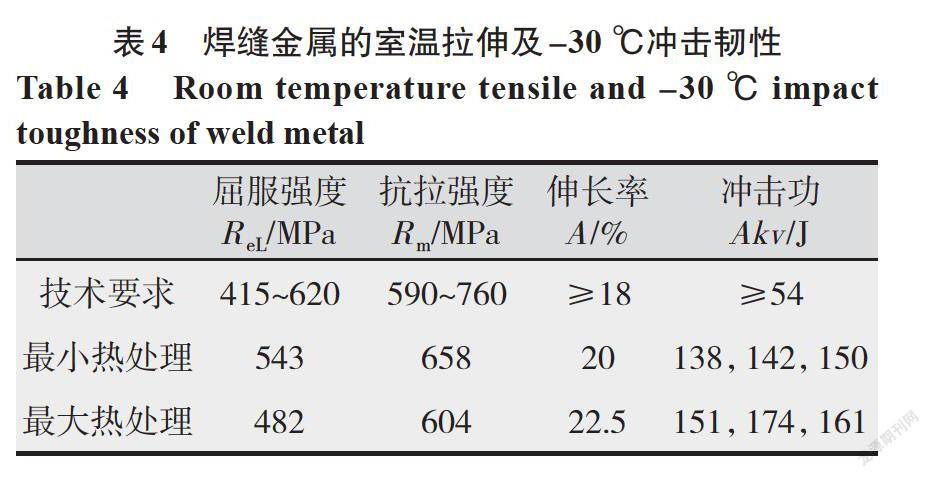
評定試板的T/2位置焊縫金屬的化學成分如表3所示,與堆焊金屬成分基本一致。最小熱處理和最大熱處理后,T/2處焊縫金屬的室溫拉伸試驗及-30 ℃夏比沖擊試驗的結果如表4所示。從試驗結果可以看出,焊縫金屬符合2.25Cr-1Mo-0.25V鋼焊材技術條件,具有較大的室溫強度和低溫沖擊韌性裕度,特別是低溫沖擊韌性的穩定性較好,未出現離散低值。
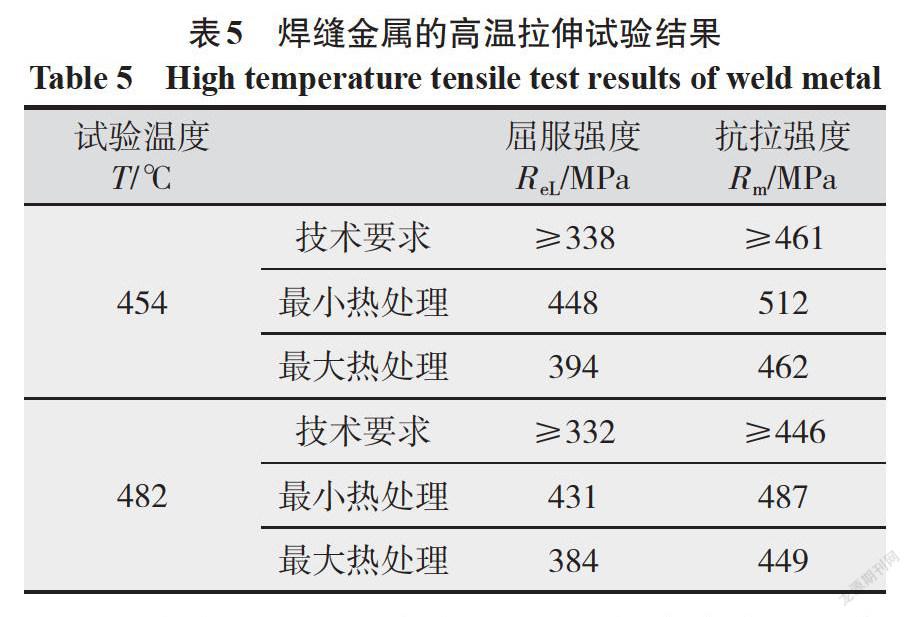
按照2.25Cr-1Mo-0.25V鋼加氫反應器常用的設計溫度454 ℃和482 ℃進行T/2處純焊縫金屬高溫拉伸試驗,結果如表5所示,滿足技術條件要求。
最小熱處理和最大熱處理后,焊接接頭的4倍彎頭180°側彎試樣共4件均未發現裂紋。焊接接頭的硬度分布僅考核最小熱處理狀態,焊縫的多點HV10硬度分布于195~209之間,滿足HV10≤248的技術要求。
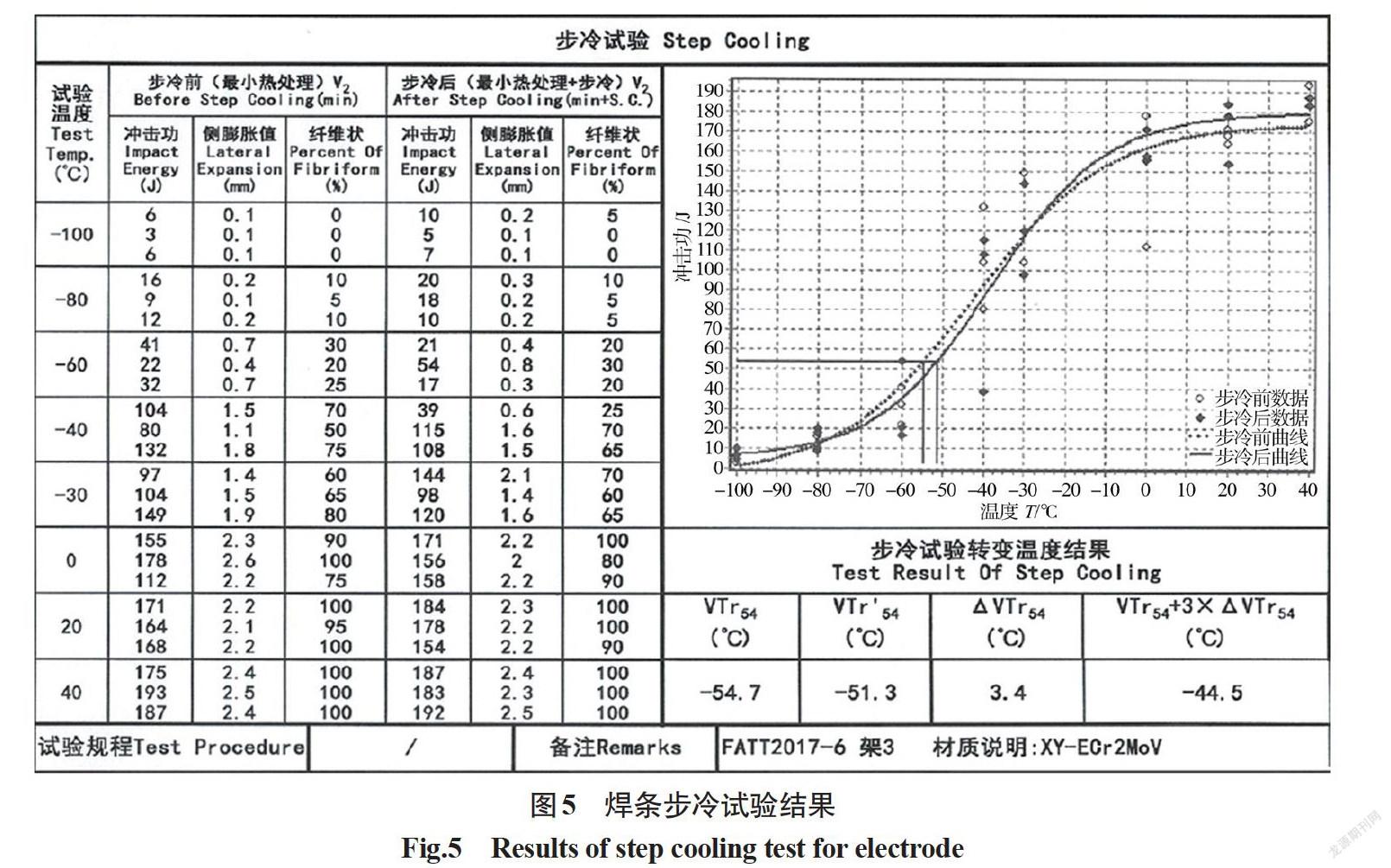
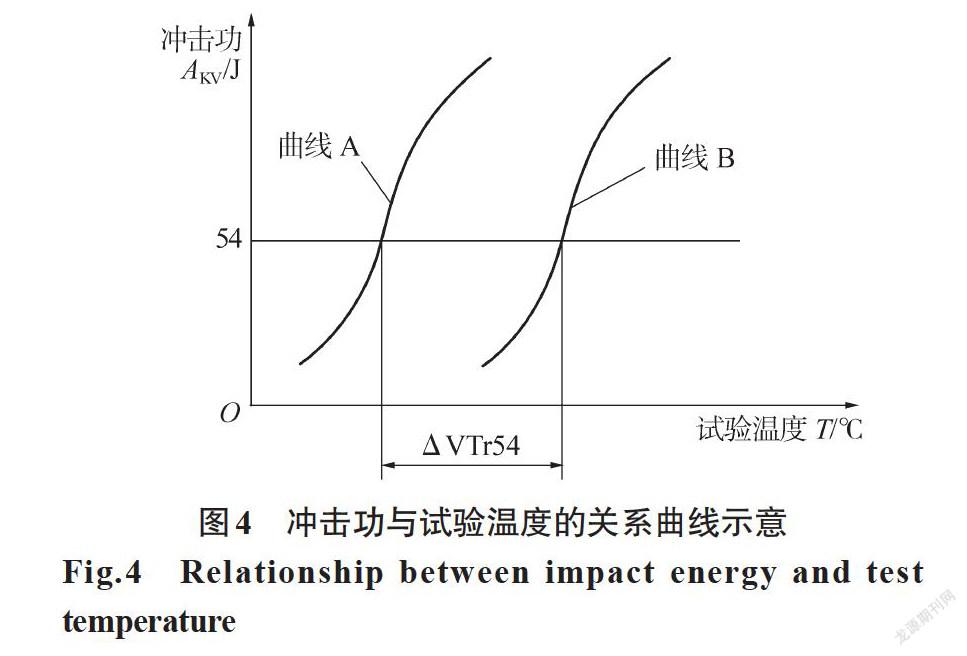
按照圖2所示的2.25Cr-1Mo-0.25V鋼焊材步冷試驗程序,完成了焊縫金屬的回火脆化試驗,并分別繪制步冷前和步冷后的沖擊功轉變溫度關系曲線,試樣經分步冷卻脆化處理后應滿足式(1)要求:
VTr54+3ΔVTr54≤0℃? ? ? ? ? ? ? ? ? ? ?(1)
式中 VTr54為步冷前沖擊功為54 J時相應的轉變溫度;ΔVTr54為步冷后沖擊功為54 J時相應的轉變溫度增量,如圖4所示,圖中曲線A和曲線B分別為步冷前和步冷后的沖擊功與試驗溫度的曲線。
焊縫金屬的回火脆化試驗結果如圖5所示。可以看出,焊縫金屬經過長時間熱循環后的脆化傾向不明顯,具有良好的耐回火脆化性能。
4 分析與討論
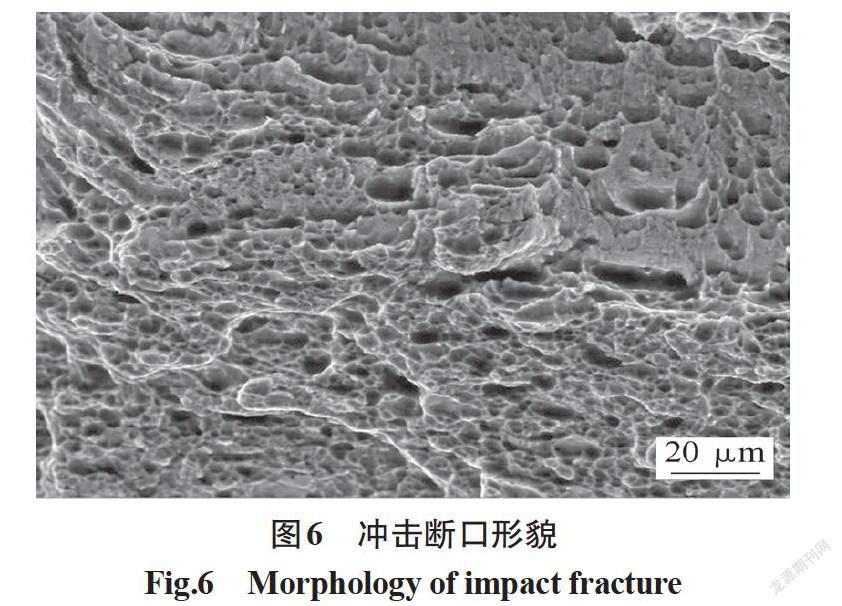
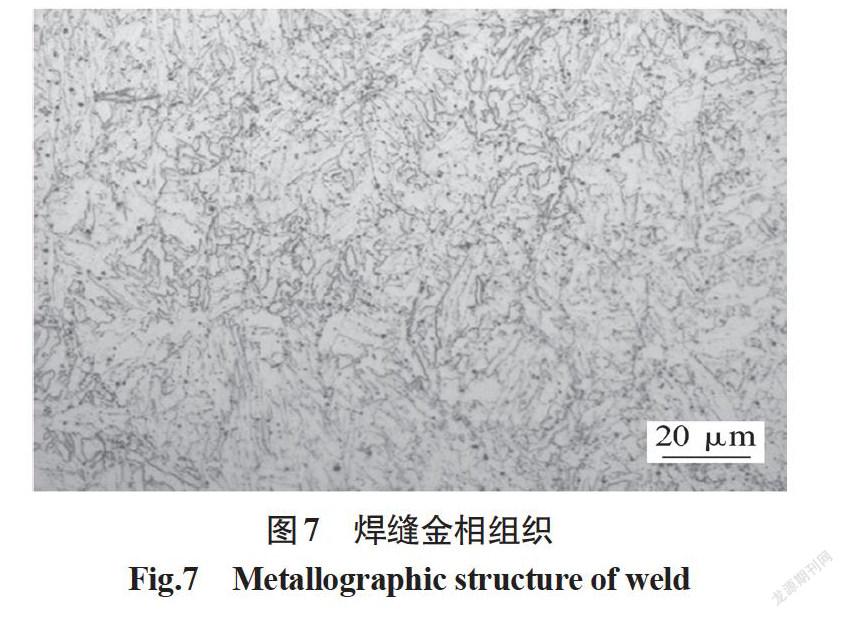
XY-ECr2MoV焊條的各項性能結果均符合技術要求,特別是在最小和最大熱處理狀態下,焊縫金屬均具有穩定的沖擊韌性。最小熱處理后的沖擊斷口形態如圖6所示。從沖擊斷口形貌來看,呈韌窩分布特征,斷裂區域的微觀組織為塑性破壞,與焊縫的高塑韌性檢測結果一致。
對沖擊試樣的金相組織進行了分析,如圖7所示。焊縫金屬為均勻的回火貝氏體組織,殘留M/A島元組織在鐵素體基體上呈現無序分布特征,在沖擊過程中能夠有效延緩裂紋的擴展,因此使焊縫金屬表現出良好的強度和塑韌性特征[7]。
由于焊條采用合金鋼芯過渡,熔滴形成及過渡過程受焊接過程中電流波動的影響小,能夠在整個焊道上獲得均勻穩定的成分及微觀組織,因此有效避免了同一組沖擊試驗中出現離散低值的現象。
5 結論
(1)完成了國產2.25Cr-1Mo-0.25V鋼焊條XY-ECr2MoV的配方設計。焊條鋼芯采用高純凈合金鋼芯,不同電流水平下焊縫合金過渡穩定。焊條藥皮的配方渣系設計采用高堿度低氫配方渣系,焊條擴散氫含量達到H4超低氫水平。
(2)焊條具有良好的焊接工藝性,焊后自動脫渣,成形規則。斜Y型冷裂紋試驗結果表明,焊條在不低于150 ℃的預熱溫度下進行焊接,能有效抵抗冷裂紋的發生。
(3)在不同熱處理狀態下,焊條的室溫拉伸、高溫拉伸、-30 ℃夏比沖擊、側彎、硬度、回火脆化等試驗結果均可滿足2.25Cr-1Mo-0.25V鋼焊材技術要求,特別是低溫沖擊韌性的穩定性較好,未出現離散低值。鋼芯過渡合金的配方設計方式,保證了整個焊道成分和組織均勻性,是保證整個接頭獲得穩定性能的關鍵。
參考文獻:
張穎,尚爾晶,谷文. 2.25Cr-1Mo和2.25Cr-1Mo-0.25V鋼加氫反應器材料和制造經驗[J]. 壓力容器,2014,31(12):73-78.
房務農,蔣軍. 壓力容器用國產化高端鋼材和焊材焊接性研究概況[J]. 電焊機,2020,50(9):134-146.
宋立平,孫榮祿,谷文,等. 加氫反應器用2.25Cr-1Mo-0.25V鋼埋弧焊焊縫的組織與力學性能[J]. 機械工程材料,2016,40(11):5-9.
孫咸.高強鋼冷裂紋啟裂位置判據與焊縫強度匹配的關系[J].電焊機,2020,50(1):21-28.
Kumar P G,Yu-ichi K. Diffusible Hydrogen in Steel Weldments-A Status Review[J]. Transactions of JWRI,2013,42(1):39-62.
馬韓韓,伏瑋,沈志鵬,等. 基于步冷試驗的2.25Cr-1Mo-0.25V鋼母材及焊縫回火脆化研究[J]. 壓力容器,2020,37(2):1-10.
Yakubtsov I A,Boyd J D. Bainite transformation during continuous cooling of low carbon microalloyed steel[J]. Materials Science and Technology,2001(17):296-301.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
制造技術與機床(2018年12期)2018-12-23 02:40:58
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24