304不銹鋼掃描激光焊接的 熔池流動行為及焊縫成形研究
2021-09-10 07:22:44謝小瓏李權洪母中彥黃安國
電焊機 2021年1期
關鍵詞:激光焊接
謝小瓏 李權洪 母中彥 黃安國

摘要:針對304不銹鋼掃描激光焊接過程中的熔池流動行為及焊縫成形進行了實驗和模擬研究。在研究中,通過考慮了小孔效應的三維瞬態模型和高速攝像平臺研究熔池的流動行為,結果表明:在焊接過程中,小孔會推動熔融金屬垂直于焊接方向流動,當熔融金屬撞擊熔池側壁時,存在溢出熔池的現象,當掃描頻率過高時,還會產生熔池飛濺的缺陷。此外,對不同掃描頻率和不同掃描寬度下的焊縫形貌進行了對比分析。結果表明:當掃描幅度及其他參數一定時,較低的掃描頻率對母材的作用效果更強烈;當掃描頻率及其他參數一定時,較小的掃描幅度對母材的作用效果更強烈。
關鍵詞:激光焊接;光束掃描;數值模擬;熔池流動;小孔效應
中圖分類號:TG456.7? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)01-0042-07
DOI:10.7512/j.issn.1001-2303.2021.01.06
0? ? 前言
掃描激光焊接技術(Laser scanner welding,LSW)是通過高速掃描振鏡進行快速振動,使激光束聚焦在工件表面形成所需的特定掃描軌跡,從而實現高效焊接的一種方法[1-2]。該技術可控能力強、焊接速度快、定位精準,焊接效率較傳統方法提升了數倍[3-4],被廣泛應用于汽車、航天以及電子制造業等領域[5-7]。但是,目前對掃描激光焊接過程物理機理的解釋明顯滯后于實際應用,特別是針對掃描激光焊接過程中熔池傳熱流動行為的研究尚未完全了解,工藝優化也缺乏指導。不穩定的熔池流動極易出現細長的小孔被劇烈振蕩的熔池封閉隔絕的現象,最終形成未焊透、氣孔等缺陷[8-11]。
在過去的幾十年中,無論是實驗方法還是數值模擬方法,激光焊接過程的金屬流動行為一直是廣泛研究的主題。Katayama 等人使用X射線透射成像觀察激光焊接過程,發現低沸點元素(Mg,Zn)的蒸發和小孔的不穩定性是造成焊接過程中熔池封閉隔絕的主要原因[12]。Müller等人發現過高的光束振蕩頻率和焊接速度會引起熔池振蕩,并產生氣孔[13]。Yamazaki等人在振蕩激光束的平板實驗上進行了一些實驗,結果證實光束的掃描方式對焊縫形狀有明顯的影響[14]。Wu等人的研究證明,垂直掃描可以改變激光焊接過程中的焊接表面形態并降低孔隙率[15]。上述研究提供了在掃描激光焊接中焊接缺陷產生的一些可能機理。然而,激光掃描焊接過程中的動力學行為還沒有得到很好的研究,仍然缺乏定量理解。
文中通過實驗觀察了激光掃描焊接過程中熔池熔融金屬的運動行為特征,并考慮振蕩激光束的動態熱源模型,建立不銹鋼掃描激光焊接的三維數學模型,利用仿真方法再現掃描激光焊接過程中熔池的動力學行為,最后結合實驗具體分析了不同焊接工藝參數對掃描過程熔池流動行為的影響。結果表明,熔池熔融金屬的流動情況與小孔密切相關;較低的掃描頻率和較小的掃描幅度對母材的作用效果較為強烈。本研究有助于增進對掃描激光焊接過程中熔池流動行為的理解,并指導焊接工藝參數的選擇。
1 實驗材料及方法
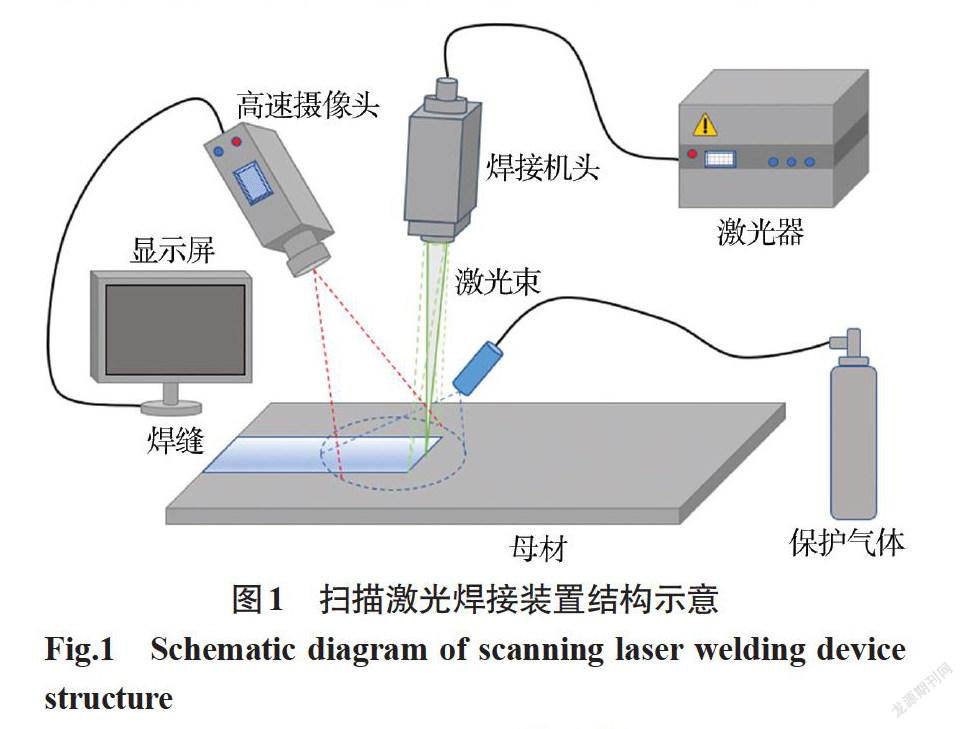
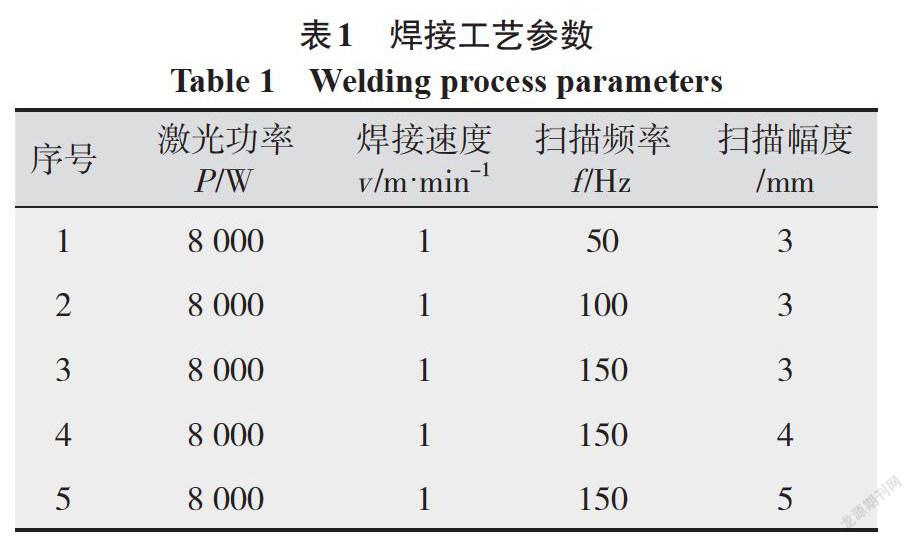
激光掃描焊接實驗設置示意如圖1所示。采用的304不銹鋼基板尺寸為200 mm×100 mm×5 mm。激光入射角為5°,激光熱源為光纖激光器(IPG YLS-10000,波長1 060 nm),激光聚焦半徑0.3 mm,保護氣體為流量15 L/min的工業純氬氣。研究設置了不同掃描頻率和不同掃描幅度的對照實驗,具體工藝參數如表1所示。實驗結束后進行線切割取樣,經磨光、拋光和腐蝕后,利用金相顯微鏡觀察試樣組織。
2 數學模型
為研究掃描激光焊接熔池流動行為,建立了考慮小孔效應和光束橫向掃描的激光焊接過程傳熱流動三維數學模型。在模型中,采用光線追蹤方法加載激光能量,采用Level-Set方法追蹤熔池界面,采用混合相模型處理固液相界面,并充分考慮表面張力、熱毛細力及反沖壓力等的作用。
2.1 控制方程
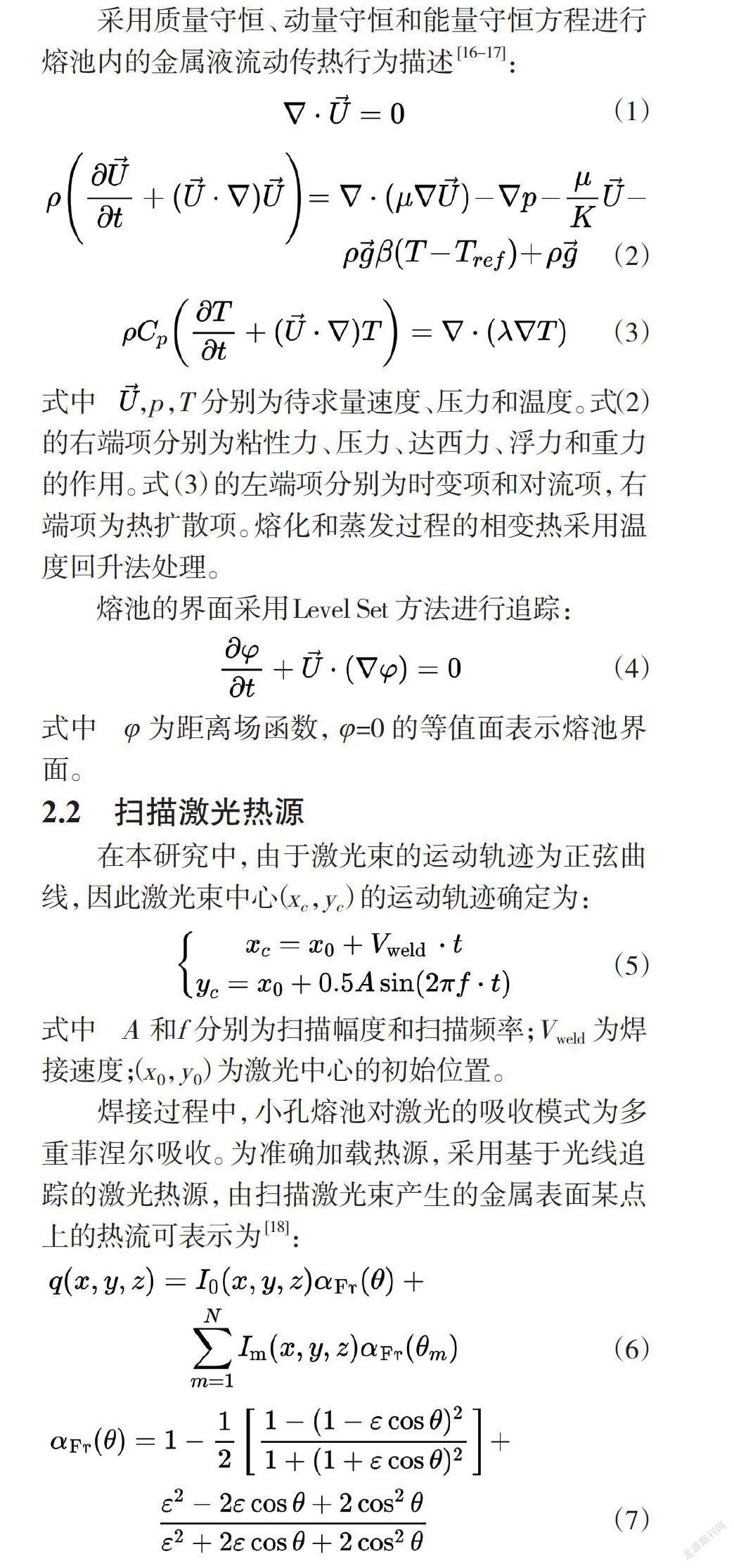
采用質量守恒、動量守恒和能量守恒方程進行熔池內的金屬液流動傳熱行為描述[16-17]:
式中 ? ,p,T分別為待求量速度、壓力和溫度。式(2)的右端項分別為粘性力、壓力、達西力、浮力和重力的作用。式(3)的左端項分別為時變項和對流項,右端項為熱擴散項。熔化和蒸發過程的相變熱采用溫度回升法處理。
熔池的界面采用Level Set方法進行追蹤:
式中 φ為距離場函數, φ=0的等值面表示熔池界面。
2.2 掃描激光熱源
在本研究中,由于激光束的運動軌跡為正弦曲線,因此激光束中心(xc,yc)的運動軌跡確定為:
式中 A和f分別為掃描幅度和掃描頻率;Vweld為焊接速度;(x0,y0)為激光中心的初始位置。
焊接過程中,小孔熔池對激光的吸收模式為多重菲涅爾吸收。為準確加載熱源,采用基于光線追蹤的激光熱源,由掃描激光束產生的金屬表面某點上的熱流可表示為[18]:
式中 θ為入射光束與小孔表面法向量的夾角;αFr為菲涅爾吸收系數;ε為與激光類型有關的系數。假定激光束能量為高斯分布,其入射強度I0(x,y,z)可表示為:
式中 P為激光功率;R為激光光斑半徑。
2.3 邊界條件
熔池表面的運動主要受反沖壓力、表面張力、熱毛細力等的影響。根據之前的研究[13,17],熔池表面所受力可分解為法向方向和切向方向,分別為:
式中 下標f表示自由界面;Pr為反沖壓力,σ為表面張力;κ和? ? 分別為曲率和自由表面法向;? ?為表面切向量。
反沖壓力為:
式中 P0為大氣環境壓力;R為氣體常數;ΔHv為蒸發潛熱;Tv為不銹鋼的沸點。
熔池表面的能量邊界為:
式中 q為激光加載熱流;εr為表面發射率;σ為Stefan-Boltzmann常數;h為空氣對流系數;T∞為環境溫度;qevp為由于蒸發帶來的熱損失。對于其他表面,只考慮對流和輻射引起的熱損失。
數學模型采用有限差分方法離散求解。對流項和擴散項分別采用WENO格式和二階中心格式離散。為減少計算量,僅對尺寸為10 mm×8 mm×7 mm的區域進行求解。網格采用均勻的六面體網格進行劃分,網格尺寸為0.1 mm。
3 結果與分析
3.1 激光掃描焊接實驗結果
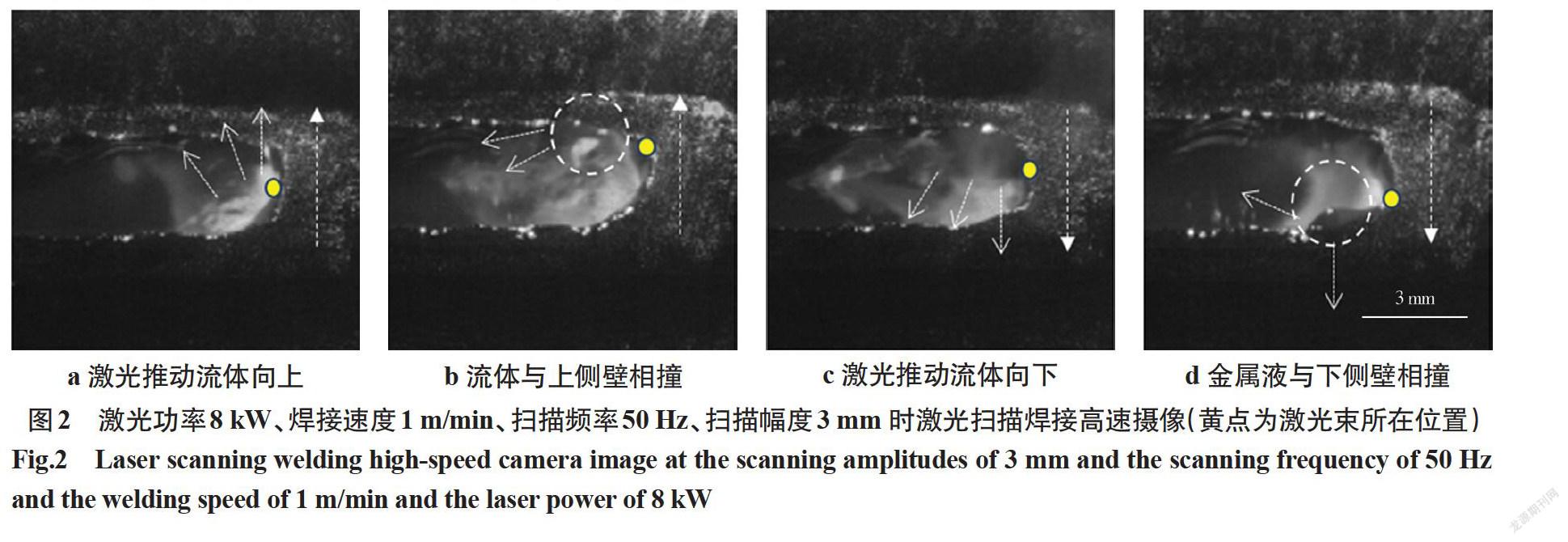
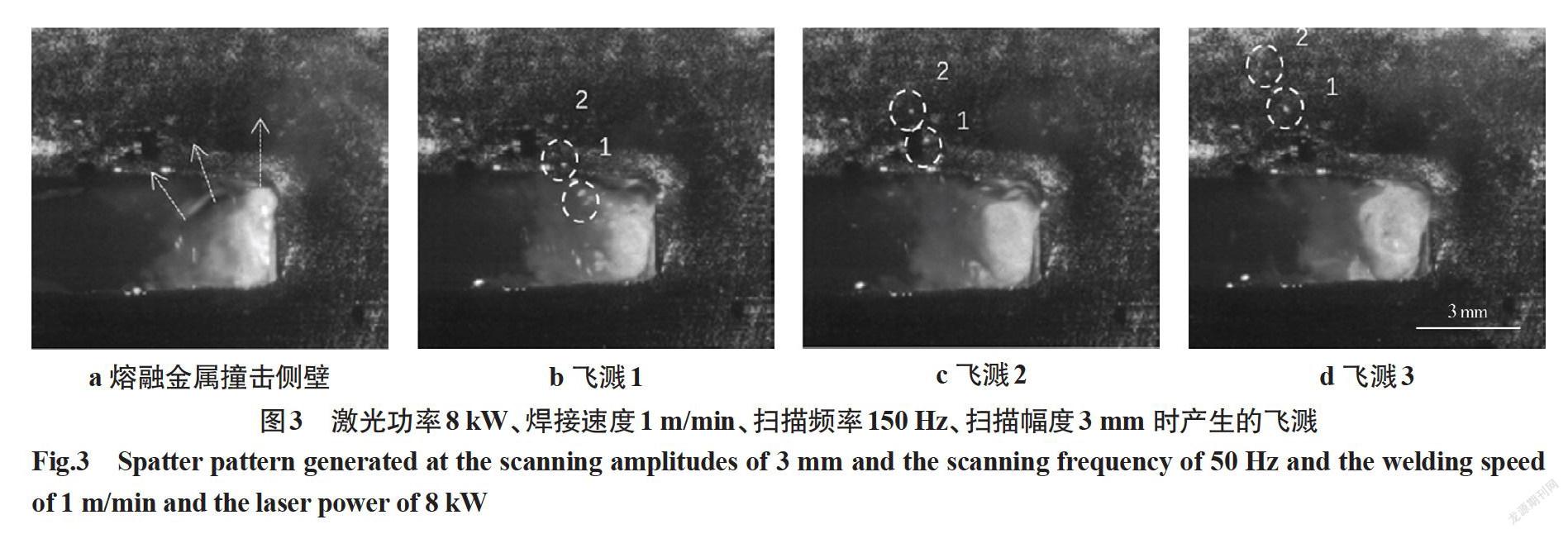
不同掃描頻率條件下掃描激光焊接過程中熔池表面金屬液流動的高速攝像結果如圖2、圖3所示。由圖可知,相比50 Hz的掃描頻率,150 Hz時熔池前沿的熔合線更加平直。這表明增加激光掃描頻率能夠提高激光在橫向方向上的均勻分布。從圖2中可以觀察到,熔融金屬在激光束的推動作用下與掃描方向同方向運動,來回撞擊熔池側壁。從圖2d中可以看到,熔融金屬撞擊熔池側壁后,出現了溢出熔池的現象。隨著掃描頻率的增加,激光束橫向掃描速度增加,激光對熔池攪拌作用加劇,能夠推動熔融金屬以更高的速度撞擊熔池邊沿。如圖3所示,當掃描頻率增至150 Hz時,能觀察到熔融金屬撞擊熔池邊沿后形成的小飛濺。這是由于熔融金屬獲得了更大的動能,能克服表面張力的作用,從而在撞擊熔池邊沿后形成飛濺。因此,增加掃描頻率能夠提高橫向的能量均勻度,但過大的掃描頻率會增加熔池的劇烈程度并導致飛濺的形成。
3.2 激光掃描焊接模擬仿真結果
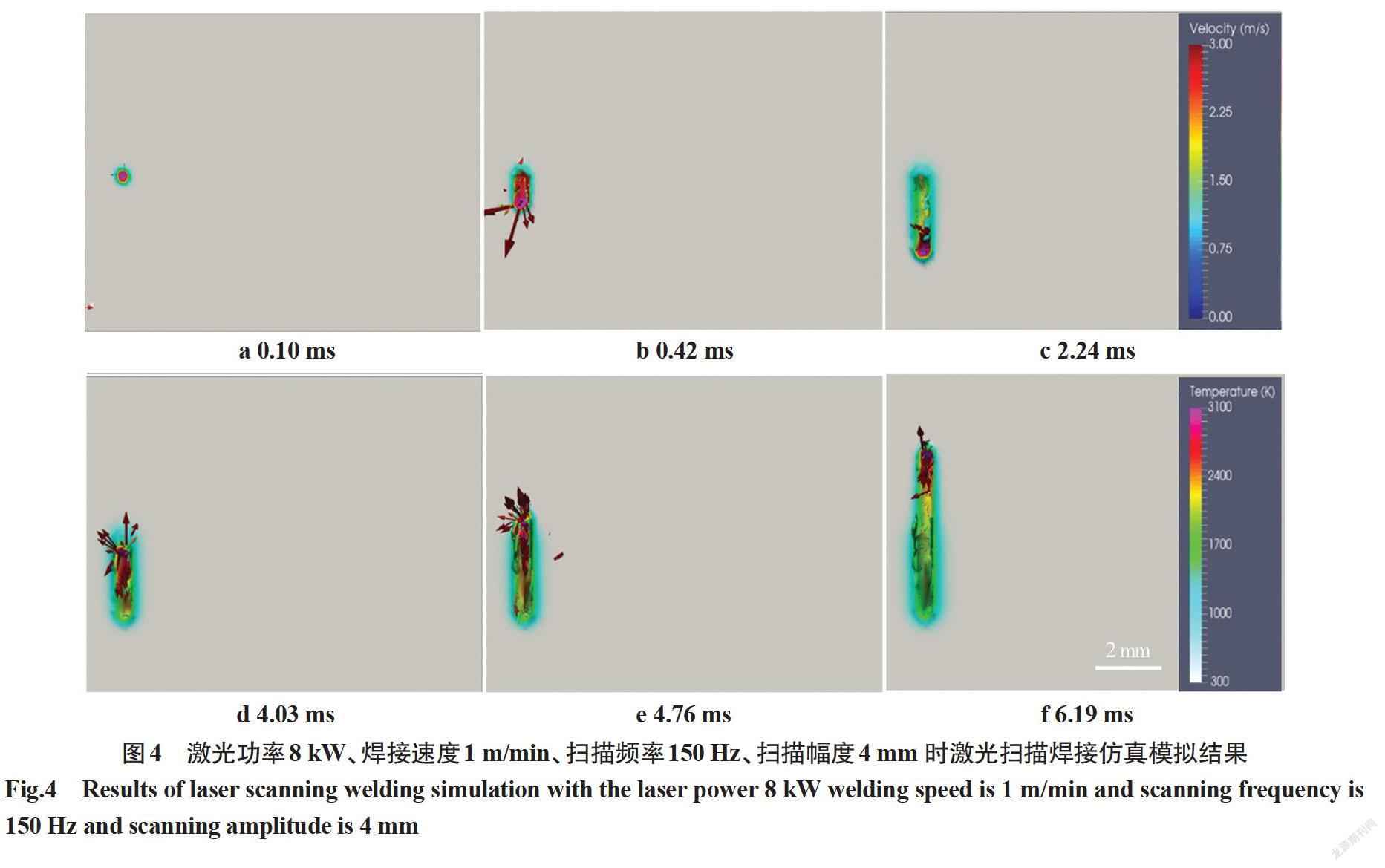
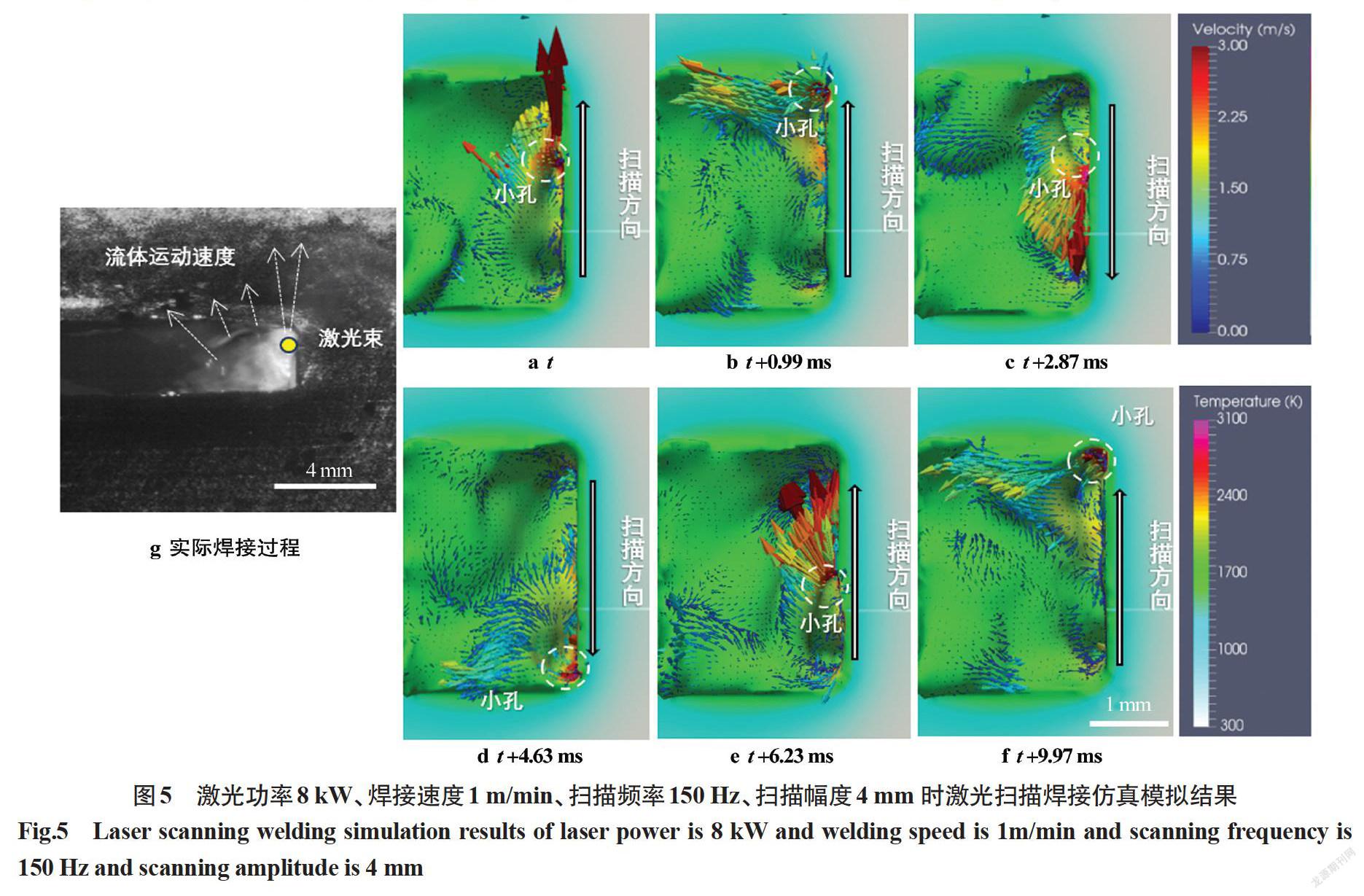
為了研究激光掃描焊接過程中熔池熔融金屬的流動行為特征,針對該過程進行了模擬仿真。其中,箭頭表示熔融金屬的流動速度,箭頭的方向表示熔融金屬速度矢量的方向,箭頭的大小及顏色表示了該點速度值的大小和溫度。
掃描焊接過程的瞬態階段如圖4所示,可以看出焊接過程是極不穩定的,熔池的溫度分布也是極不對稱的,主要集中在小孔附近。開始時刻(見圖4a),激光束打在母材上,形成一個圓形小孔,直徑約為0.3 mm,溫度約為2 900 K。隨后激光束向下運動(見圖4b),在母材上打出一條溝壑,在小孔附近的熔融金屬速度較大,約為3.2 m/s;到達下峰值后(見圖4c),激光束轉向,熔融金屬速度減慢,約為2.1 m/s;之后激光束向上運動(見圖4d、4e),熔融金屬的速度再次變大;最后到達上峰值(見圖4f),熔融金屬的速度變小。
掃描焊接過程的亞穩態階段如圖5所示,可以看出在掃描焊接過程中,熔池熔融金屬的流動情況較為復雜,過程中存在小孔效應,熔池流動的情況與小孔密切相關。焊接過程中,小孔直徑約為0.3 mm,附近的溫度約為2 800 K。開始時刻(見圖5a),小孔推動熔融金屬向上運動,達到最大速度3.4 m/s;1/4周期后,熔融金屬與熔池上側壁碰撞(見圖5b),速度有所損耗,為2.2 m/s,方向變為向著熔池尾部流動;半個周期后,小孔再次來到熔池中部區域(見圖5c),推動著熔融金屬向下運動,速度再次變大;3/4周期后,熔融金屬與熔池下側壁相撞(見圖5d),速度與方向再次發生變化;一個周期后,小孔回到開始時刻的位置,如此往復運動。值得注意的現象是熔融金屬與熔池側壁相撞后,調轉方向向熔池尾部流動,從圖5b中可以看到,除了大部分箭頭調轉了方向,還有小部分徑直沖出了熔池,從而形成小的飛濺。由上述描述可知:在焊接過程中,激光束給予了熔融金屬垂直于焊接方向運動的動力,當熔融金屬與熔池側壁相遇時,可能會引起飛濺等缺陷產生。
采用仿真和實驗兩種方法,探究激光掃描焊接過程中的熔池熔融金屬的流動行為特征,通過對比兩種方法得到的結果可以看出,在激光掃描焊接過程中,激光束會推動熔融金屬垂直于焊接方向流動,當熔融金屬撞擊熔池側壁時,存在溢出熔池的現象,當掃描頻率過高時,還會產生熔池飛濺的缺陷,所以不宜選用過高的掃描頻率。
3.3 掃描頻率對激光焊縫形貌的影響
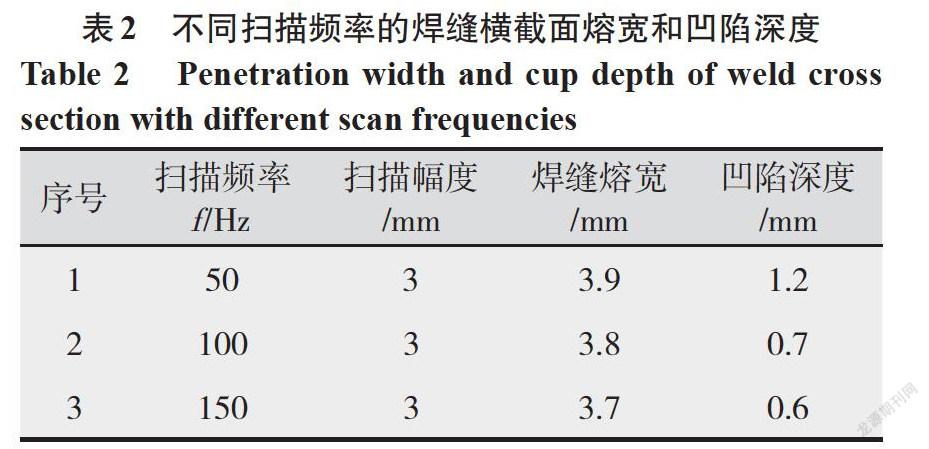
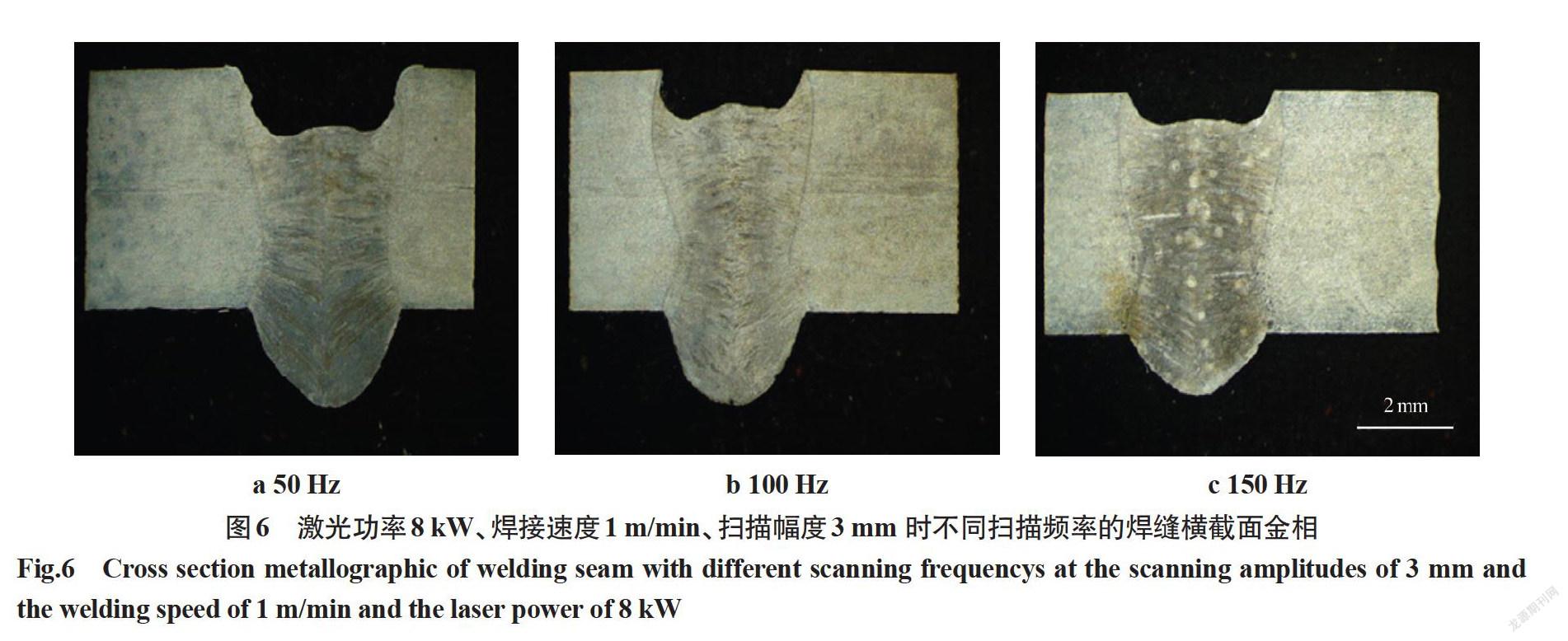
保持激光功率8 kW,焊接速度1 m/min,掃描幅度3 mm等參數不變,分別采用50 Hz、100 Hz、150 Hz的掃描頻率對5 mm厚的304不銹鋼進行焊接,得到如圖6所示的焊縫橫截面金相圖,并測量焊縫的熔寬和凹陷深度,得到如表2和圖7所示的數據。由于三組試樣都出現了熔透的現象,無法從熔深看出不同頻率的激光對母材的作用效果,所以選用凹陷深度來判斷。從測量的數據可以看出,焊縫熔寬隨著掃描頻率的增加而減小,凹陷深度也有相同的趨勢,這說明低掃描頻率的激光束對母材的侵蝕效果更加強烈。
3.4 掃描幅度對激光焊縫形貌的影響
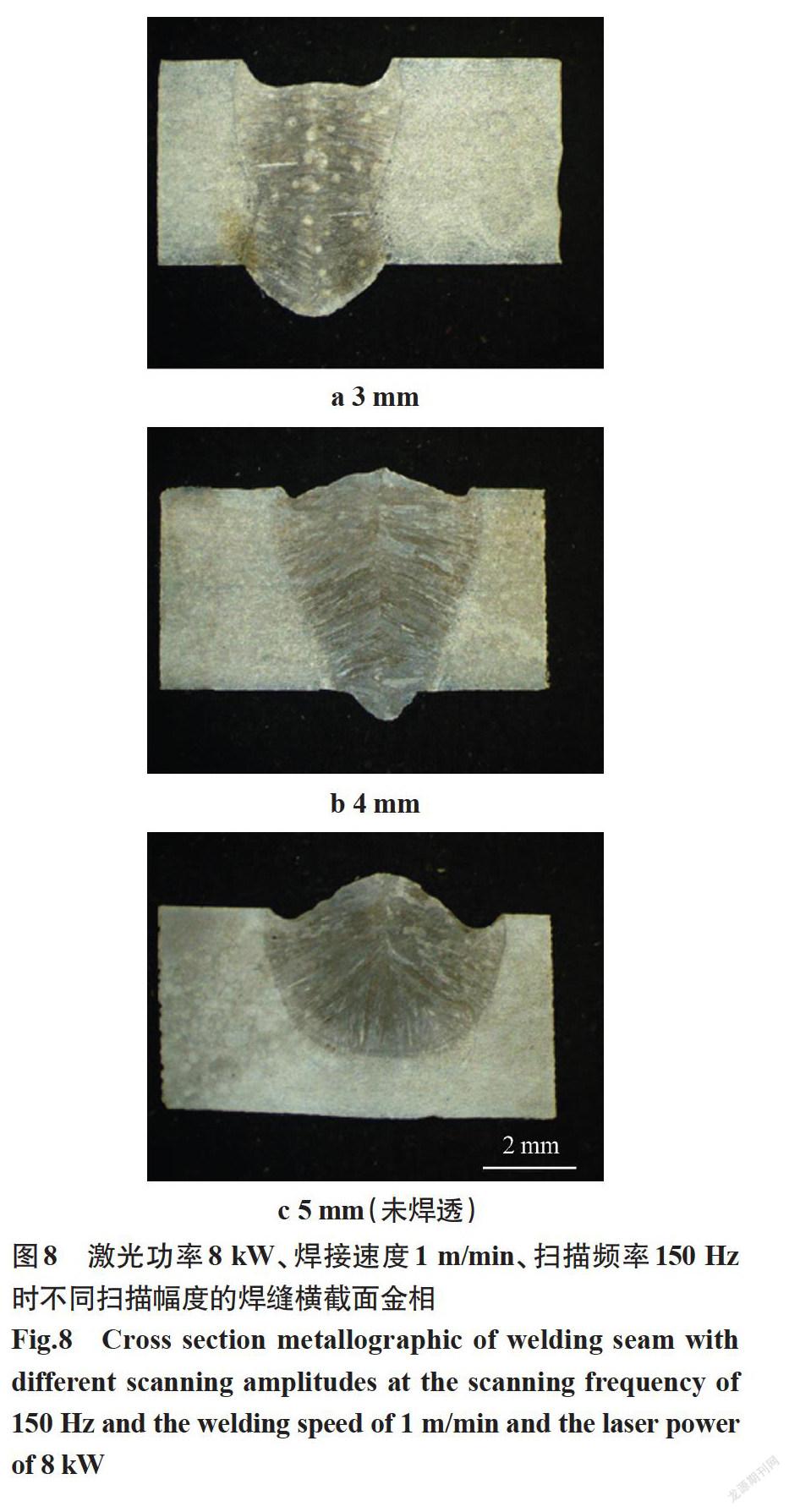
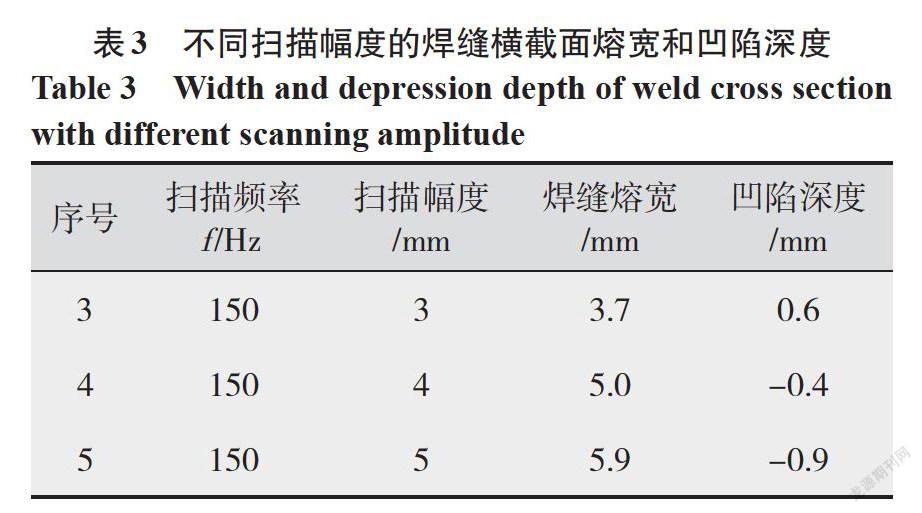
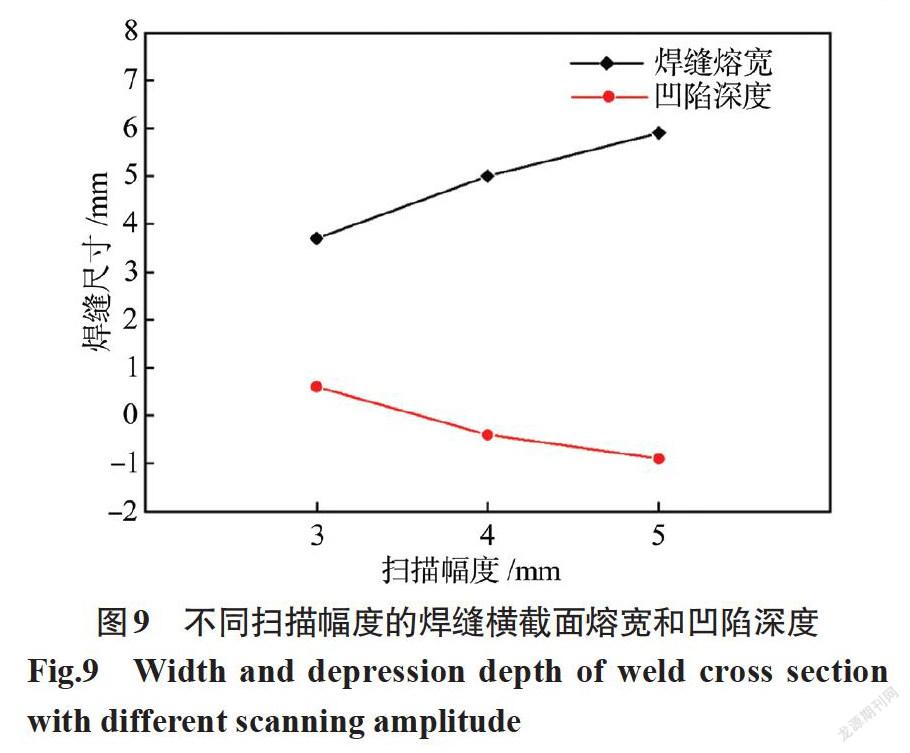
保持激光功率8 kW,焊接速度1 m/min,掃描頻率150 Hz等參數不變,分別采用3 mm、4 mm、5 mm的掃描幅度對5 mm厚的304不銹鋼進行焊接,得到如圖8所示的焊縫橫截面金相圖,焊縫熔寬和凹陷深度數據如表3和圖9所示。從金相圖和測量數據可知,隨著掃描幅度的增加,凹陷深度逐漸減小,當掃描幅度為5 mm時,母材未被熔透。因為掃描頻率是相同的,同一周期內的能量總量是一定的,掃描幅度越大,單位長度上的能量密度就越小,激光對母材的作用效果就越弱。雖然較大掃描幅度的激光束對母材的侵蝕效果減弱,但由于激光束的作用范圍更大,對焊接時的裝配要求更低。
通過對比5組焊縫的金相圖,分別探討了掃描頻率和掃描幅度兩個工藝參數對焊縫形貌的影響,可以得出:當激光功率、焊接速度和掃描幅度一定時,低掃描頻率的激光束對母材的侵蝕效果更加強烈;當激光功率、焊接速度和掃描頻率一定時,掃描幅度越大,激光束對母材的侵蝕效果越小,但由于作用范圍加大,實際生產中對焊件的裝配要求降低。
上述實驗中試樣的截面圖均出現了咬邊缺陷,這主要取決于熔池前部液態金屬縱、橫向流動行為,當縱向/橫向平均流動速度的比值過大時,會導致焊縫咬邊缺陷[19]。掃描激光焊接過程中,激光束的橫向運動會增大熔池的橫向流動速度,可減小縱向/橫向平均流動速度,減少咬邊缺陷。但過大的頻率或幅度會造成金屬液的飛濺,可能使得焊縫邊沿金屬液減少而形成飛濺,如圖8b、8c所示。其他工藝產生的缺陷主要為焊縫下塌,其原因是在相應的工藝條件下熱輸入過大。
4 結論
(1)通過激光掃描焊接實驗及仿真技術,探究了熔池中熔融金屬的流動行為特征,發現:在激光掃描焊接過程中,激光束會推動熔融金屬垂直于焊接方向流動,當熔融金屬撞擊熔池側壁時,存在溢出熔池的現象,當掃描頻率過高時,還會產生熔池飛濺的缺陷,所以不宜選用過高的掃描頻率。
(2)通過對5組焊縫進行金相處理,探究了工藝參數對焊縫形貌的影響,發現:當掃描幅度及其他參數一定時,較低的掃描頻率對母材的作用效果更強烈;當掃描頻率及其他參數一定時,較小的掃描幅度對母材的作用效果更強烈。
參考文獻:
黃瑞生,鄒吉鵬,孟圣昊,等.鋁合金激光掃描焊接工藝特性[J].焊接學報,2019,40(4):61-66,163.
陳曉宇,王旭友,周立濤,等. 激光掃描焊接技術的研究現狀[J]. 機械制造文摘(焊接分冊),2014(4):6-11.
張義.激光焊接技術的發展與展望探討[J]. 科學技術創新,2019(22):180-181.
楊永強,王迪,宋長輝. 激光掃描焊接技術的最新進展與應用[J]. 光電產品與資訊,2012,3(1):27-29.
祁小勇,李道金,葉兵,等.汽車板激光掃描焊接工藝研究[J].激光技術,2016,40(6):825-829.
Thorge,Hammer,Rüdiger,等. 激光掃描焊接在大眾的系列化應用[J]. 汽車制造業,2006(18):48-50.
張偉,林喆,陶武,等.掃描速度對鍍鋅QP鋼板零間隙遠程激光點焊質量的影響[J].現代應用物理,2019,10(2):102-107.
廖偉. 304不銹鋼與塑料異種材料激光振蕩掃描焊接工藝及機理研究[D].湖北:華中科技大學,2019.
鄭璐晗,杜兆才,陳龍. 基于三維激光掃描技術的裝配間隙補償方法研究[J]. 現代制造技術與裝備,2020(4):24-29,37.
吳思根,周昕宇,蔣志偉,等. 低頻振蕩掃描激光焊接鋁合金薄板溫度場數值模擬[J]. 應用激光,2019,39(3):440-447.
周立濤,王旭友,王威,等. 激光掃描焊接工藝對鋁合金焊接氣孔率的影響[J]. 焊接學報,2014,35(10):65-68.
N Seto,S Katayama,A Matsunawa. High-speed simultaneous observation of plasma and keyhole behavior during high power CO2 laser welding: Effect of shielding gas on porosity formation[J]. Laser Appl.,2000(12):245.
A Müller,S F Goecke,P Sievi,et al. Laser beam oscillation strategies for fillet welds in lap joints[J]. Phys. Procedia,2014(56):458-466.
Y Yamazaki,Y Abe,Y Hioki,et al. Fundamental study of narrow-gap welding with oscillation laser beam[J]. Weld. Int,2016(30):699-707.
Q Wu,R S Xiao,J L Zou,et al. Weld formation mechanism during fiber laser welding of aluminum alloys with focus rotation and vertical oscillation[J]. Manuf. Process,2018(36):149-154.
S Pang,L Chen,J Zhou,et al. A three-dimensional sharp interface model for self-consistent keyhole and weld pool dynamics in deep penetration laser welding[J]. Phys. D Appl. Phys,2011(44):25301.
M Luo,R Hu,T Liu,et al. Optimization possibility of beam scanning for electron beam welding: Physics understanding and parameters selection criteria[J]. Heat Mass Transf,2018(127):1313-1326.
J Zhou,H L Tsai,T F Lehnhoff. Investigation of transport phenomena and defect formation in pulsed laser keyhole welding of zinc-coated steels[J]. Phys. D Appl. Phys,2006(39):5338.
宗然. 高速GMAW焊縫咬邊缺陷形成機理及其抑制措施的研究[D].山東:山東大學,2017.
猜你喜歡
中國新技術新產品(2018年4期)2018-02-23 19:43:40
中國科技博覽(2017年48期)2017-12-13 10:52:42
山東工業技術(2017年19期)2017-09-27 10:10:03
山東工業技術(2017年18期)2017-09-12 04:09:59
科技創新與應用(2017年24期)2017-09-08 16:39:04
中國新技術新產品(2017年18期)2017-09-07 12:01:08
中國科技博覽(2017年21期)2017-07-21 18:09:23
中國科技博覽(2017年7期)2017-05-16 08:39:49
中國科技博覽(2016年15期)2016-08-23 00:07:25
中國科技博覽(2016年8期)2016-04-25 05:19:05