海洋工程用F460Z高強鋼 大熱輸入埋弧焊接頭性能研究
2021-09-10 07:22:44曾鵬易杰周全羅楊沈小淳
電焊機 2021年1期
曾鵬 易杰 周全 羅楊 沈小淳









摘要:采用CHW-S3AB型焊絲匹配CHF102型燒結焊劑,在50 kJ/cm大熱輸入下進行埋弧自動焊焊接F460Z鋼,研究F460Z鋼焊接接頭力學性能、金相組織和斷口形貌。結果表明:當焊接電流為750 A、焊接電壓為39 V、焊接速度為33.3 cm/min、預熱溫度為180 ℃時,可獲得最優焊接接頭,其抗拉強度為583 MPa,焊縫、熔合線和熱影響區-60 ℃沖擊吸收能量分別為55 J、62 J和71 J,焊縫組織主要由針狀鐵素體組成,焊接接頭各項指標均滿足標準要求,為大熱輸入埋弧焊在海洋工程領域的應用提供了理論和試驗依據。
關鍵詞:海洋工程;大熱輸入;F460Z;埋弧焊;低溫韌性
中圖分類號:TG445? ? ? ? ?文獻標志碼:A? ? ? ? ?文章編號:1001-2003(2021)01-0083-06
DOI:10.7512/j.issn.1001-2303.2021.01.13
0? ? 前言
海洋工程裝備主要用于海上油氣的鉆探及相關配套產品開發,是國家十三五規劃的重點布局之一,具有高技術、高投入、高附加值和高風險等特點,對產品的可靠性和安全性要求很高,其所采用的鋼種必須具有高強度、高韌性、抗疲勞、抗層狀撕裂、良好的焊接性及耐海水腐蝕等特性[1-3]。
F460Z是南京鋼鐵有限公司為海洋工程用鋼開發和生產的重要產品,該鋼種通過微合金化、提高純凈度和控扎控冷技術(TMCP),獲得了強度高、低溫韌性好等綜合性能,在海洋平臺建造中得到了大量使用[4]。
由于海洋平臺大量使用中厚板鋼結構,采用埋弧焊接方法,尤其是大熱輸入埋弧焊能極大地提高工作效率,降低勞動強度。然而大熱輸入焊接時,傳統低合金高強鋼焊縫和熱影響區粗晶區低溫韌性較差,主要原因是原奧氏體晶粒的嚴重長大[5-10]。解決途徑為添加Ni元素促進針狀鐵素體的形成,以及利用鋼中微量元素Ti、B等形成的夾雜物抑制高溫下奧氏體的迅速粗化,促進晶內針狀鐵素體的形成來分割原奧氏體晶粒[10-15]。
文中采用與F460Z母材匹配的焊絲進行大熱輸入(50 kJ/cm)埋弧焊接,采取低碳及氧化物冶金技術改善焊縫組織以提高焊縫金屬的性能。焊后分析接頭組織和力學性能特點,以期為海洋工程用F460Z高強鋼大熱輸入埋弧焊的廣泛應用提供理論和試驗依據。
1 試驗材料與方法
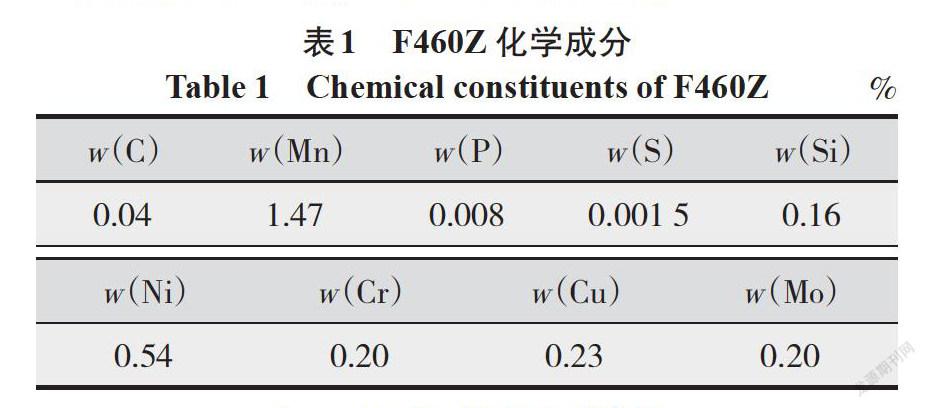
試驗所采用的F460Z母材板厚為31.8 mm,化學成分和力學性能分別如表1、表2所示。
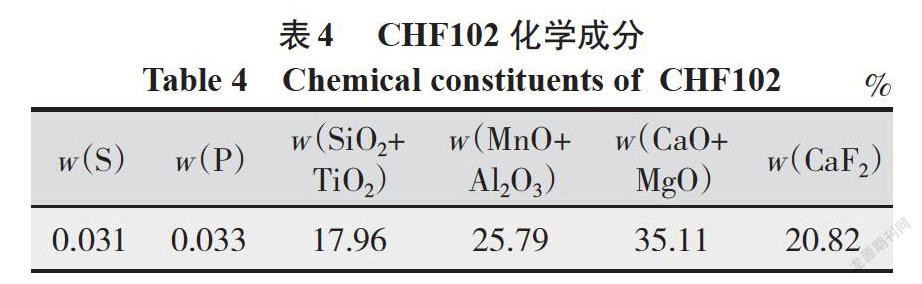
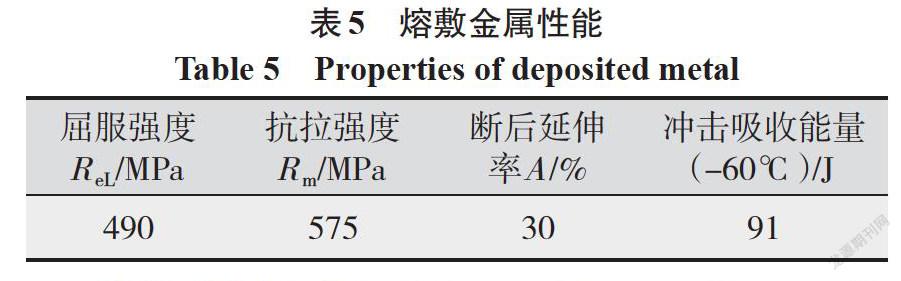
試驗所采用的焊接材料為CHW-S3AB型焊絲(規格φ4.0 mm)和CHF102型燒結焊劑,焊絲和焊劑的化學成分及熔敷金屬性能如表3~表5所示。
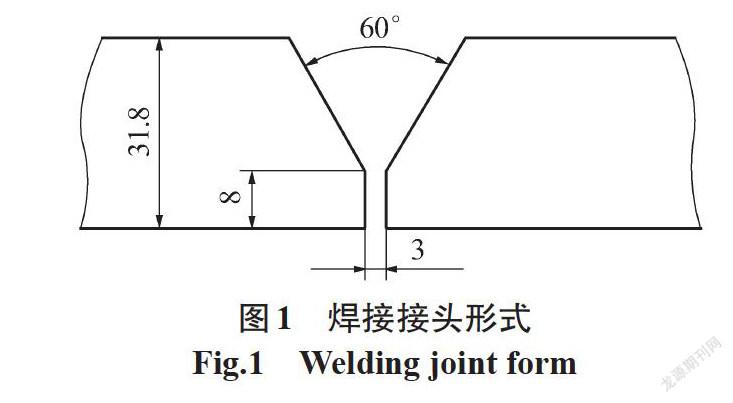
焊接試板尺寸為31.8 mm×150 mm×350 mm,接頭形式如圖1所示。在保證焊接熱輸入為50 kJ/cm的前提下,適當調整焊接電流、焊接速度和預熱溫度,焊接試驗工藝參數如表6所示。
按中國船級社《材料與焊接規范2017》對焊后的試板進行取樣,試驗。焊接接頭力學性能要求如表7所示。
2 試驗結果與分析
2.1 F460Z鋼焊接接頭力學性能
6種不同焊接工藝條件下焊接接頭抗拉強度如圖2所示。
由圖2可知,在50 kJ/cm熱輸入下,F460Z鋼埋弧焊焊接接頭的抗拉強度為580~593 MPa,達到母材的96%以上,且全部斷于母材,6種工藝條件下得到的抗拉強度均能滿足中國船級社《材料與焊接規范2017》的要求。
隨著預熱溫度由120 ℃升至180 ℃,相同焊接電流下接頭的抗拉強度均有小幅下降。這是因為預熱溫度的升高使得焊縫高溫停留時間長,冷卻速度變慢。預熱溫度相同時,隨著焊接電流的增大,焊接接頭抗拉強度也呈現出輕微的下降趨勢。
不同焊接工藝條件下焊接接頭-60 ℃沖擊吸收能量如圖3所示。
由表5、表6和圖3可知:(1)當預熱溫度相同時,焊接接頭各區的沖擊吸收能量變化趨勢相近,工藝1、2、3預熱溫度為120 ℃,工藝4、5、6預熱溫度為180 ℃;(2)焊接接頭-60 ℃沖擊韌性最薄弱區域為焊縫區,其沖擊吸收能量為各區最小值,預熱溫度為180 ℃時,焊縫區沖擊吸收能量為46~55 J,均滿足標準要求。當預熱溫度降至120 ℃,焊縫區沖擊吸收能量迅速下降,僅為27~30 J,未達到標準要求;(3)熔合線區域的沖擊吸收能量均合格,隨著預熱溫度的升高而增大。熔合線外2 mm區域沖擊吸收能量均合格,預熱溫度為120 ℃條件下的數值遠高于180 ℃。熔合線外5 mm區域沖擊韌性良好,沖擊吸收能量均大于200 J。
綜上分析可知,預熱溫度是影響焊接接頭低溫韌性的關鍵因素。隨著預熱溫度從180 ℃降至120 ℃,焊縫與熔合線區域的低溫韌性均下降。
這是因為:熱輸入相同時,預熱溫度的高低影響冷卻時間t8/5,而冷卻時間的長短直接影響焊縫金屬及過熱區的韌性。按照理論公式計算出預熱溫度為120 ℃和180 ℃時的冷卻時間,t8/5分別為38 s和45 s,隨著冷卻時間的變長,焊縫低溫韌性得到了改善,但使得熱影響區過熱區范圍增大,所以在熔合線外2 mm區域的,1、2、3號工藝沖擊吸收能量(120 ℃預熱溫度)遠大于4、5、6號工藝(180 ℃預熱溫度)。這是因為預熱溫度為120 ℃時,熔合線外2 mm區域已經為性能優良的熱影響區正火區,而預熱溫度為180 ℃時,該區域還處于熱影響區過熱區。
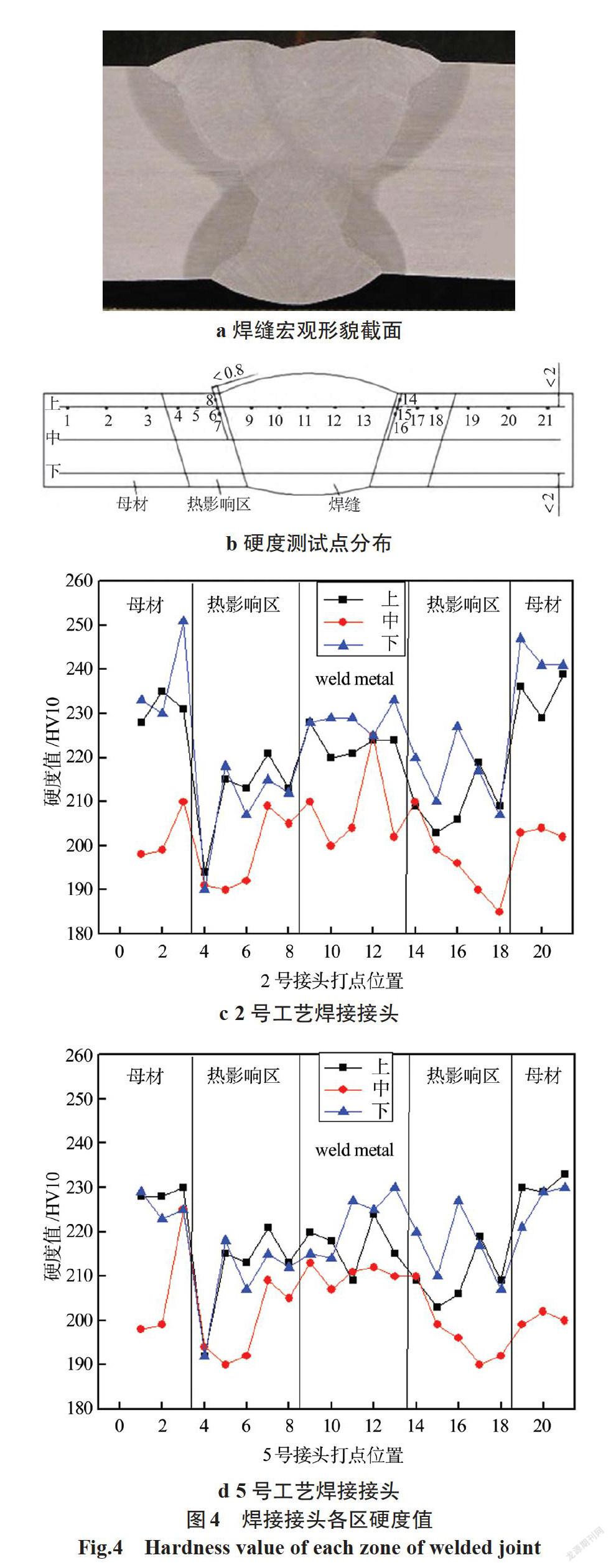
對F460Z焊接接頭取樣進行180°側彎試驗,彎曲完成后表面未出現裂紋和其他焊接缺陷,試驗結果全部合格。對F460Z焊接接頭取樣進行硬度試驗,焊縫宏觀形貌和硬度測試點分布如圖4a、4b所示,各區硬度值呈無規則分布,2號接頭和5號接頭的硬度值分別如圖4c、4d所示,均在170~260 HV10之間,滿足標準要求,未發現馬氏體等淬硬組織。
2.2 F460Z鋼焊接接頭金相組織
焊縫金屬的韌性好壞,主要取決于顯微組織。由接頭強度和低溫韌性數據分析可知,在相同熱輸入條件下,電流和焊接速度的不同匹配對接頭性能影響不明顯,而預熱溫度是影響接頭低溫韌性的關鍵因素。文中選取不同預熱溫度條件下的2號和5號工藝參數焊接接頭,通過光學顯微鏡觀察其焊縫金相組織,如圖5所示。
可以看出,F460Z焊縫金相組織為白色先共析鐵素體沿原奧氏體晶界析出,并沿柱狀晶界分布,少量側板條鐵素體沿先共析鐵素體向晶內延伸,晶內為細小致密的針狀鐵素體組織。影響低溫韌性的因素主要有兩個:一是組織類型,二是晶粒尺寸。圖5a中,先共析鐵素體和側板條鐵素體所占比例為30%~40%,其余為針狀鐵素體。圖5b中,先共析鐵素體和側板條鐵素體的數量較少,僅為薄薄的一層,晶內針狀鐵素體數量增多,占80%左右。
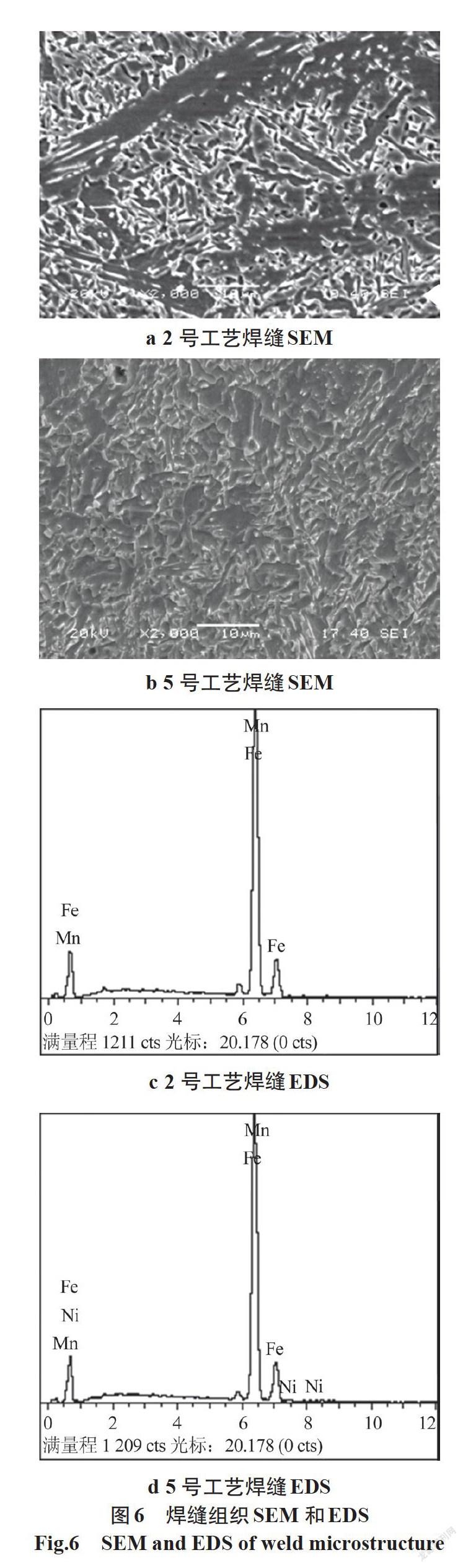
為進一步觀察和測量焊縫組織形貌和尺寸,利用掃描電鏡對組織進行2 000倍放大觀察,如圖6所示。針狀鐵素體細小致密,約為3~10 μm,且以大角度晶界散雜分布,取向自由度大,能夠較好地抑制裂紋擴展,故針狀鐵素體的韌性較高。而先共析鐵素體和側板條鐵素體對裂紋的抵抗力較低,韌性較差。比較圖6a、6b可發現,5號工藝參數下,焊縫中針狀鐵素體的尺寸更為細小。所以5號焊縫的低溫沖擊韌性也更優。為進一步探究此現象的產生原因,對圖6a、6b中針狀鐵素體的核心進行EDS光譜測量,結果如圖6c、6d所示。在圖6c中,主要是Fe和Mn元素,而在圖6d中除了Fe和Mn元素外發現少量Ni元素。影響晶粒大小的主要因素為形核率和生長溫度,預熱溫度180 ℃下5號焊縫針狀鐵素體反而更細小,其原因可能為:此時的冷卻速度t8/5更利于焊接材料中的Ni和其他微量元素發揮韌化作用,抑制原奧氏體晶界上先析鐵素體的生長,從而促進晶內針狀鐵素體的形核。因此,在宏觀上體現出良好的低溫韌性,-60 ℃低溫沖擊吸收能量為55 J,符合CCS 《材料與焊接規范2017》對焊縫沖擊性能的要求。
熱影響區粗晶區靠近熔合線,原母材組織完全消失,在熱循環作用下重新奧氏體化,容易成為焊接接頭中的薄弱區域。2號和5號工藝參數焊接接頭熱影響區粗晶區的金相組織如圖7所示。可以看出,組織均由沿晶界析出的先共析鐵素體、晶內針狀鐵素體,以及少量貝氏體組成。2號接頭由于預熱溫度低,原始奧氏體晶粒略小于5號接頭,低溫沖擊韌性更好。
2.3 F460Z鋼焊縫斷口形貌
在掃描電鏡下觀察2號和5號工藝參數下的焊縫沖擊試樣斷口,如圖8所示。2號焊縫沖擊斷口放射區占絕大部分,如圖8a、8b所示,為準解理花樣,河流短而平。5號焊縫沖擊斷口如如圖8c、8d所示,放射區河流長而起伏,在“ 山峰 ”處有小韌窩,宏觀上顯示出較好的韌性。
3 結論
(1)在50 kJ/cm大熱輸入條件下,F460Z埋弧焊接頭抗拉強度、彎曲性能、硬度性能均能滿足要求。當預熱溫度為180 ℃時,焊接接頭各區-60 ℃沖擊吸收能量滿足要求,當預熱溫度為120 ℃時,焊縫區-60 ℃沖擊吸收能量不合格,其他各區滿足要求。
(2)在50 kJ/cm大熱輸入條件下,焊縫區組織為白色的先共析鐵素體沿原奧氏體晶界析出,沿柱狀晶界分布,少量側板條鐵素體沿先共析鐵素體向晶內延伸,晶內為細小致密的針狀鐵素體組織。
(3)預熱溫度會影響焊縫的低溫韌性,當預熱溫度為180℃時,晶內針狀鐵素體所占比例為80%,且尺寸更細小,體現出良好的低溫韌性。
(4)50 kJ/cm大熱輸入埋弧焊工藝方法可應用于海洋工程用F460Z高強鋼厚板對接焊中,需要注意的是將預熱溫度及道間溫度控制在180 ℃左右。推薦焊接工藝參數為:焊接電流750 A,焊接電壓39 V,焊接速度33.3 cm/min。
參考文獻:
郝文魁,劉智勇,王顯宗,等. 海洋平臺用高強鋼強度及其耐蝕性現狀及發展趨勢[J]. 裝備環境工程,2014(2):50-58,76.
嚴鏗,葉逢雨,劉煒. 焊接熱輸入對F550Z鋼焊接接頭低溫韌性的影響[J]. 焊接學報,2014(3):93-96.
肖曉明,彭云,婁宇航,等. EH40船板鋼大熱輸入埋弧焊接頭韌化機理研究[J].機械工程學報,2013,49(8):97-104.
王愛華. 690 MPa級海洋平臺用鋼焊縫夾雜物對熔敷金屬低溫韌性影響的分析[J].焊接,2015(6):47-50,75.
宋峰雨,王平. 大熱輸入焊縫金屬性能研究[J]. 世界有色金屬,2017(2):45,47.
肖紅軍,何長紅,彭云,等. 耐候鋼焊接接頭組織和力學性能研究[A]. 2003中國鋼鐵年會論文集(4)[C].中國金屬學會,2003.
文明月,董文超,龐輝勇,等. 一種Fe-Cr-Ni-mo高強鋼焊接熱影響區的顯微組織與沖擊韌性研究[J]. 金屬學報,2018,54(4):501-511.
阿榮,喬建設,李建萍,等. Ti對低合金高強鋼大熱輸入焊縫夾雜物的影響[J]. 機械工程學報,2014(8):34-39.
Moeinifar S,Kokabi A H,Hosseini H R,et al. Role of tandem submerged arc welding thermal cycles on properties of the heat affected zone in X80 microalloyed pipe line steel[J]. Journal of Materials Processing Technology,2011(211):368-375.
Kumar S,Shahi A S. Studies on metallurgical and impact toughness behavior of variably sensitized weld metal and heat affected zone of AISI 304L welds[J]. Materials & Design,2016(89):399-412.
魏金山,齊彥昌,彭云,等. 熱輸入對800 MPa級超厚板窄間隙焊縫金屬組織和性能的影響[J]. 焊接學報,2012(6):31-34.
朱宇霆,張克靜,蔣勇,等.焊接熱輸入對低合金高強鋼力學性能及組織的影響[J]. 機械制造文摘(焊接分冊),2017(3):5-9.
李振團,邢淑清,陸恒昌,等.不同焊接工藝對厚板S620Q接頭組織及性能的影響[J].兵器材料科學與工程,2015,38(4):30-34.
鄧漢忠,孟祥峰.焊接熱輸入對AH32高強鋼焊接接頭組織及性能的影響[J].熱加工工藝,2014,43(19):47-50.
陳煥德,張淑娟,劉東升.橋梁鋼板Q500qE焊接粗晶區相變及接頭性能[J].焊接學報,2017,38(7):123-128,134.