套管水管接頭售后斷裂問題分析與處理措施
2021-09-13 03:18:00于宗偉
日用電器 2021年8期
關鍵詞:分析
于宗偉 陳 紅
(珠海格力電器股份有限公司 珠海 519070)
引言
某套管式換熱器自投入使用以來,陸續接到3 單售后接頭漏水問題(如圖1)。問題換熱器為同軸式套管換熱器,銅管內流質為水,通過螺紋活接頭與外界水管連接;經檢查,裂漏部位全部在螺紋活接頭的黃銅與紫銅管配合臺階處(如圖2),嚴重的黃銅接頭已貫穿式開裂。
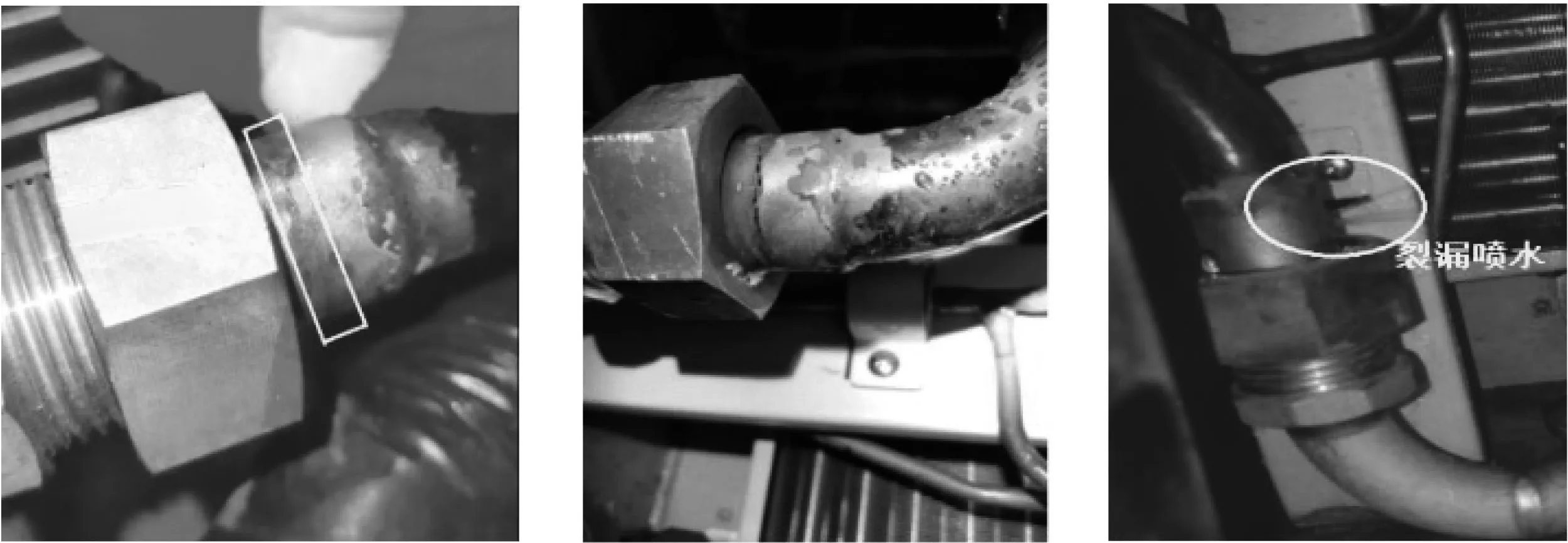
圖1 售后反饋不同機組接頭裂漏情況

圖2 接頭及其連接管的剖開視圖
1 故障分析
針對此次裂漏問題,從材質分析、加工工藝分析及結構受力分析三方面入手,進行問題徹底排查。
1.1 材質測試分析
1)材質分析
套管接頭為黃銅棒材加工,從故障接頭上取樣,使用直讀光譜儀測試,實測黃銅接頭化學成分如圖3,主要元素成分均符合鉛黃銅HPb59-1 標準的要求,說明原材料材質本身無問題。

圖3 黃銅接頭成分檢驗
2)金相分析:
①裂紋起始于黃銅臺階圓弧過渡與直線段管壁交叉位置,橫向環圓周擴展開裂,觀察斷口表面已明顯氧化發黑,與其它區域顏色存在差異,斷裂線平滑,非長期疲勞斷裂,判斷應為受力后脆性斷裂[1],如圖4(a)。
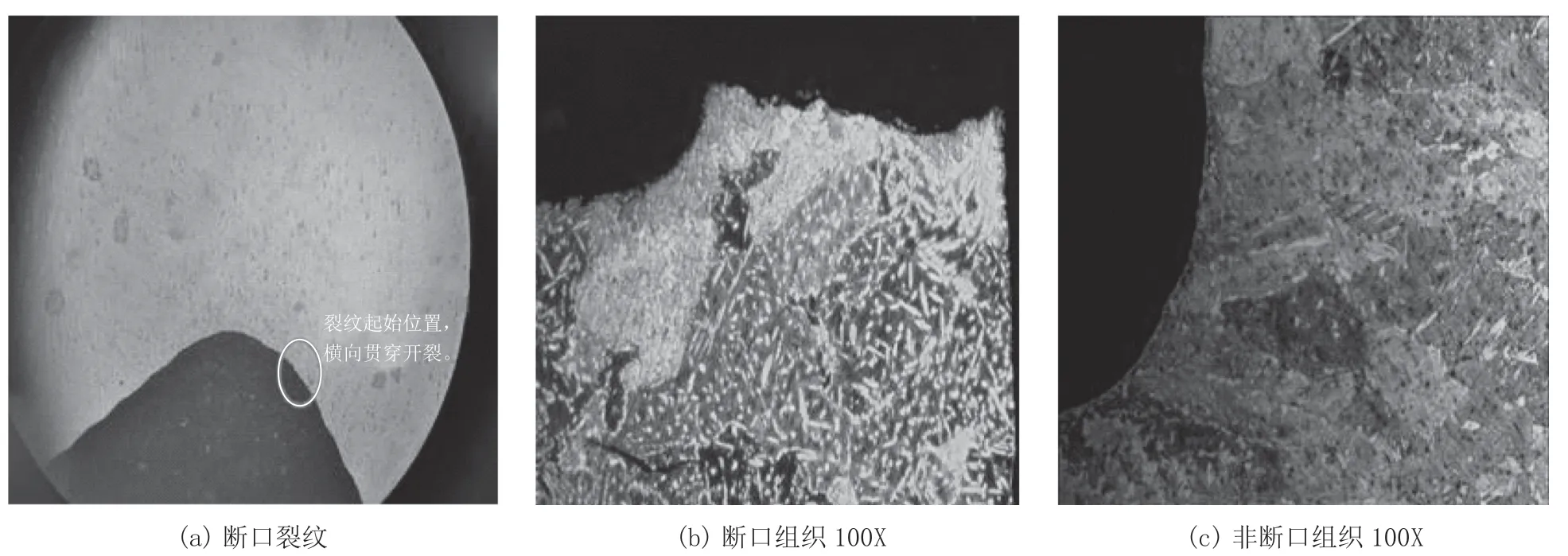
圖4 金相組織觀察
②顯微鏡下觀察斷口裂紋線橫向穿晶開裂,排除材質應力導致斷裂,橫縱向組織有明顯的針狀和塊狀,說明組織不均勻;斷口為焊接部位,觀察遠離焊點其它位置,橫縱向組織同樣也存在針狀和塊狀晶粒,但是在焊接位置附近組織晶粒有非常明顯的長大和增多現象,說焊接高溫過程對材料材質有很大的影響。如圖4(b)、(c)。
因此接頭主要為晶界組織出現過熱引起抗沖擊韌性下降;整機裝配過程對黃銅螺母打緊后,強受力使用產生脆性斷裂。
1.2 加工工藝
核查該款產品黃銅接頭加工流程為:黃銅棒(擠壓管)在市場通用類物料采購,然后在數控機床按圖紙要求加工。黃銅棒材料在擠壓牽引時前端一節(30~50 mm)可能會存在清潔度和內部致密度結構松散不良現象,對成品質量產生影響。
黃銅接頭與紫銅管的焊接采用銅磷焊料進行焊接,銅磷焊料在釬焊銅合金時,磷不能充分還原銅合金元素形成的氧化物,導致焊縫效果會略差,焊接溫度高;同時發現預留焊縫間隙小,焊料流動差,部分成品焊料未能完全滲透(如圖5);據調查,生產過程中也存在多次焊接的過燒情況,會使材料晶粒變大,材質變脆。

圖5 焊接情況
1.3 結構及受力分析
結構檢查分析,套管接頭的黃銅套環壁厚只有1.2 mm,相比于接頭整體,此處過于單薄;使用ANSYS軟件模擬仿真擰緊螺紋時的情況,接頭受力最大點與實際斷裂處相同,在臺階過渡處;按照實際裝配情況給出40 N.m 的力矩作用下,應力最大點數值63 MPa,接近銅的屈服極限[2],交付客戶實際使用過程中確實有一定風險;而同樣情況下,如果將黃銅接頭套環加厚至2.9 mm進行模擬分析,應力最大處可下降20 %左右(如圖6)。

圖6 不同壁厚情況下受力的仿真結果
2 整改方案
通過上述分析,黃銅接頭裂漏主要是由于材料加工焊接不良及結構設計偏弱導致,針對此兩點因素,在加工工藝和結構設計方面做如下改善:
1)改善加工焊接質量,增加檢測工序:
①黃銅棒材加工時需要將前端30~50 mm 切除,避免不良物料混入;
②調整黃銅件的配件焊接結構,增加梯角,增大焊接間隙,使配管焊接時有焊料完全滲透在梯角處,如圖7;

圖7 黃銅接頭結構調整
③使用的銅磷焊料中增加2~5 %的銀,銀元素能大大提高焊料的浸潤能力,提高材料強度及韌性,降低熔點,因此可降低焊接的火焰溫度,降低焊接熱影響[3];
④禁止多次返工焊接,防止返工帶來的過燒影響材質晶粒變大,材料變脆[4];
⑤加工完成后增加接頭緊固氨熏檢驗,批量物料進行0~1.5 MPa 焊接緊固進行脈沖試驗抽測。
2)針對銅接頭套環壁厚過薄的情況,調整接頭的結構,增加套環材料壁厚至2.9 mm,保證螺紋擰緊時材料所受應力減少。同時臺階過渡處由直角過渡改為R2 的圓角過渡,避免臺階過渡處的應力集中,造成材料受損。
3 售后使用情況
根據上述整改方案,對首批生產的套管換熱器(整改前)做封存返包處理,已售套管換熱器召回換新。整改后套管換熱器正常生產使用,至今無售后裂漏問題反饋(表1 為截至2020年整改前后對比數據)。
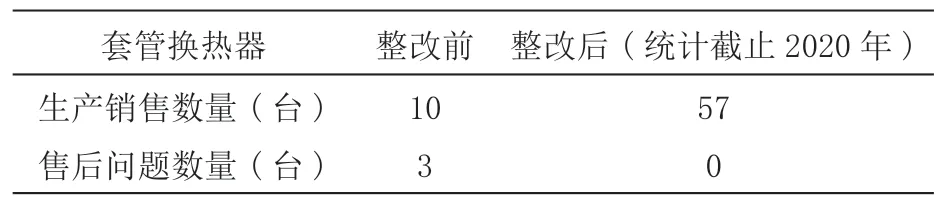
表1 套管整改前后數據對比
4 結論
通過對套管黃銅接頭的生產、檢測、仿真分析等跟蹤處理,系統地分析了接頭裂漏的成因。根據問題原因從結構設計、材料加工焊接方面著手,對套管水管接頭進行合理化設計和加工工藝的改進,提高了螺紋接頭的抗裂漏能力和強度,后面未出現過售后裂漏的反饋,問題得以徹底解決。
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06
