25Cr-7Ni-4Mo型雙相不銹鋼接頭組織及焊接質量控制
2021-09-13 11:11:38武建朝左世飛劉思玲延雨龍
機械制造文摘·焊接分冊 2021年4期
武建朝 左世飛 劉思玲 延雨龍


摘要: 從焊接方法及材料的選用、焊接保護氣體及熱輸入控制、組對和預熱要求及工藝參數、冬季施工焊前預熱4個方面分析了25Cr-7N-4Mo型雙相不銹鋼的焊接性及注意事項。從焊接環境溫度、二次回火及GTAW和GTAW+SMAW的熱輸入3個方面介紹了25Cr-7Ni-4Mo型雙相不銹鋼焊接接頭組織的控制。結果表明,在北方冬季施工時,GTAW+SMAW的焊接效果優于GTAW;如果在夏季或者南方地區施工,應采取積極的降溫措施,來保證焊縫鐵素體和奧氏體的占比。正面保護氣體宜采用98%Ar+2%N2,背面保護宜采用100%N2來彌補焊接過程N元素流失,更有利于增加焊縫的穩定性;極端寒冷條件建議采取預熱措施,避免管道焊接時產生裂紋。
關鍵詞: 雙相不銹鋼; 25Cr-7Ni-4Mo; 熱輸入; 焊接接頭組織
中圖分類號: TG 406
Microstructure of joint and welding quality control of 25Cr-7Ni-4Mo stainless steel
Wu Jianchao, Zuo Shifei, Liu Siling, Yan Yulong
(SHCCIG YuLin Chemical Co., Ltd., YuLin 719000, Shaanxi, China)
Abstract: The weldability and precautions of 25Cr-7Ni-4Mo duplex stainless steel were analyzed fromfour aspects of selection of welding method and material, control of welding protection gas and heat input, group pair and preheating requirements and process parameters, preheating before welding in winter construction. The microstructure control of 25Cr-7Ni-4Mo duplex stainless steel welded joint was introduced from three aspects of welding ambient temperature, secondary tempering and heat input of GTAW and GTAW+SMAW. The results showed that the welding effect of GTAW+SMAW was better than that of GTAW in winter construction in north China. However, if the construction was in summer or in the south China, positive cooling measures should be taken to ensure the proportion of weld ferrite and austenite. 98%Ar+2%N2 should be used for the front protection gas, and 100%N2 should be used for the back protection gas to compensate for the loss of N element in the welding process, which was more conducive to increasing the stability of the weld. It was recommended to take preheating measures in extreme cold conditions to avoid cracks in pipeline welding.
Key words: ??duplex stainless steel; 25Cr-7Ni- 4Mo; heat input; microstructure of welded joint
0 前言
隨著工業4.0的到來,傳統制造正在向智能制造轉變,我們在享受先進科技技術和工業制造成果的同時也面臨著諸多挑戰。例如能源問題已成為全人類必須共同面對的難題,煤炭高效清潔轉化項目正在逐步代替石油產業成為新的工業基礎能源,煤化工也正由基礎工業產品向精細化工和集成工業產業集群轉變。展望十四五規劃,中國的煤化工產業也在工業建設占據了一定比例,然而焊接技術、材料工程技術作為工業建設中必不可少的工序及組成部分,與工業發展相輔相成。雙向不銹鋼因其獨特的焊接性能和材料性能已在煤化工項目中的得到了廣泛的應用,同時也成為了工程技術人員一直以來討論研究的熱門課題。
1 雙相不銹鋼介紹
雙相不銹鋼(Duplex stainless steel,DSS),指鐵素體與奧氏體各約占50%,一般較少相的含量最少也需要達到30%的不銹鋼[1-2]。在含C較低的情況下,Cr含量在18%~28%,Ni含量在3%~10%。有些鋼還含有Mo,Cu,Nb,Ti,N等合金元素。
1.1 結構與類型
雙相不銹鋼由于含有奧氏體和鐵素體雙相組織,兩相組織比例基本各占50%,所以兼有奧氏體和鐵素體鋼的優點。常溫條件下,屈服強度可達400~ 550 MPa,是普通奧氏體不銹鋼的2倍。硬度為普通不銹鋼1.76倍。固溶態的斷后伸長率達到15%以上,常溫韌性AKV(V形槽口)在100 J以上等特點。比奧氏體不銹鋼強度高,特別是屈服強度提高顯著,且耐點蝕、縫隙腐蝕、應力腐蝕、耐腐蝕疲勞等性能也有明顯的改善[3]。比鐵素體不銹鋼的韌性高,脆性轉變溫度低,特別是耐晶間腐蝕性能和焊接性能均顯著提高;同時又保留了鐵素體不銹鋼的一些特點,如熱導率高、線膨脹系數小,具有超塑性及磁性等。
1.2 理化性能及分類定義
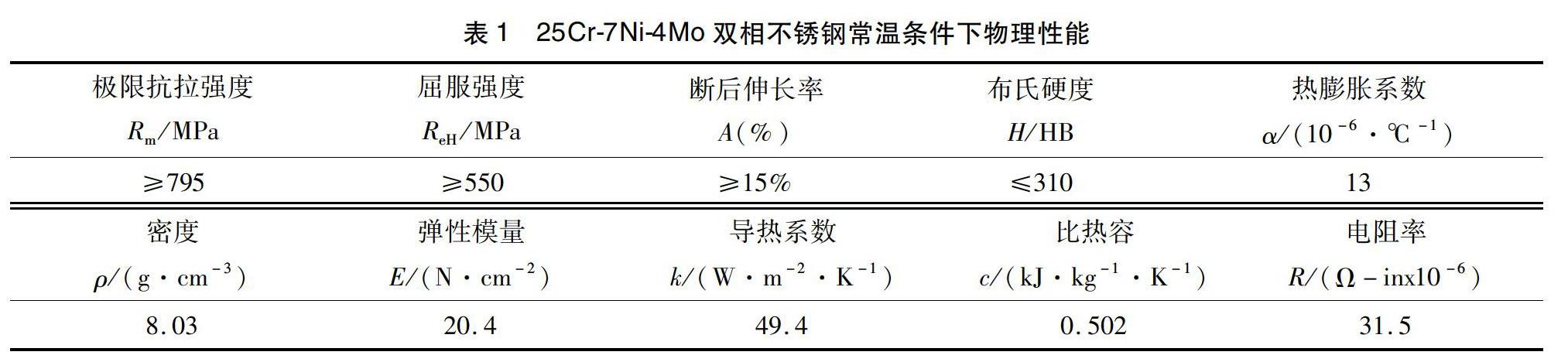
25Cr-7Ni-4Mo型雙相不銹鋼常溫條件物理性能見表1。25Cr-7Ni-4Mo型雙相不銹鋼化學成分見表2。
雙相不銹鋼的分類主要是按照耐氯化物對不銹鋼點蝕和應力腐蝕能力,就是通常說的PREN值[4](抗點蝕當量)來分類,計算公式為:
PREN=Cr+3.3Mo+16N(1)
式中:Cr,Mo,N 分別為其化學成分的質量分數。按照不同的PREN值,可將雙相不銹鋼分為18Cr-5Ni-3Mo型(PREN值為24~25),23Cr-4Ni-Mo型(PREN值為32~33),22Cr-5Ni-3Mo型(PREN值為38~39)和25Cr-7Ni-4Mo型(PREN﹥40)4個類型。其中PREN﹥40的被稱為超級雙相不銹鋼,也就是25Cr-7Ni-4Mo-N型。25Cr-7Ni-4Mo型雙相不銹鋼又可分為普通型(25Cr-6Ni-3Mo-Cu-N-W)和超級型(25Cr-7Ni-4Mo-N),其中在煤化工項目應用較多的是22Cr-5Ni-3Mo型和25Cr-7Ni-4Mo型雙相不銹鋼。
根據式(1)可看出,25Cr-7Ni-4Mo型雙相不銹鋼含有更高鎳、鉻、鉬和氮的含量,因此相比于其他雙相不銹鋼具有了更高的抗斑腐蝕、孔腐蝕、低壓力下耐氯離子應力腐蝕、裂縫腐蝕的能力。再加上超低的碳含量更是大大降低了焊接熱處理過程中晶界碳化物的析出量,從而使其具有極高的耐碳化物晶間腐蝕能力。
1.3 使用環境溫度對25Cr-7Ni-4Mo型雙相不銹鋼性能的影響
25Cr-7Ni-4Mo型雙相不銹鋼不同環境溫度的沖擊耐沖擊性能見表3。25Cr-7Ni-4Mo型雙相不銹鋼高溫張力特性見表4。
通過數據可以看出25Cr-7Ni-4Mo型雙相不銹具有很高的耐壓強度和沖擊強度。這些特性適用于很多結構零件及機械部件。尤其是在高溫條件下有更好的塑性和韌性,結合其優良的腐蝕性能,所以被用于含硫量較高的氣化裝置的灰水、黑水管道和動力站裝置的脫硫廢水及污泥管道中,另外通過觀察低溫沖擊性能看出超級雙相不銹鋼在較低的溫度下性能都會下降,尤其是在在-40 ℃以下的條件下沖擊吸收能量呈現直線下降狀態,所以該材料不適合在-40 ℃介質及環境條件下使用。
2 焊接性分析及焊接注意事項
2.1 焊接方法及材料的選用
25Cr-7Ni-4Mo型雙相不銹鋼因兼有鐵素體不銹鋼和奧氏體不銹鋼的優點,所以可焊接性能較好,目前煤化工項目常用的管道壁厚一般在15 mm以下,所以常使用的焊接方法為GTAW和GTAW+SMAW,坡口形式主要為V形坡口,坡口加工宜采用機械加工,坡口加工完成后應進行100%VT檢測,不得有裂紋或夾層缺陷,焊絲/焊條主要采用ER2253/E2253,異種焊接接頭的焊接材料選用應綜合焊接接頭的強度(包括高溫持久強度)與耐腐蝕性、線性膨脹系數的差異及焊接裂紋、氣孔的敏感性等因素。
2.2 焊接保護氣體及熱輸入控制
25Cr-7Ni-4Mo型雙相不銹鋼GTAW焊接時應采用直流正接(DCSP),使用高頻焊機焊接效果更佳。正面保護宜采用98%Ar+2%N2或100%Ar,背面保護宜采用100%N2或100%Ar,焊槍宜選用大噴嘴,正面保護氣流12~18 L/min,背部保護氣流控制在10~20 L/min,收弧時應將弧坑填滿,息弧后焊槍應多停留幾秒,檢查收弧質量并去除表面缺陷。SMAW焊接時應采用直流反接(DCRP),SMAW焊接時應采用小熱輸入、短電弧、小擺動或不擺動的操作方法,小擺動是擺動幅度應不大于2.5倍焊條直徑。焊接熱輸入應控制在5~15 kJ/cm,其它型號雙相不銹鋼焊接熱輸入應控制在8~20 kJ/cm。
2.3 組對、預熱要求及工藝參數
定位焊的焊接材料和焊接工藝應與正式焊接相同,焊工必須取得相應項目的資格,且在有效期間內方可擔任焊接工作,內壁錯邊量不應大于壁厚的10%,且不得超過0.5 mm。組對卡具應為雙相鋼或奧氏體不銹鋼,不得使用碳鋼卡具。定位焊縫應均布,長度10~15 mm,高度2~4 mm,且不宜超過壁厚的2/3。
正常施焊時雙相鋼不需要預熱,當管件溫度低于0 ℃時,應對焊縫兩側各300 mm范圍內加熱到15~20 ℃且應熱透。采用氧乙炔加熱時,火焰不得與管壁直接接觸,可采用薄管夾套進行隔離,同時應將表面濕氣全部清除,對拘束性較大的厚壁焊件,宜將始焊處300 mm半徑范圍內進行局部預熱。
GTAW和SMAW焊接參數宜參照表5進行選用焊接電流和電弧電壓。
2.4 冬季施工需做好焊前預熱
某項目施工過程在發現管線2220-BLW408-4"焊縫號8號(規格114 mm×6.3 mm)打底完成后填充過程中在母材三通一側有微裂紋,對該焊縫進行PT檢測結果顯示:焊縫三通一側有裂紋兩處,長度分別為67 mm和28 mm。裂紋位于焊縫邊緣2 mm處,開裂位置正處于熱影響區。經分析該管件為鑄造管件,焊接作業時時環境溫度為-5 ℃,焊前未采取預熱措施,GTAW打底過程因拘束應力過大將焊縫熔合區與熱影響區撕裂,填充過程二次受熱,裂紋進一步延伸擴展,焊工焊接時肉眼觀察縫熱影響區焊縫開裂。所以冬季焊接一定要做好預熱措施,尤其是鑄造管件的焊接極其重要。同時加強焊后檢驗工作。
3 25Cr-7Ni-4Mo型雙相不銹鋼焊接接頭組織控制
3.1 焊接環境溫度對接接頭組織的影響
雙相不銹鋼焊接成形后,主要控制鐵素體與奧氏體各約占50%,但正常焊接很難達到1∶1的效果,除控制焊接工藝參數外,焊接環境溫度對接接頭組織的影響非常重要,現場GTAW和GTAW+SMAW主要的控制方法為5~15 s內將熔池金屬的顏色由紅色轉變至常規色,且1 min內將熔敷金屬降至200 ℃,層間溫度控制在100 ℃以下。來控制有害相的析出。所以雙相不銹鋼焊宜選擇在冬季進行施工,如夏季或南方地區施工雙相不銹鋼宜采用小電流或焊縫100 mm外的管壁上貼濕毛巾或水冷來控制有害相的析出。焊接時嚴禁在焊縫上直接澆水。
3.2 二次回火對接頭組織的影響
與奧氏體不銹鋼相反,雙相不銹鋼與接觸腐蝕介質一面的焊縫先焊,使得最后施焊的焊縫保留在非接觸介質一面,利用后焊道焊縫對現先焊焊道的二次回火作用來改善接頭組織。如設計文件要求接觸介質的焊縫最后施焊或施焊條件不允許其先焊時,則應在此焊縫表面在施焊一道工藝焊縫,但該工藝焊縫在焊接完成后應采用打磨或機加工方法去除,也可以采用GTAW不填絲二次熔焊的方法來改善接頭組織。
3.3 GTAW和GTAW+SMAW不同熱輸入對接頭組織的影響
3.3.1 耐腐蝕性能及鐵素體含量測定方法
如何測定雙向不銹鋼的耐腐蝕量,國內應按照GB/T 4334—2020《金屬和合金的腐蝕 奧氏體及鐵素體-奧氏體(雙相)不銹鋼晶間腐蝕試驗方法》,實驗室主要測試方法為不銹鋼-硫酸銅腐蝕試驗法,結果評定方法常用金相法。
要注意母材與焊縫鐵素體含量的測定執行規范不一致,其中母材應參照GB/T 13305—2008 《不銹鋼中α-相面積含量金相測定法》主要測試的方法:①α-相面積含量的測定法;②金相圖像定量分析法。焊縫應參照GB/T 1954—2008《鉻鎳奧氏體不銹鋼焊縫鐵素體含量測量方法》主要測試方法:①磁性法;②金相法。磁性法測量鐵素體含量是會有±2.5%的誤差,但是磁性法測量的優點有測量范圍寬, 操作簡單, 人為影響因素小, 測量精度能滿足工程要求,同時還可以實現鐵素體含量的現場無損檢測,是比較理想的檢測方法之一,也是項目建設過程中較常用的檢測的方法,其他方法均為破壞性試驗法,一般用于試驗及焊接工藝定制作。
3.3.2 磁性法實測不同焊接方法鐵素體含量
按照GB/T 1954—2008《鉻鎳奧氏體不銹鋼焊縫鐵素體含量測量方法》采用磁性法對現場GTAW和GTAW+SMAW兩種焊接方法各取6道焊縫進行根部焊道鐵素體含量檢測,檢測數據見表6。
經分析由于GTAW+SMAW二次回火熱輸入量大。對焊縫接頭組織改善效果更好,所以測出根部焊道的鐵素體含量更加接近50%,因根部焊材為直接接觸介質一面,所以測量根部焊道的鐵素體含量更為準確的說明焊縫的抗腐蝕性和耐磨性能。
3.3.3 金相法實測不同焊接方法鐵素體含量
圖1為金相法試驗試件,試件1號和2號為GTAW試件,3號和4號為GTAW+SMAW試件。圖2為試驗試件100倍熱影響區晶相照片。圖3為試驗試件500倍焊縫區晶相照片。
通過以上試驗照片對比標準圖譜測得試驗試件鐵素體含量值見表7。按照金相法測得的試驗數據基本與磁性法保持相同。GTAW+SMAW的焊縫鐵素體含量整體優于GTAW。鐵素體與奧氏體所占比例更接近1∶1,GTAW焊縫鐵素體含量之所以偏高,與焊縫本身熱輸入較小,冷卻速度過快,更容易析出鐵素體有很大關系。
4 結論
試驗依據主要為北方冬季施工時所產生的數據,GTAW+SMAW的焊接效果優于GTAW,如果在夏季或者南方地區施工,應采取積極的降溫措施,來保證焊縫鐵素體和奧氏體的占比。正面保護宜采用98%Ar+2%N2,背面保護宜采用100%N2來彌補焊接過程N元素流失,更有利于增加焊縫的穩定性,但此過程如果控制不好冷卻速度容易析出氮化鉻。另外極端寒冷條件不采取預熱措施,管道焊接很容易產生裂紋。
參考文獻 [1] 柳陽,李國平,王立新,等. S32750超級雙相不銹鋼TIG自熔焊接接頭組織及力學性能[J]. 焊接, 2020(6):18-22.
[2] 陳今良, 王海波, 周洪. 填充金屬對2205雙相不銹鋼TIG焊接頭組織與性能的影響[J]. 焊接, 2019(1): 55-58.
[3] 高站起 , 荊洪陽, 徐連勇, 等. 超級雙相不銹鋼多層多道焊接接頭組織及腐蝕性能[J]. 焊接學報, 2019, 40(7): 143-148.
[4] 李國平, 柳陽, 王立新, 等. 熱輸入對S32750超級雙相不銹鋼TIG焊接接頭腐蝕性能的影響[J]. 焊接, 2018(9): 43-46.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年1期)2019-03-30 01:35:32
制造技術與機床(2018年12期)2018-12-23 02:40:58
中學生數理化·八年級物理人教版(2017年10期)2018-01-22 03:04:00
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
制造業自動化(2017年2期)2017-03-20 14:26:13
石油化工建設(2016年4期)2016-02-27 15:03:16
