國內外 rPET 飲料瓶的發展現狀分析
2021-09-14 03:10:16溫嘉琦范冰心楊洪蘇李志禮
上海包裝 2021年3期
■ 文/嚴 宇,溫嘉琦,高 迅,范冰心,楊洪蘇,李志禮
(1.天津科技大學輕工科學與工程學院;2.天津科技大學電子信息與自動化學院)
自20世紀70年代聚酯PET瓶作為飲料包裝容器第一次出現在人們的視野里,就廣受制造商的喜愛。2016年全球聚酯PET瓶的消耗量達到4 800 億個,到了2020年PET瓶的年產量達到3 000 萬噸,它的消耗量更是超過5 000 億個[1]。在中國環境科學研究院2020年《我國PET飲料包裝回收利用情況研究報告》中,調研到在我國現有回收體系下,全國 PET 飲料瓶回收率可達 94%以上[2]。rPET 在紡織行業已得到了廣泛應用,超過80%的rPET 進入再生纖維行業,但近年來再生纖維行業產能過剩問題凸顯,PET的多元化及高值化再生成為新趨勢。本文主要總結分析各國針對rPET制定瓶的相關法律法規、安全檢測方法和現有的生產工藝,為我國rPET高值化再生提供參考。
1 與rPET瓶相關的法律法規
自20世紀70年代聚酯PET瓶出現不久后,歐美等國家就開始關注并研究聚酯PET瓶的回收再生。在美國食品藥品監督管理局(FDA)于1994年發出第一份rPET飲料瓶的無異議書后,rPET飲料瓶的發展正式拉開帷幕。經歷了近40多年的發展,國外有關rPET瓶的研究已經達到相當高的水平,且相關法律法規已基本完善。而我國由于受到PET瓶的回收再生技術的限制及相關衛生安全問題的困擾,在rPET食品接觸材料領域內尚未有完善的相關法律法規。
1.1 美國rPET相關法律法規
FDA在1992年頒布了《食品包裝中使用再生PET的考慮要點》,該法案要求相應的企業和生產商,在生產rPET時,須向FDA提交該工廠PET回收再生這一過程的詳細流程介紹,即有關PET瓶回收再生過程中消除污染物的詳細措施和該生產線與設備的去污效率。
FDA在2006年頒布了《食品包裝中使用再生PET的考慮要點》的修訂案《食品包裝中再生塑料的化學安全須知》[3],該修訂案基于回收的聚酯塑料中的化學有害物質可能會殘存在再生聚酯中,可能遷移到與材料直接接觸的食品中,確定了用于評估PET回收再生過程中污染物推薦種類數量和挑戰測試具體實施方案。
美國加利福尼亞州為解決塑料廢棄物危機,出臺了AB792號法案。該法案要求該州到2021年,市場在售的PET飲料瓶中必須含有10%的回收PET(10%rPET)。到了2025年回收成分必須達到25%,而到了2030年回收成分則需要達到50%以上。
1.2 歐盟rPET相關法律法規
歐盟在2004年頒布了《包裝及包裝廢料指南》的修訂案2004/12/EC,該修訂案規定了聚酯材料回收再利用的相關準則,并要求歐盟各成員國建立適合本國國情的包裝廢棄物回收利用體系及回收再生系統,并完善相應體系與系統的質量評估方法。
歐盟在2008年發布了EC(NO)282/2008指令《歐盟再生塑料包裝條例》。該條例規定,食品級聚酯的回收再生過程需要經過歐盟食品安全局(EFSA)審核后,才可進行相應的生產。對于需要審核塑料回收再生工藝的企業,首先需要向EFSA上交審核申請函。該申請函必須證明該企業對塑料包裝回收再生過程擁有合適的監管體系,確保再生聚酯材料和聚酯包裝符合有關食品安全法。同時,必須證明聚酯材料在回收再生過程中能去除有害污染物,確保再生聚酯材料不會危害人體健康。
2015年10月26日,歐盟發布有關再生聚酯塑料和食品級聚酯塑料廢棄物處理條例EC(No.2023/2006)。該條例要求企業在生產再生聚酯瓶時,必須嚴格按照條例中的標準處理PET回收料中的有害物,從而能夠有效地將有害物降低到不對人類健康構成威脅的水平。而在2018年歐盟頒布了《歐洲循環經濟中的塑料戰略》,它并提出自2025年起,25%的再生聚酯要用于食品級聚酯瓶的生產,同時要求聚酯飲料瓶的回收率至少為90%,到2030年時,歐洲市場上的塑料包裝均要實現重復使用或循環再生。
1.3 日本rPET相關法律法規
2012年4月,日本政府頒布了關于食品用具及包裝容器中再生聚酯塑料的使用指導指南。該文件對原生材料PET瓶及再生材料PET瓶進行了定義,規定了回收再生塑料的適用范圍及再生PET瓶的使用等級,并對PET再生工藝進行分類,同時確定了rPET瓶的安全評估準則。
日本政府在2018年中旬發布了《第4次循環型社會形成推進計劃》[4]。該計劃針對塑料垃圾危機提出解決方案:努力提高塑料垃圾回收利用率,對塑料回收再生利用技術進行改革與創新,并在提高塑料回收率的基礎上構筑穩定再生體系。該計劃要求到2030年后,日本國內聚酯飲料瓶、購物袋、餐具等塑料廢棄物的排放量降低25%,并能實現聚酯飲料瓶100%的回收[5]。
1.4 其他國家rPET相關法律法規
2007年8月,巴西衛生監督局發布了決議草案No.74《食品級再生PET在南美市場的技術法規》,該技術法規對在食品包裝中使用再生聚酯PET規定了一般要求及評估、授權、注冊和標簽標準。
2020年2月,泰國食品藥品監督管理局發布公告稱,有關食品接觸材料的法規修訂案將允許使用再生聚酯材料。為更好地確保再生聚酯的安全性,泰國政府要求聚酯塑料進口商和制造商需提供有關目前用于生產原生PET化學品的信息,以確保原生聚酯材料來源的安全性。
1.5 中國rPET相關法律法規
1990年11月,國家衛生行政辦公室發布衛生指令8號《食品用塑料制品及原材料衛生管理辦法》。該管理辦法規定:對于所有用于食品直接接觸的材料和包裝,不允許使用任何再生原料。而后國家質量監督總局于2006年7月初頒布了有關食品級塑料制品(如包裝容器、餐飲用具)的生產準則,該準則規定了食品級包裝的原材料必須符合相應的安全標準,且回收料和污染料不得作為原料。
2018年12月,國家市場監督管理總局頒布了《食品相關產品生產許可實施細則之食品用塑料包裝容器工具等制品》,該法案對部分塑料包裝容器的內容進行了重新修訂,將有關塑料制品中“原料不得使用外購回收料”等相關規定移除。
2020年國家發改委頒布最新禁塑令,該法令提出關于塑料廢棄物的回收利用與處理,并強調實施垃圾分類,加大塑料廢棄物等可回收物分類收集和處理力度,禁止隨意堆放、傾倒造成塑料垃圾污染。
2 食品包裝中有害物檢測方法
食品包裝的質量安全問題一直是各國關注的焦點。在食品包裝的工業化制造中,由于各種不同原因,食品包裝中可能存在部分有意添加物和非有意添加物。不同于原生PET,rPET作為再生聚酯包裝,其所含有害物質的可能性更大,且有害物的來源也更加復雜。因此,建立合適的檢測手段,對rPET瓶中的有害物質進行檢測就顯得十分重要。而不同食品包裝中有害物的檢測具有普適性。目前對食品包裝的檢測手段主要有氣相色譜質譜聯用(GC-MS)、氣相色譜氫火焰離子檢測(GCFID)、高效液相色譜質譜聯用(HPLC-MS)、電感耦合等離子體質譜 (ICP-MS)、超高效液相色譜質譜聯用(UPLC-MS)、電感耦合等離子體光學發射光譜(ICP-OES)等。
2.1 有機化合物的檢測
Yutaka Abe通過液相—二級質譜聯用儀(LC-MS/MS)對日本市售聚酯PET礦泉水瓶中的甲醛和乙醛的殘留含量進行檢測分析,發現61%樣品檢測出了甲醛,其質量濃度在2.6 ng/mL~31.4 ng/mL范圍內,68%樣品檢出了乙醛,其質量濃度在5.3 ng/mL~143.5 ng/mL范圍內,兩者的檢出量均符合日本安全法律法規[6]。
Mahdiyeh Otoukesh通過UPLC-MS對市場在售聚酯PET水瓶中的丙烯酸酯類化合物的遷移進行檢測。結果發現,乙二醇二甲基丙烯酸酯、季戊四醇三丙烯酸酯、三甘醇二丙烯酸酯、三羥甲基丙烷三丙烯酸酯等4種丙烯酸酯類化合物存在于食品模擬物中,且這4種丙烯酸酯類化合物的遷移含量低于歐盟安全法規規定的SML值(50 ng/g)[7]。
李麗怡通過高效液相色譜儀(HPLC)對PET水瓶中的兩種光穩定劑含量和遷移量進行檢測,發現聚酯塑料水瓶中的兩種化合物的檢測含量低于國標和歐盟安全標準規定的限值,且它們的遷移受食品模擬液的種類,遷移時間,遷移溫度的影響[8]。
王杰通過高效液相色譜—紫外檢測儀(HPLC-UV)對不同市售聚酯PET水瓶中的小分子化合物雙酚A的含量和遷移量進行檢測與分析。結果顯示,其中5種聚酯PET水瓶檢出了少量的雙酚A,而雙酚A的殘留量和遷移量均符合國家安全標準[9]。
2.2 微量金屬的檢測
Cristina Bach通過GC-MS和ICP-MS分別研究了陽光照射對PET瓶中化學物質和微量金屬遷移量的影響。結果顯示,化學物質和微量金屬遷移量受水的類型和二氧化碳含量影響[10]。
Eri Kishi使用電感耦合等離子體光學發射儀(ICPOES)和ICP-MS對日本市售聚酯PET飲料瓶進行微量元素的檢測。共檢測出5種主要化學元素:鍺、鈦、銻、磷、鈷,且這些化學元素的含量遠低于日本衛生烯烴和苯乙烯塑料協會(JHOPA)所規定的限值[11]。
3 rPET飲料瓶的生產工藝
國際上,從“瓶”到“瓶”的PET回收再生技術已經相當成熟,尤其是美國和歐盟。目前rPET瓶的生產工藝主要有3種,分別為物理法回收再生工藝、化學法回收再生工藝和半化學法回收再生工藝。
3.1 物理法回收再生工藝
物理法回收再生技術又稱為機械法回收再生技術,該工藝的技術原理是通過機械設備對經過分離、破碎、干燥的PET瓶片進行凈化[12],除去PET瓶片中殘存的化學污染物和雜質顆粒。而后進行造粒、增黏、脫醛、注胚、吹瓶,得到rPET瓶,具體工藝流程如圖1所示。物理法回收再生工藝主要有兩種方式:第一種是將回收的PET瓶切片粉碎,通過PET瓶片、PET瓶蓋、PET瓶標3種產品材質密度不同,去除瓶蓋和瓶標,并對分離(溶劑分離、泡沫分離)的PET瓶片進行清洗干燥,而后進行造粒、注胚、吹瓶;第二種是直接通過設備去除PET回收瓶上的瓶蓋和標簽,再對瓶子進行切片粉碎、清洗、干燥,而后進行造粒、注胚、吹瓶。目前,物理法較為成熟,國外生產商也往往采用物理法,如法國達能集團旗下品牌依云推出的100% rPET礦泉水瓶,威立雅華菲生產的“AAA”rPET食品級切片,西帕和Erema聯合開發的XTREME Renew聚酯回收再生系統生產的rPET瓶胚。盡管物理法廣受生產商的喜愛,但它也有缺點:由物理法生產的rPET切片和粒子的特征黏度遠低于原生飲料瓶所需要的黏度,因此還需對rPET切片進行增黏才能達到瓶級黏度的標準。
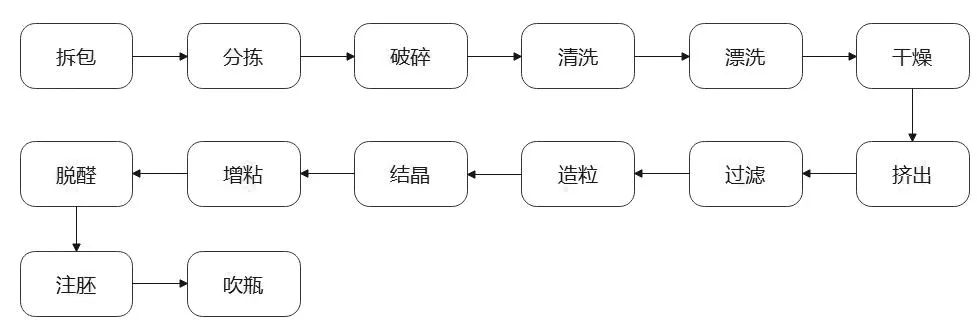
圖1 物理法回收再生工藝流程圖
3.2 化學法回收再生工藝
化學法回收再生工藝是將回收的PET瓶粉碎、洗滌、干燥,用化學試劑直接解聚PET瓶片,使PET瓶片解聚成原料小分子(對苯二甲酸和乙二醇)或者是分子量較低的中間單體分子[13]。通過一些化學試劑對這些單體、小分子進行純化,除去附著在分子鏈上的有機污染物,再聚合成新的聚酯PET材料,而后進行造粒、結晶、脫醛、注胚、吹瓶等。化學法具體工藝流程圖,如圖2所示。其主要工藝方法有水解(包括堿性水解[14]、中性水解和酸性水解[15])、醇解[16](一元醇解法、二元醇解法)、糖解[17]等。目前有部分公司采用化學法,如可口可樂公司推出的10% rPET的飲料瓶,而2021年可口可樂將會把飲料瓶中rPET的含量提高到25%。化學法實現了低品質瓶到高品質瓶的工藝技術,但在PET瓶片的解聚和聚合中會添加部分化學試劑,從而產生化學污水。
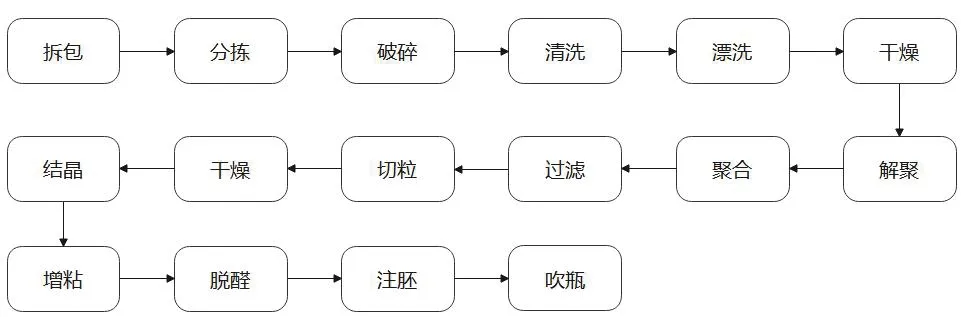
圖2 化學法回收再生工藝
3.3 半化學法回收再生工藝
半化學法回收再生工藝又被稱為物理—化學法,即將部分物理法和部分化學法相結合。由該法生產可得到與化學法生產相同質量的rPET食品級切片,且該工藝的化學污染小于化學法產生的污染。但該法生產成本較高,且聚酯原料的損耗也比前兩種工藝多,其損耗率可達5%。半化學法回收再生工藝流程主要由4部分組成:
(1)原料處理,即剔除有色瓶和不干膠瓶,對PET瓶進行粉碎、清洗、漂洗、干燥。
(2)化學去污,即加入堿性化學物質除去回收聚酯中殘存的化學有害物,以及聚酯生產的原料乙二醇和對苯二甲酸。
(3)深度清潔,即在一定溫度條件下、連續清洗、加熱、干燥,除去產生的揮發性污染物。
(4)注胚吹瓶,即將聚酯PET結晶、固相縮聚,以提高聚酯的物理性能,再將rPET食品級切片進行注胚、吹瓶得到rPET飲料瓶。
4 結論與展望
rPET瓶作為PET瓶級回收利用的高價值方案,符合當今的循環經濟。但由于rPET瓶中有害物質的復雜性與不確定性,目前只有十幾個國家的法律允許使用rPET瓶。不可否認的是,隨著rPET瓶生產工藝的不斷革新和相關安全檢測方法的不斷進步,各國rPET瓶的相關法規也會逐漸得到完善,rPET瓶也將被廣泛使用,從而將真正實現不可再生資源的循環利用。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52