水電站檢修場所職業病危害因素調查分析
2021-09-14 12:50:48余洪斌鄒國武
電力安全技術 2021年8期
余洪斌,鄒國武,肖 榮,羅 鑫,趙 明
(1.中國長江電力股份有限公司,湖北 宜昌 443002;2.湖北安源安全環保科技有限公司,湖北 武漢 430022)
0 引言
我國水力資源豐富,水電發展具有高效、低碳、經濟、可持續性等優點。隨著長江流域的大型水電站拔地而起,相應的檢修需求也越來越多。而水電站在建設期和運行期的職業病危害因素檢測分析做得較多,檢修期的職業病危害卻做得較少。為了探討水電站檢修場所的職業病危害特點,按照《中華人民共和國職業病防治法》《工作場所職業衛生監督管理規定》等配套法規要求,于2019年對湖北省某水電站檢修場所的職業病危害因素進行調查、識別、檢測和分析,并提出了與之相適應的職業病防治建議,以期對水電檢修企業的職業病防治工作提供參考。
1 對象和方法
1.1 對象
1.1.1 調查對象
湖北省區域內某座水電站的檢修,分為機組檢修、水工建筑物及金屬結構檢修。檢修場所分為水輪發電機組主廠房、壩面泄洪區域及電站外的水工金屬結構專用檢修基地(包括防腐車間及鉚焊車間)。檢修勞動定員250人。
1.1.2 調查對象主要工藝流程
1.1.2.1 機組檢修
檢修工藝包括機組拆卸及回裝,定子檢修、轉子及主軸檢修、上機架及上導軸承檢修、推力軸承檢修、通風及其冷卻系統檢修、制動裝置及系統檢修、受油器檢修、水導軸承檢修、主軸密封檢修、頂蓋排水系統檢修、真空破壞閥檢修、導水機構檢修、轉輪及轉輪室檢修、機械過速檢修、漏油裝置及其他檢修等。
1.1.2.2 水工建筑物檢修
破損外輪廓修邊,破損面清潔,環氧干料及基液配料,修補面刷基液,填補環氧砂漿,干燥維護。
1.1.2.3 檢修基地鉚焊車間作業
手工電弧焊、二氧化碳氣保焊、氬弧焊、等離子切割、氧氣乙炔切割,焊接完成后進行焊渣打磨作業。
1.1.2.4 檢修基地防腐車間作業
防腐流程依次為噴砂除銹、噴鋅防護及噴漆防護,在下列三個工藝房完成。
(1) 噴砂工藝房:噴射一定粒度的鋼砂,對工件進行表面處理,使工件表面達到較高的清潔度和適宜的粗糙度。
(2) 噴鋅工藝房:采用高速電弧噴槍將鋅絲熔化,對工件表面進行噴涂。
(3) 噴漆工藝房:采用高壓無氣噴涂設備,噴涂底漆、中間漆和面漆。
主要原輔材料及用量如表1所示。
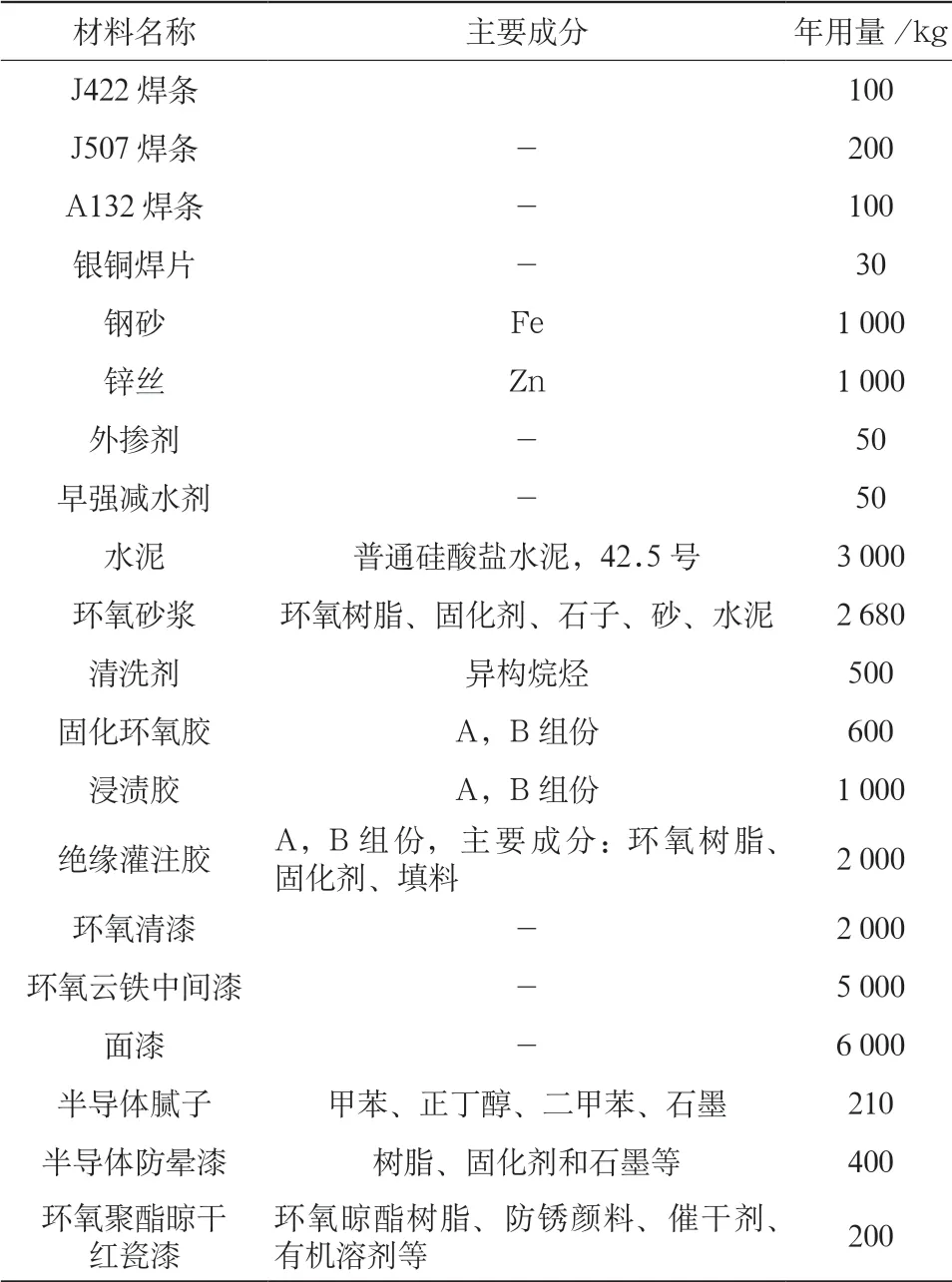
表1 主要原輔材料及用量
1.2 方法
1.2.1 職業衛生學調查
現場調查其生產工藝和設備布局、各生產環節存在的職業病危害因素及各作業崗位勞動者接觸職業危害情況,各生產環節設置或使用的衛生防護設施、個人防護用品及使用情況等。
1.2.2 職業病危害因素檢測
根據調查結果制定檢測方案,按照GBZ 159—2004《工作場所空氣中有害物質監測的采樣規范》進行采樣。根據GBZ/T 192《工作場所空氣中粉塵測定》、GBZ/T 160《工作場所空氣中有毒物質測定》、GBZ/T 189《工作場所物理因素測量》進行有害因素測定。所有采樣和檢測儀器均經過計量檢定合格。
1.2.3 評價依據
按照GBZ 2.1—2007《工作場所有害因素職業接觸限值 第1部分:化學有害因素》和GBZ 2.2—2007《工作場所有害因素職業接觸限值 第2部分:物理因素》對水電站檢修場所的有害因素結果進行分析。
2 檢測情況
2.1 職業病危害因素及其防護措施
水電站檢修場所存在的職業病危害因素主要有粉塵、電焊煙塵、一氧化碳、二氧化氮、二氧化錳、噪聲、氧化鋅、苯系物、丙酮、正己烷等。主要的防護措施如表2所示。
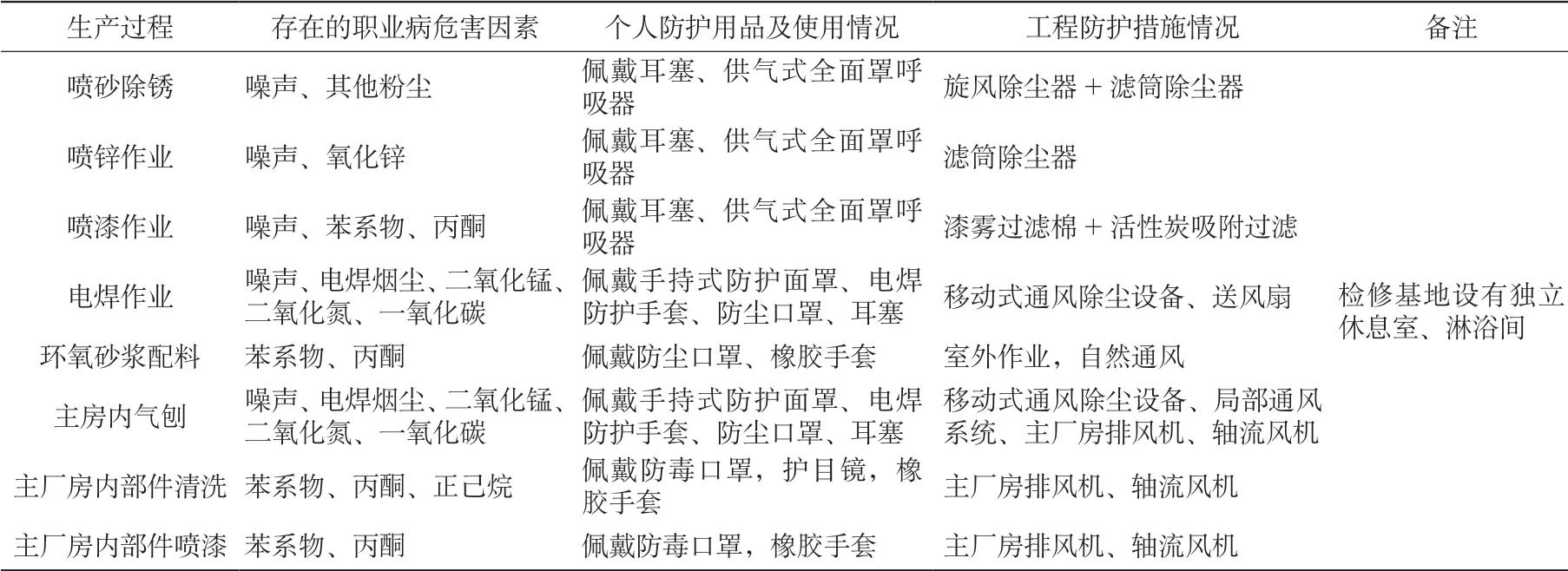
表2 職業病危害因素及其防護措施
2.2 職業病危害因素檢測結果
2.2.1 化學有害因素檢測
對檢修基地鉚焊車間、防腐車間、主廠房的粉塵、電焊煙塵、一氧化碳、二氧化氮、二氧化錳、氧化鋅、苯系物、丙酮、正己烷進行檢測。檢測結果如表3所示,結果表明,主廠房氣刨過程中的電焊煙塵和二氧化錳部分點位超標,噴砂工藝房和噴鋅工藝房施工過程中的部分點位超標。
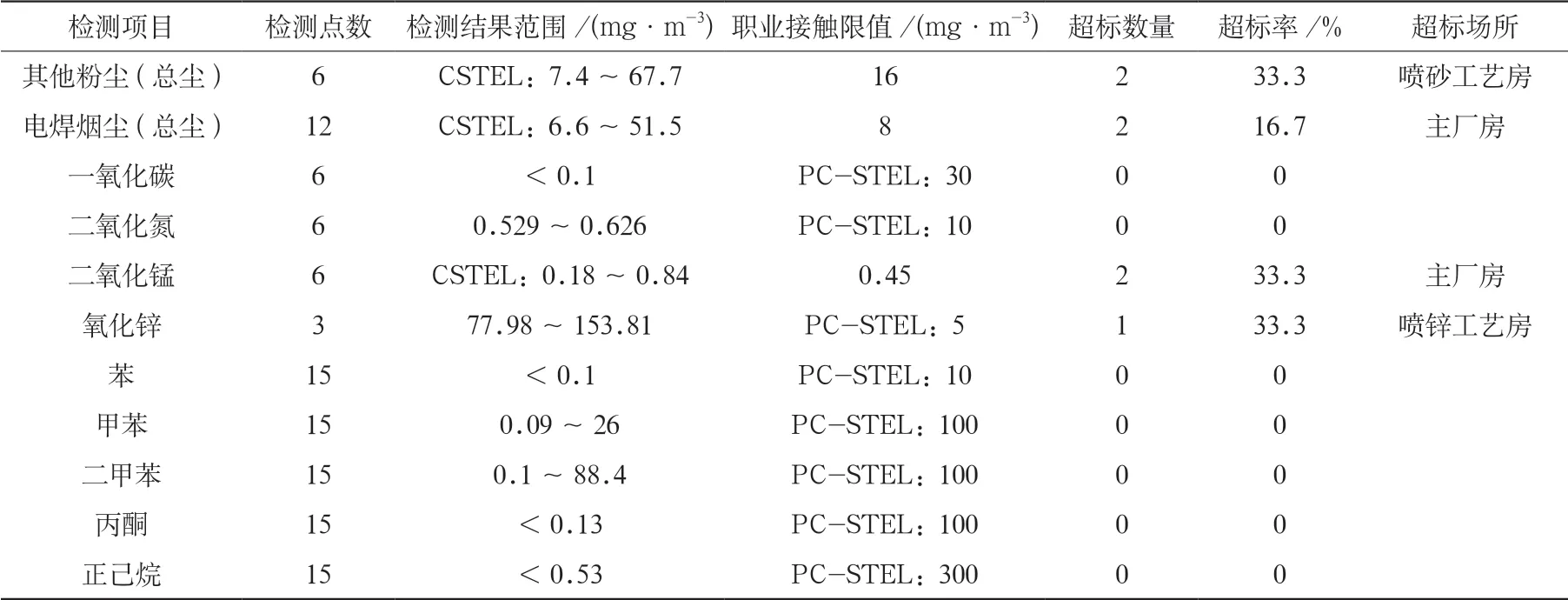
表3 水電站化學有害因素檢測結果
2.2.2 噪聲檢測
對噴砂工藝房、噴鋅工藝房、噴漆工藝房、鉚焊車間、主廠房等檢修場所進行噪聲定點檢測,共檢測42個點位,檢測結果如表4所示,其中14個點位的噪聲強度大于85 dB(A)。
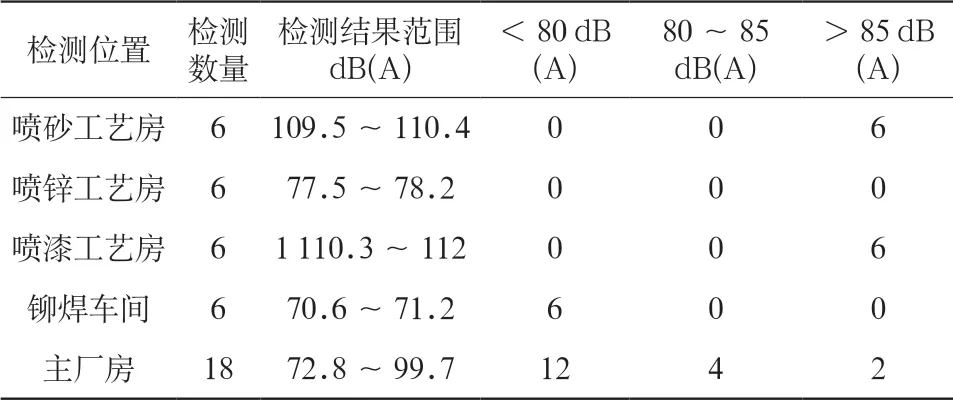
表4 水電站定點噪聲檢測結果
3 結果與建議
3.1 調查結果
通過對水電站典型檢修場所職業衛生調查和職業病危害因素檢測,存在的主要職業病危害因素有氧化鋅、其他粉塵、電焊煙塵、二氧化錳及噪聲。噪聲定點檢測結果顯示噴砂工藝房、噴漆工藝房、主廠房等14個測點的噪聲強度大于85 dB(A),上述區域均設置有防噪耳塞[黃色,發泡PU材質,降噪值37NSR,子彈頭型,500副/盒],可隨取隨用,現場調查顯示工人耳塞佩戴情況良好,能滿足個體防護要求。噴砂工藝房其他粉塵及噴鋅工藝房氧化鋅采樣點位超標,兩個工藝房均采用了下部吸風的全面機械通風系統,并配有旋風除塵器+濾筒除塵器/漆霧過濾棉+活性炭吸附過濾器粉塵凈化裝置,加上工人佩戴供氣式全面罩呼吸器,符合《工業企業設計衛生標準》中第6.1.1條、第6.3.1.1條的規定“工人正確佩戴后實際接觸職業病危害因素的濃度/強度能達到職業接觸限值”的要求。二氧化錳、電焊煙塵檢測結果顯示主廠房的檢測結果超過職業接觸限值,體現在主廠房通風除塵措施不夠完善。
3.2 建議
(1) 繼續加強耳塞佩戴的監督管理,工人進入噴砂工藝房、噴漆工藝房、主廠房等噪聲危害關鍵控制點作業時,必須正確佩戴防噪耳塞。
(2) 噴砂工藝房其他粉塵、噴鋅工藝房氧化鋅超標,雖采取了通風除塵和個人防護相結合的綜合措施,可再采取管理措施(重點工種采取多班倒)縮短職業病危害因素接觸時間來降低工人的實際接觸水平。
(3) 主廠房機坑內多處進行氣刨作業,廠房排風和局部通風系統離得較遠,同時移動式通風除塵設備配置太少,從而導致機坑內電焊煙塵、二氧化錳濃度短時間積聚造成超過職業接觸限值。故為了減少電焊煙塵、二氧化錳短時積聚,可通過優化局部通風系統、增加移動式通風除塵設備和合理安排氣刨作業面來實現。
(4) 按照相關標準,職業病危害因素檢測結果是按照換算成每天8 h接觸量是否超職業接觸限值來判定,但實際情況是現場普查的職業病危害因素工人并不是長期暴露其中,如氣刨作業,每年約200天的檢修期,僅兩到三次每次一天完成此作業,按照標準對照限值來判定是否超標并不合理。
猜你喜歡
今日農業(2022年15期)2022-09-20 06:56:12
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
海峽姐妹(2020年12期)2021-01-18 05:53:26
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
創新作文(小學版)(2017年34期)2017-04-09 06:15:18
民生周刊(2016年9期)2016-05-21 12:11:19
海峽科技與產業(2016年3期)2016-05-17 04:32:12
