垃圾焚燒電廠鍋爐管維修防護策略分析
2021-09-14 12:51:36覃恩偉阮新宇吳樹輝
電力安全技術(shù) 2021年8期
關(guān)鍵詞:施工
徐 霖,覃恩偉,阮新宇,黃 歡,葉 林,吳樹輝
(1.常熟浦發(fā)第二熱電能源有限公司,江蘇 常熟 215500;2.蘇州熱工研究院有限公司,江蘇 蘇州 215004)
1 背景與現(xiàn)狀
近年來,城市生活垃圾處理方法已經(jīng)逐步由簡單的填埋或露天堆放轉(zhuǎn)換為焚燒發(fā)電。焚燒發(fā)電發(fā)熱是將工業(yè)及市政固體垃圾進行減量化、資源化處理的關(guān)鍵技術(shù)手段。國內(nèi)城鎮(zhèn)化進程推動垃圾焚燒電廠穩(wěn)步建設(shè)。然而,垃圾中含有硫、氯等腐蝕性元素,以及鉛、鋅等重金屬元素,在燃燒過程中對鍋爐管受熱面產(chǎn)生嚴重的腐蝕問題,在缺失有效的保護下極易導(dǎo)致破損或泄漏等問題,對電廠造成高昂的維護成本和巨大的經(jīng)濟損失。此外,從增加熱效率及減少二噁英排放角度出發(fā),使得電廠傾向于采用高溫度/高壓力蒸汽的運行參數(shù),這進一步增加了受熱面腐蝕速率。因此,為了確保電廠安全、高效運行,如何制定合理科學(xué)的維修策略顯得尤為重要。
除了鍋爐管原材料缺陷、制造和熱處理工序及焊接或彎制等安裝缺陷外,燃煤鍋爐受熱面由于燃煤煙氣腐蝕、飛灰沖刷導(dǎo)致磨損減薄是最為常見的失效模式,這類可歸結(jié)為運行過程中承受的熱、力學(xué)、化學(xué)等不可避免的復(fù)合作用。從腐蝕損傷角度,常規(guī)燃煤鍋爐燃料中含高硫分(1.5 %~2.5 %)而低氯量(0.05 %),其主要腐蝕機理為高溫硫、硫化物腐蝕或低溫硫酸腐蝕。相反,垃圾焚燒介質(zhì)氯含量高(0.47 %~0.72 %),其受熱面腐蝕機理主要為高溫氯腐蝕。在垃圾燃料中,氯元素可以以HCl,Cl2的形式存在,也可以結(jié)合Na,K等堿性元素、Zn,Pb等重金屬元素形成化合物。在鍋爐焚燒環(huán)境下,形成低熔點混合熔融鹽,粘污在鍋爐管受熱面。Cl元素的存在大多數(shù)情況下會阻止保護性氧化層的形成,使得致密氧化膜變得疏松,從而加速氧化環(huán)境中的腐蝕,其腐蝕機理稱為自循環(huán)活性腐蝕。
在垃圾焚燒電廠中,鍋爐管受熱面高溫氯腐蝕主要發(fā)生在三個區(qū)域:一通道水冷壁管;一、二通道過渡區(qū)(包括爐頂區(qū)域);屏式過熱器、蒸發(fā)器及過熱器。水冷壁管遭受燃料腐蝕氣氛及飛灰沖刷雙重作用,氯化物鹽、硫酸鹽、堿金屬鹽、重金屬鹽等形成低熔點混合鹽,在氯熔融鹽作用下形成循環(huán)加速腐蝕。其余受熱面則在煙道氣體沖刷、高溫氧化、熔融氯化物鹽作用下形成腐蝕/沖蝕破壞。
2 維修防護策略
2.1 蒸汽參數(shù)調(diào)整
腐蝕速率與溫度呈指數(shù)關(guān)系,降低鍋爐主蒸汽溫度從而降低鍋爐管壁溫度,可實現(xiàn)降低腐蝕速率的目的。垃圾焚燒鍋爐實際運行狀況分析表明,中溫中壓蒸汽參數(shù)(400 ℃,4.0 MPa)相對于中溫次高壓(450 ℃,5.3 MPa),其水冷壁碳鋼管腐蝕速率降低了52 %,過熱器SUS310不銹鋼管腐蝕速率降低了66 %。
然而,將主蒸汽參數(shù)從中溫次高壓降低至中溫中壓,將使得電廠熱效率降低6 %~7 %。從電廠自身經(jīng)濟性角度,只有提高電廠熱效率才能增加利潤。因此,需要在高蒸汽參數(shù)與腐蝕維護費用間求得一種平衡,一味降低運行參數(shù)不是最優(yōu)解。在維持一定參數(shù)情況下,采用一定高性價比腐蝕防護技術(shù)以減緩腐蝕保護鍋爐管是更為可行的方案。
2.2 采用耐火材料覆蓋
耐火材料覆蓋主要通過澆注料、耐火磚、陶瓷護瓦等材料覆蓋在受熱面表面,在一定程度上將管材基體與焚燒腐蝕環(huán)境隔絕,從而達到降低鍋爐管腐蝕速率的目的。耐火材料組成為氧化物或硅酸鹽陶瓷,其本征抗氯腐蝕性強。然而,在鍋爐管受熱面的應(yīng)用場景下,其缺點也是明顯的。首先,其硬度太高導(dǎo)致脆性大,存在大片脫落的風險。其次,其熱導(dǎo)率低,僅為0.55~0.65 W/(mK),比碳鋼低兩個數(shù)量級(45~65 W/(mK)),因此,作為傳熱界面的鍋爐管,耐火材料的覆蓋顯著降低傳熱效率,從而影響煙氣溫度和鍋爐整體傳熱效率。過大的熱導(dǎo)率差異也會使得起爐、停爐過程中,澆注料發(fā)生破裂脫落的風險。此外,陶瓷均為燒結(jié)成型,存在高達15 %的孔隙率,這些孔隙率是腐蝕介質(zhì)擴散的快速通道。從宏觀上看,鍋爐管似乎與腐蝕環(huán)境被耐火材料隔絕。但從微觀上看,腐蝕介質(zhì)通過孔隙擴散至鍋爐鋼管表面,其表層也很可能被氯氣腐蝕,因此,采用耐火材料依然存在較高的腐蝕風險。
2.3 采用表面覆層技術(shù)
堆焊屬于表面涂覆技術(shù)的一種,是利用焊接的方法將高性能填充金屬合金熔覆在金屬基材表面,以獲得滿足特定性能和尺寸要求的工藝。在電廠鍋爐中這項工藝也可用于磨損、腐蝕后管道尺寸的修復(fù)及性能改善。針對鍋爐受熱面的現(xiàn)場熔覆過程,由于現(xiàn)場空間所限,只能手工操作。隨著工藝的發(fā)展,近年來,開發(fā)出用激光束或等離子體作為熱源的堆焊層技術(shù),分別稱為激光熔覆、等離子熔覆。相對于傳統(tǒng)堆焊,后兩者優(yōu)勢在于能量密度高,對基體熱影響相對較小,實現(xiàn)自動化作業(yè),效率高。但相關(guān)設(shè)備及自動化設(shè)施復(fù)雜,不易現(xiàn)場施工。針對鍋爐管應(yīng)用,只能采取先在車間熔覆,再到鍋爐現(xiàn)場焊接安裝。
熔覆層結(jié)構(gòu)致密、與基體形成高強度冶金結(jié)合,覆層厚度可達數(shù)毫米。然而,堆焊過程中需要大量的熱輸入,對管材基體產(chǎn)生顯著熱影響,且易產(chǎn)生裂紋。因此,堆焊工藝難以在電廠現(xiàn)場大面積使用。
2.4 采用現(xiàn)場熱噴涂技術(shù)
熱噴涂是采用一定的熱源,將金屬、陶瓷或其復(fù)合物加熱至熔融或半熔融狀態(tài),通過高壓氣體的作用,將熔滴高速撞擊構(gòu)件表面,從而形成具有耐磨、防腐等性能的功能涂層。具體到鍋爐管受熱面,要求易于爐膛內(nèi)現(xiàn)場施工,涂層材料性價比高,涂層質(zhì)量穩(wěn)定。電弧噴涂滿足這些需求,是最為合適的工藝。
電弧噴涂原理:通過送絲機構(gòu),兩根分別連接直流正負電極的金屬絲產(chǎn)生電弧并熔化,在高壓空氣作用下霧化成熔滴,高速飛行撞擊基體表面而形成涂層。傳統(tǒng)電弧噴涂中,熔滴飛行速率約100 m/s,較低的速率導(dǎo)致涂層孔隙率相對較高,在5 %~10 %量級。顯然,如此高體積分數(shù)的孔隙率顯著影響涂層的抗腐蝕性能。通過對噴涂電弧、噴槍改進,可使熔滴飛行速度提高50 %,從而獲得了孔隙率低至2 %超致密電弧涂層,這樣使得將電弧噴涂應(yīng)用至腐蝕氣氛苛刻的垃圾焚燒鍋爐管受熱面成為可能。
3 維修技術(shù)對比
在運行參數(shù)、材料設(shè)計、制造安裝等全流程均完美無缺陷的情況下,隨著服役時間的增加,電廠鍋爐管受熱面自然地會在腐蝕介質(zhì)作用下發(fā)生減薄。因此,對鍋爐管的維修防護是電廠永恒的話題。對電廠來講,維修的中心問題是經(jīng)濟性,即確定最優(yōu)維修間隔及最短的檢修時間。另外,檢修費用控制在合理范圍內(nèi)。
在以上原則的指導(dǎo)下,維修的思路是以最小的犧牲層代價,阻礙腐蝕介質(zhì)侵蝕鍋爐管。理想情況下,犧牲層在一定時間被腐蝕后,可再次在鍋爐管上覆蓋犧牲層,以保證鍋爐管本體不受任何腐蝕損傷,從而維持電廠長期運行的經(jīng)濟性、安全性。前述維修策略所涵蓋的覆蓋耐火材料、表面覆層、表面涂層技術(shù),均是從表面防護犧牲層出發(fā)。表1從防護層本征性能指標及施工指標兩個角度,對比了三種防護工藝的技術(shù)特點,具體分析如下。
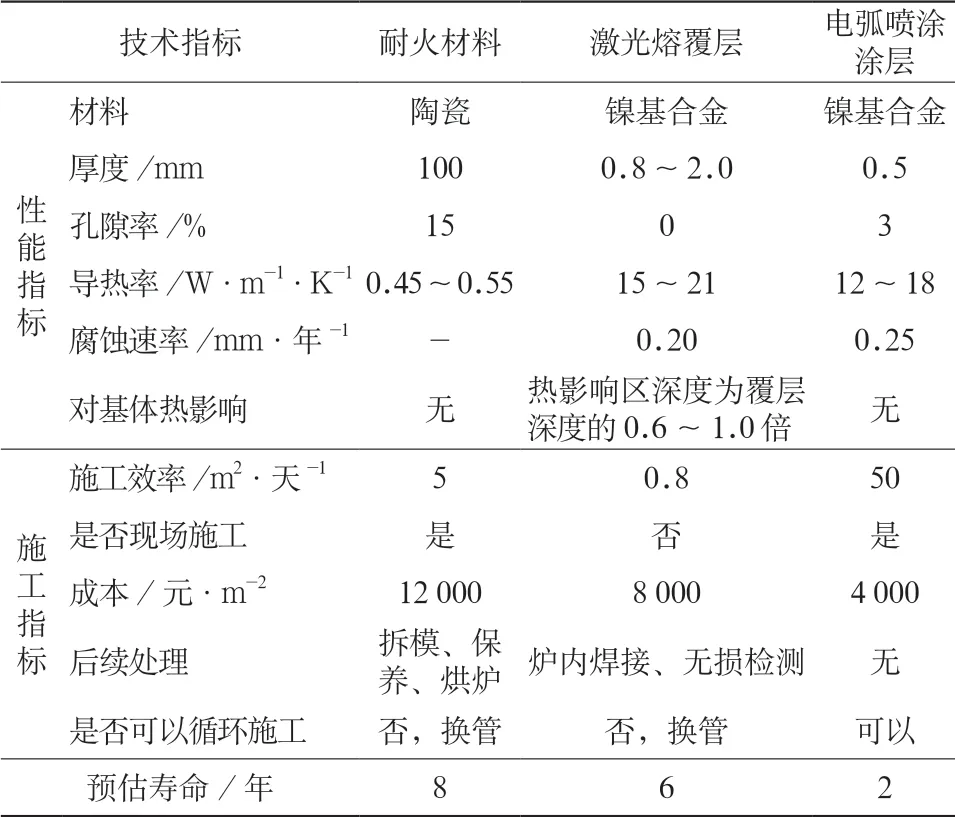
表1 鍋爐管氯腐蝕防護表面技術(shù)對比
(1) 耐火材料覆蓋層最大的優(yōu)勢在于可以將覆蓋防護層做得很厚,盡管存在15 %孔隙率,可以通過大厚度降低橫截面貫穿孔出現(xiàn)的幾率。一般而言,耐火覆蓋層壽命可達7~8年。其失效通常不是耐火材料自身被腐蝕,大多是腐蝕氣氛通過貫穿孔腐蝕鍋爐管,或者是耐火材料大面積剝落。因此,采用耐火材料防護,存在意外發(fā)生爆管而非計劃停機的風險。此外,整個施工周期長。以100 m2水冷壁管為例,澆注料施工時間約20天,后續(xù)還需拆模約3天,自然保養(yǎng)7天,起爐前需額外烘爐。整體周期約32天。
(2) 熔覆層以采用激光作為熱源的激光熔覆技術(shù)為例。其最大特點是獲得致密無缺陷的表面防護層,防護層厚度一般在0.8~2 mm。然而,由于大熱量輸入,施工效率低,需考慮額外工裝應(yīng)對鍋爐管變形。取決于覆層厚度及熔覆工藝控制,熔覆層壽命一般在6年左右。其缺點是無法現(xiàn)場施工,因此需提前在車間定制熔覆工藝。熔覆完成后,再運送到電廠鍋爐內(nèi)進行焊接,焊接完成后還需考慮焊縫檢測等工序。不考慮激光熔覆工序時間,僅在鍋爐內(nèi)現(xiàn)場焊接、無損檢測等工作時間約6天(以100 m2管排為例),高熱輸入和低效率決定了熔覆工藝目前難以在大面積鍋爐管排推廣應(yīng)用。
(3) 電弧噴涂最大特點是易于鍋爐內(nèi)現(xiàn)場實施,涂層性價比高,如果能將涂層孔隙率控制在3 %以內(nèi),可以顯著提高涂層的抗高溫氯腐蝕性能,從而將壽命提升至2~3年。電弧噴涂施工效率高,100 m2鍋爐管排,僅需2天即可完成全部施工。更為重要的是,涂層對基體無熱影響,在涂層被腐蝕后,可再次在鍋爐管上進行噴涂防護,從而實現(xiàn)了既定的涂層犧牲層保護鍋爐管本體的目的。
對三種防護表面技術(shù)作粗略經(jīng)濟性定量分析。覆蓋層壽命周期內(nèi),鍋爐管維修費用MC可以看作是覆蓋層工藝費用S、停爐檢修時間所對應(yīng)的電廠效益損失T、換管成本P的綜合,即MC=S+T+P,以8年維修周期將以上三種維護費用進行歸一化處理。以每日發(fā)電量30萬kWh、上網(wǎng)電價0.5元/kWh估算,則停爐期間電廠每日損失15萬元。
從表2分析可知,僅從表面工藝自身費用看,在該維護周期內(nèi),電弧噴涂需維護4次,其總費用最高,比最低的激光熔覆高約33 %。然而,算上由于施工周期停爐時間所導(dǎo)致電廠效益的損失,耐火覆蓋層費用高達620萬元,是最低的激光熔覆的2.5倍。相比激光熔覆,電弧噴涂總維修費增加了約12 %。整體看,采用激光熔覆防護技術(shù)的維修費用最低。然而,表2數(shù)據(jù)僅為簡單推算,正如前文所述,激光熔覆熱輸入量高、效率低,成本在熔覆大面積時將存在控制變形工裝等額外投入。此外,鍋爐管排為細長薄壁結(jié)構(gòu),大面積熱輸入將對鋼管組織性能存在顯著影響,這對鍋爐運行存在一定的安全隱患。
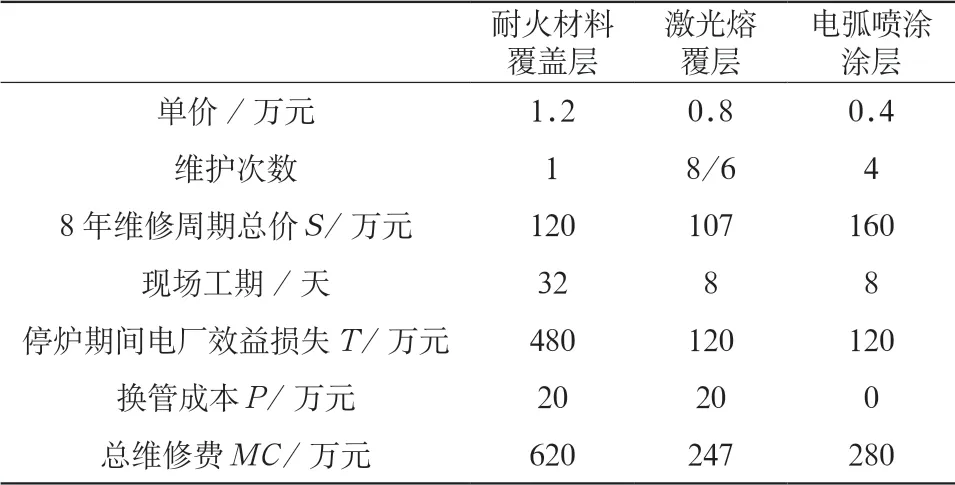
表2 八年周期內(nèi)三種表面防護技術(shù)經(jīng)濟性分析
4 結(jié)論
垃圾焚燒鍋爐管的防腐蝕是電廠重點維護工作,從技術(shù)層面和電廠經(jīng)濟性角度,應(yīng)采取實施一定的區(qū)別維護策略。
對換熱要求低的局部小面積區(qū)域可采用耐火材料覆蓋防護;對焚燒環(huán)境苛刻或空間狹窄難以現(xiàn)場施工的局部小面積區(qū)域(如過熱器)可采用激光熔覆防護;對大面積換熱區(qū)域(典型如水冷壁管),建議優(yōu)先考慮現(xiàn)場電弧噴涂防護。
猜你喜歡
建材發(fā)展導(dǎo)向(2022年18期)2022-09-22 07:13:20
建材發(fā)展導(dǎo)向(2022年12期)2022-08-19 02:33:10
建材發(fā)展導(dǎo)向(2022年10期)2022-07-28 03:04:36
建材發(fā)展導(dǎo)向(2021年22期)2022-01-18 06:12:46
建材發(fā)展導(dǎo)向(2021年19期)2021-12-06 03:20:50
建材發(fā)展導(dǎo)向(2021年18期)2021-11-05 09:19:50
建材發(fā)展導(dǎo)向(2021年12期)2021-07-22 08:06:58
建材發(fā)展導(dǎo)向(2021年9期)2021-07-16 07:11:36
上海建材(2017年4期)2017-10-16 01:33:34
中國房地產(chǎn)業(yè)(2016年2期)2016-03-01 01:25:48
