淺談芳烴聯(lián)合裝置加熱爐爐管的焊接
2021-09-15 09:51:26李雪梅
石油化工建設(shè) 2021年4期
李雪梅
中石化第四建設(shè)有限公司 天津 300270
耐熱鋼P9 在溫度不大于630℃的使用環(huán)境下,在高溫硫腐蝕、高溫環(huán)烷酸腐蝕介質(zhì)中都有良好的抗腐蝕能力,因此廣泛應(yīng)用于石化裝置中的管道及加熱爐爐管的焊接。以芳烴聯(lián)合裝置四合一加熱爐爐管為例,介紹耐熱鋼P9 的焊接工藝。爐管的規(guī)格如表1 所示。
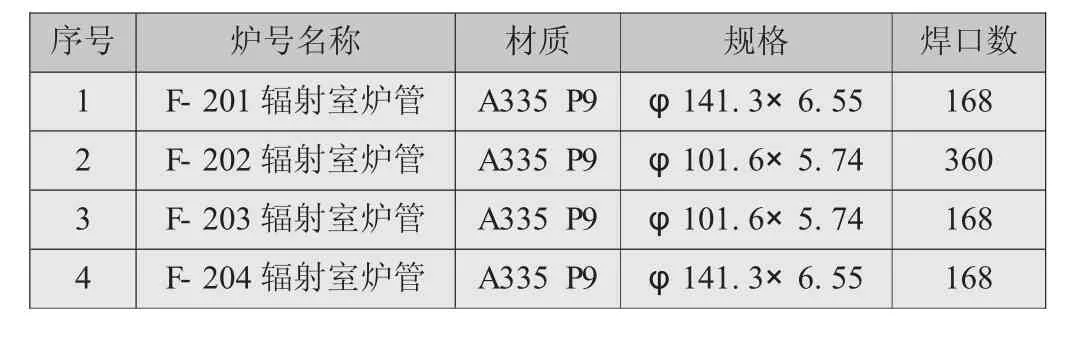
表1 P9 爐管規(guī)格及焊口數(shù)量
1 爐管P9 的性能分析
1.1 化學(xué)成分及機械性能
P9 化學(xué)成分及機械性能具體見表2 和表3。

表2 P9 無縫鋼管化學(xué)成分表 %

表3 P9 無縫鋼管力學(xué)性能表
1.2 工藝焊接性
(1)P9 鋼可焊性較差,具有相當(dāng)高的空淬傾向和較大的冷裂傾向,焊接完成后焊縫及熱影響區(qū)金屬硬度高、塑性差。為防止冷裂紋的形成并保證接頭的韌性,焊前應(yīng)進行預(yù)熱,焊后應(yīng)進行熱處理。
(2)控制焊接區(qū)組織轉(zhuǎn)變的進程也是耐熱鋼P9 焊接質(zhì)量控制的關(guān)鍵。要在焊接過程中嚴格控制焊件的道間溫度,使其保持在預(yù)熱溫度以上。
(3)P9 焊接接頭在焊后狀態(tài)均為高硬度的不穩(wěn)定組織,因此焊后必須作相應(yīng)的熱處理,以改善焊接接頭的機械性能。
(4)從耐熱鋼爐管P9 的焊接性分析來看,加熱爐爐管焊接的關(guān)鍵環(huán)節(jié)是防止冷裂紋產(chǎn)生。為了避免冷裂紋的產(chǎn)生,應(yīng)重點控制焊接環(huán)境、焊接材料、焊前預(yù)熱、焊接道間溫度和焊后熱處理等工序。
2 焊接施工準備
2.1 環(huán)境條件
施焊前應(yīng)確認環(huán)境符合要求,風(fēng)速:手弧焊小于8m/ s;氬弧焊小于2m/ s。相對濕度小于90%。無雨、雪天氣。
如果環(huán)境不滿足上述要求,應(yīng)搭設(shè)防風(fēng)、防雨棚,否則禁止施焊。
2.2 焊機要求
焊機為直流焊機,并且保證焊機完好、性能可靠,雙表指示靈敏,且在校準周期內(nèi)。
2.3 焊工資質(zhì)要求
焊工必須持有有效期內(nèi)相應(yīng)材質(zhì)、相應(yīng)位置的《特種設(shè)備焊接操作人員考核細則》合格證,經(jīng)項目質(zhì)檢站確認后方可上崗施焊,嚴禁無證上崗或越崗施工。
焊工應(yīng)配備以下工具:鋼絲刷、銼刀、焊絲筒、焊條筒、砂輪機。
2.4 焊接方法
目前石化行業(yè)常用的焊接方法為氬弧焊焊打底,焊條電弧焊蓋面。
2.5 焊接材料選用
焊接材料的選用應(yīng)根據(jù)被焊管材的化學(xué)成分、力學(xué)性能及使用和施焊條件來綜合考慮。常用的焊材為ER80S- B8,焊條為E9Mo- 15。
2.6 焊材管理
(1)入庫材料應(yīng)有合格質(zhì)量證明文件,焊條、焊絲應(yīng)按種類、牌號、批號、規(guī)格和入庫時間分類存放保管,垛有明確標(biāo)志。焊材庫應(yīng)配置空氣溫濕度記錄儀,庫房內(nèi)溫度保持在5℃以上,濕度不超過60%。焊條、焊絲應(yīng)存放在架子上,架子離地面和墻面的距離應(yīng)不小于300mm,架子上宜放置干燥劑。由專人負責(zé),統(tǒng)一管理,作好記錄,并由材料工程師定期進行檢查。
(2)焊條烘干:焊條使用前要按照焊條說明書要求的參數(shù)進行烘干。
3 焊接具體施工
3.1 坡口加工
坡口原則上全部采用機械加工,個別管段無法進行機械加工時,也可采用火焰加工。在修磨坡口時,必須打磨掉2~3mm 的淬硬層,并將切割熱影響區(qū)打磨干凈;采用火焰加工的坡口修磨完畢后,應(yīng)對坡口表面進行檢查,確保坡口表面不存在裂紋、分層和夾渣等缺陷。
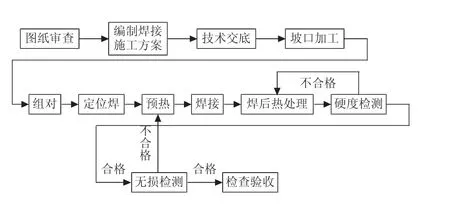
圖1 焊接流程圖
3.2 焊接接頭組對及清理
組對前要用角式磨光機、棒式砂輪機、鋼銼等將坡口及內(nèi)外兩側(cè)不小于20mm 范圍內(nèi)的母材表面清理干凈,直到露出金屬光澤。焊口組對時應(yīng)使管內(nèi)壁平齊,其錯邊量不應(yīng)超過管壁厚的10%,且不大于1mm。
3.3 定位焊
固定管或轉(zhuǎn)動管定位焊應(yīng)不少于三處,當(dāng)管徑小于57mm 時可點焊兩處。定位焊焊接工藝和焊材應(yīng)與正式焊接相同,定位焊方式為過橋方式,焊點數(shù)為2—5點,定位焊長度為10~15mm,高度為2~4mm,且不超過壁厚的2/ 3。
3.4 焊前預(yù)熱
焊前預(yù)熱溫度為200~250℃,預(yù)熱宜采用電加熱法,并應(yīng)在坡口兩側(cè)均勻進行。定位焊縫可采用火焰加熱,且取預(yù)熱溫度的上限值,但必須保證熱透且溫度均勻;預(yù)熱范圍應(yīng)為坡口中心兩側(cè)各不小于壁厚的5 倍,且不小于100mm,加熱區(qū)以外100mm 范圍內(nèi)宜保溫;預(yù)熱溫度宜在距對口中心50~100mm 范圍內(nèi)測量,且測量點應(yīng)根據(jù)焊件情況均勻分布。具體焊接工藝參數(shù)見表4。
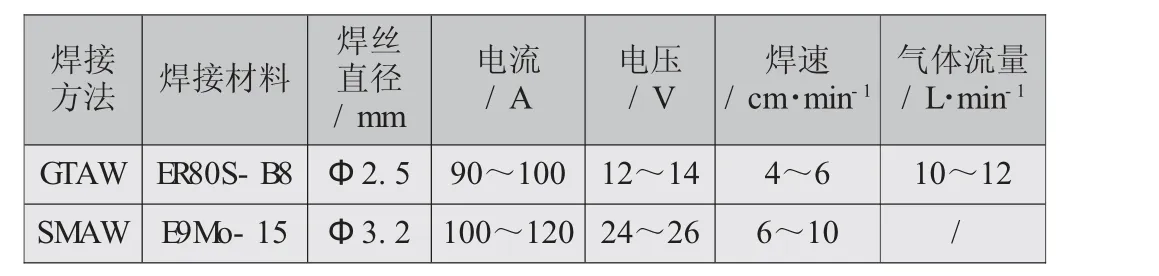
表4 焊接工藝參數(shù)
3.5 焊接工藝要點
(1)焊縫應(yīng)盡可能一次連續(xù)焊完,預(yù)熱焊縫若被迫中斷施焊,重新焊接時要先檢查確認表面無裂紋后重新預(yù)熱方可施焊;需熱處理的焊縫中斷焊接或焊接完畢不能及時進行熱處理時,應(yīng)對焊縫進行200~350℃、不少于30min 的后熱緩冷;需熱處理焊縫的無損檢測要在熱處理完畢后進行。
(2)多層焊時,層道間溫度應(yīng)控制在等于或稍高于預(yù)熱溫度。
(3)單面鎢極氬弧焊打底焊接時,焊縫內(nèi)側(cè)充氬氣保護;打底要控制好電弧,運弧及送絲要均勻,以保證焊縫根部熔合良好。
(4)禁止在非焊接部位引弧及電弧擦傷管材表面,層間清渣要徹底。
4 焊后熱處理
(1)根據(jù)P9 材料的特性,為了減少冷裂傾向和淬硬性, 焊接后應(yīng)立即進行焊后熱處理。熱處理溫度為750~780℃。保溫時間按2.4min/ mm 計算,最短保溫時間為2h。本加熱爐爐管的保溫時間為2h。
(2)熱處理采用電加熱方式,加熱范圍為焊縫兩側(cè)各不少于焊縫寬度的3 倍,且不少于25mm。加熱區(qū)外100mm 范圍內(nèi)應(yīng)予以保溫,且管道端口應(yīng)封閉。保溫棉采用耐溫≥1000℃的硅酸鋁高鋁毯, 厚度≥30mm。
(3)熱電偶布置:熱電偶采用K 系列EU- 2 型,測溫范圍為1100℃,使用前熱電偶須經(jīng)校驗合格。安裝時用鍍鋅鐵絲捆綁牢固,端部緊貼焊縫。每道焊口按設(shè)計要求布置兩個熱電偶。
(4)自由升溫至300℃后,加熱速度應(yīng)按5125/ T(℃/ h)計算,且不大于220℃/ h。
(5)保溫后的冷卻速度應(yīng)按6500/ T(℃/ h)計算,且不大于260℃/ h,300℃后可自然冷卻。
(6)各種材料按標(biāo)準布置完畢后,對加熱器、保溫棉和連接頭等進行自查,合格后連線并送電進行熱處理。
(7)焊后熱處理的溫度控制宜采用計算機自動控制,溫度曲線應(yīng)用計算機自動記錄。
5 硬度檢測
爐管鉻鉬鋼焊縫經(jīng)熱處理后,需按設(shè)計要求對焊縫進行100%的硬度檢測。每個接頭的硬度檢驗應(yīng)不少于1 處,每處應(yīng)包括焊縫、熱影響區(qū),其合格標(biāo)準為布氏硬度HB≤241。
6 質(zhì)量要求
6.1 外觀質(zhì)量要求
焊縫與母材圓滑過渡,表面應(yīng)無裂紋、氣孔、夾渣、飛濺和咬邊等缺陷;焊縫表面不得低于母材表面,100%射線檢測焊接接頭余高不超過1+0.1b(b 為組對后坡口最大寬度),且不超過2mm;其余焊接接頭余高不超過1+0.2b,且不超過3mm。
6.2 內(nèi)部質(zhì)量要求
內(nèi)部質(zhì)量檢查按照設(shè)計要求100%射線檢測,II 級為合格。
7 結(jié)論
本裝置加熱爐爐管現(xiàn)場焊接時,嚴格按照焊接工藝執(zhí)行焊前預(yù)熱、焊接、焊后熱處理等工藝要求,焊接一次合格率達99%以上,保證了工程焊接質(zhì)量。
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
裝備制造技術(shù)(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設(shè)備管理與維修(2015年12期)2015-04-09 06:57:24